Полимерные ящики и контейнеры
Содержание
Введение
Технологические методы
Литьё под давлением
Компрессионное формование
Ротационное формование
Раздувное формование
Экстурзионно - раздувное формование
Инжекционное формование раздувом
Формование с раздувом и вытяжкой
Термоформование
Вакуумное формование в плотно прилегающую пленку на подложку
Виды тары
потребительская тара
транспортная тара
Список литературы
Введение
Решающим фактором быстрого развития производства полимерных материалов явилась их конкурентоспособность с традиционными материалами. И если вначале полимерные материалы рассматривались как заменители природных материалов. То в настоящее время они стали незаменимыми материалами, без которых не может обойтись ни одна отрасль промышленности. Важно отметить, что эта конкуренция продолжается и сейчас. Технические и экономические преимущества нового материала оказались столь велики, а новые области его применения (пленка, трубы, листы, литьевые, выдувные изделия, покрытия и др.) столь многообразны, что давно уже никто из специалистов не рассматривает его как заменитель.
Одним из важных преимуществ пластиковой упаковки остается ее прозрачность. Возможность видеть содержимое упаковки при покупке продуктов принципиально важна. Кроме того, сетевая розница настаивает на прозрачной упаковке для многих видов продукции, и производители вынуждены эти условия выполнять. Большими партиями заказывают продукты в мелкопорционной упаковке транспортные и авиакомпании. В России стандартные требования к форме и размеру упаковки не разработаны, и не всегда отечественные контейнеры из-за несоответствия стандартам ЕС подходят к европейскому упаковочному оборудованию, в частности при запаивании в термоусадочную пленку. Возможности жесткой полимерной упаковки во многом определяются особенностями материала и технологии изготовления. На материал для изготовления упаковки приходится 70 % ее себестоимости. Чаще всего используются полистирол (ПС), поливинилхлорид (ПВХ), полиэтилентерефталат (ПЭТ) и двуосно-ориентированный полистирол (БОПС).
В мировой практике существует большое разнообразие технологических методов переработки полимерных материалов в тароупаковочные средства, реализуемых на соответствующих видах специального оборудования. Наиболее распространены: литье под давлением; компрессионное формование; ротационное формование; раздувное формование: экструзионно-раздувное форомование, инжекционное формование с раздувом; термоформование.
1 Технологические методы
1.1 Литье под давлением
Наиболее широко используемый метод изготовления пластмассовых изделий — это литье под давлением. При использовании этого метода расплавленный полимер под высоким давлением впрыскивается в массивную металлическую форму, охлаждается в течение нескольких секунд и затвердевает, принимая необходимую конфигурацию. Затем форма разъединяется на две части, изделие выталкивается, и форма закрывается для повторения цикла. Имеется формующее оборудование как для термопластов, так и для пластмасс термоактивного типа, а диапазон значений усилия смыкания находится в пределах от 1,4 до 6500 т для термопластов и от 4,5 до 5500 т для термоактивных пластиков. К типичным упаковкам, полученным этим методом. относятся упаковки небольшого размера и детали для них — резьбовые пробки, стаканчики для молочных продуктов, небольшие бутылочки и флаконы, особенно для косметических продуктов и медикаментов, преформы ПЭТФ-бутылок и заготовки для донышек. Среди крупных изделий доминируют различные ведерки.
История развития
Первые машины для литья под давлением представляли собой механизмы плунжерного типа, в которых плунжер поступательно перемещался в цилиндре, подавая расплав полимера в форму. В начале 1950-х гг. была разработана двухступенчатая плунжерная система, где один из цилиндров назвали «предпластикатором», а так как он не предназначался для впрыска расплава, он мог быть изготовлен с большей поверхностью теплопередачи. Инжекционный же цилиндр не предназначался для разогрева пластика, и поэтому мог быть большего диаметра и с большим рабочим ходом плунжера.
Как известно, экструзионные машины обеспечивают получение достаточно гомогенного расплава, и поэтому логичным решением явилось применение в качестве подающего устройства системы шнекового типа. Первая шнековая машина появилась на рынке в 1956 г. В ней предпластикатор — цилиндр со шнеком (где полимер расплавлялся и из которого выдавливался в горизонтально расположенный инжек-ционный плунжерный цилиндр, находящийся непосредственно под пластикатором) — располагался над инжекционным цилиндром, под углом к нему.
В современных литьевых машинах со шнековой пластификацией в одну линию шнек используют как для пластификации материала (перевода его в вязкотекучее состояние), так и для подачи его в литьевую форму. В начале цикла инжекционный цилиндр отводится от формы, шнек начинает вращаться и подавать расплав в переднюю часть цилиндра, отходя при этом назад. Когда форма готова принять расплав. шнек подается вперед, работая как плунжер, и заполняет расплавом форму. Такие машины называют «машинами с возвратно-поступательным шнеком» (рис. 8.17), и они являются практически единственно приемлемыми для переработки термически неустойчивых полимеров типа ПВХ. Современной тенденцией является применение универсальных машин с возможностью более быстрой замены форм и роботизированным извлечением сформованных изделий, что позволяет сократить брак.
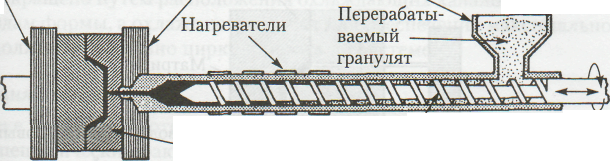
Рис 1. В литьевой машине с возвратно-поступательным червяком последний осуществляет возвратно-поступательное движение, вращается, перемешивая, нагревая и расплавляя ер нал, подаваемый из загрузочной воронки накопительного бункера.
После смыкания формы шнек прекращает свое вращение и перемещается вперед, впрыскивая расплав в форму. После выдачи очередной порции шнек возобновляет вращение и перемещается назад, после чего цикл повторяется.
Основные узлы оборудования
Литъевые машины состоят из четырех основных блоков: узла смыкания форм, узла вспрыска расплава (цилиндра с находящимся в нем червяком), гидравлического или гидромеханического привода и постоянно модифицируемых систем автоматического управления технологическим процессом и задания рабочих параметров.
Узел смыкания должен быть достаточно мощным для обеспечения надежного запирания форм и достаточно быстродействующим для обеспечения кратковременности цикла. Сам процесс смыкания формы может быть осуществлен механическими рычагами, гидромеханическими и полностью гидравлическими системами. Механические и гидромеханические системы более быстры, а полностью гидравлические системы обеспечивают большее усилие запирания формы, но они срабатывают значительно медленнее.
Точное смыкание полуформ очень важно, особенно при изготовлении тонкостенных изделий. Существуют три метода точного смыкания формы. При первом методе для правильного соединения частей формы используются направляющие втулки и колонки. Этот метод весьма популярен, но его недостатком является быстрое изнашивание втулок в современных системах высокого давления, используемых для получения тонкостенных контейнеров. При втором методе используется система смыкания с пневматическими или механическими эжекторами. Третий метод, наиболее современный, — это метод «плавающего стержня», состоящий в том, что полуформы и направляющие втулки не закрепляются жестко на плите, а могут сдвигаться, обеспечивая большую точность смыкания. Такая система может использоваться практически с любыми эжекторами, снижая износ направляющих втулок. Применяются в основном два типа инжекционных систем – шнеки возвратно-поступательного действия и системы двухступечатной инжекции.

Рис. 2 Расплав впрыскивается в сомкнутую форму под высоким давлением.
После охлаждения и затвердевания пуансон и матрица разделяются, и изделие выталкивается из формы.
В больших машинах, как правило, используются системы с возвратно-поступательными шнеками, в которых шнек при движении вперед подает порцию расплава полимера в форму (рис.1). В это время пластифицирующий шнек не должен вращаться, что несколько замедляет процесс формования. В двухступенчатой системе (используемой, когда важна скорость пластификации) применяется неостанавливающийся возвратно-поступательный шнек, который перемещает расплав в дозирующий цилиндр, плунжер которого выталкивает материал в форму. Дозирующий цилиндр точно отмеряет порцию формуемого материала.
В каждой из систем расплав полимера подается в форму через центральный канал, называемый центральным литниковым каналом (рис.2). От центрального литникового канала отходят разводящие каналы, через которые расплав подается в оформляющие гнезда. Эти каналы сужаются вблизи оформляющих гнезд формы. В месте, где расплав входит в оформляющие гнезда, имеется специальный канал, называемый «впуск». Существуют два типа литниковых систем — горячеканальные и холодноканальные. Горячеканальные системы (обычно применяемые в производстве упаковки) постоянно заполнены расплавом, а в холодноканальных расплав в литниковых каналах затвердевает и удаляется вместе с отформованным изделием. В этом случае отливка извлекается из многогнездовой формы с помощью выталкивателя, отдельные изделия оказываются соединены между собой материалом из литниковых каналов. Эти излишки должны быть либо обломаны, либо отрезаны. Во избежание накопления отходов излишки материала, как правило, отправляются обратно в загрузочный бункер. Холодноканальные системы менее производительны, чем горячеканальные, однако последние более дорогие.
На охлаждение и затвердевание изделий в формах тратится время, которое может быть сокращено путем расположения охлаждающих каналов ближе к оформляющим гнездам формы, а охлаждающий агент для обеспечения максимальной теплопередачи должен интенсивно циркулировать по системе.
Конструкция изделий
В разработке изделий, изготовляемых методом литья под давлением, должны учитываться специфические факторы, влияющие на внешний вид отформованного изделия (рис.3). Помимо этого следует учитывать и неизбежную усадку пластика в процессе охлаждения, величина которой зависит от типа пластика и конструкции изделия, составляя обычно от 0,1 до 4%. ПС, например, дает усадку примерно в 30 мкм/см. До некоторой степени усадку можно минимизировать путем повышения температуры и давления подаваемого в форму расплава, использования более длительного цикла, а также поддержания требуемой температуры формы.
Кроме того, неизбежно некоторое поднутрение, и если общий процент деформации изделия не превышает 7%, а угол скоса составляет не менее 30°, то его можно извлекать из формы без применения дорогостоящих устройств. Для изделий из ПП допустимо, например, поднутрение до 1 мм, если температура при выталкивании изделия составляет 93 0С или выше. При использовании в конструкции готового изделия особых зажимов из ПП их толщина должна составлять от 265 до 385 мкм, и они должны быть по возможности короче. Для очень больших деталей толщина зажима может быть слегка увеличена.
Ускорить или замедлить поток расплава, поступающий в форму, позволяет специальная конфигурация впуска. В случае, когда общая длина литниковой системы велика, впуски ускоряют поток расплава. Для извлечения из формы готового изделия самыми простыми устройствами являются выталкивающие стержни, однако если они могут приводить к деформации изделия, лучшим вариантом выталкивателей являются лопастные выталкиватели или пластины, воздействующие на все изделие и при съеме равномерно распределяющие усилие по его поверхности. Для извлечения глубоких пустотелых изделий иногда применяют вакуумные или тарельчатые клапаны, а также пневматическую выемку. Полированные и хромированные формы позволяют получить изделия с глянцевой поверхностью, но могут вызвать затруднения с извлечением готовых изделий. Решить эту проблему помогает хонингование пескоструйная обработка поверхности формы. Для предотвращения коррозии от кислот, образующихся при разложении ПВХ, формы для формования изделий из ПВХ покрывают хромом, никелем или (в некоторых случаях) золотом.
Изготовление литьевых форм и их стоимость
Рис. 4. Литьевая машина с гидравлическим узлом смыкания и двумя инжекционными цилиндрами может производить 12 двухцветных крышек (28 мм) за рабочий цикл в 5,5 с.
Литьевые формы, как правило, состоят из двух основных частей: матрицы, формирующей внешнюю поверхность изделия, и пуансона, формирующего его внутреннюю поверхность (см. рис. 3). В зависимости от варианта формы в ней может иметься только одно оформляющее гнездо (если формуется только одно изделие за цикл), либо же количество таких гнезд может достигать 16, 24 или более в зависимости от размера формуемых изделий, их требуемого количества и мощности литьевой машины (рис.4).
Чем больше количество гнезд, тем выше стоимость формы, но ниже стоимость изготовляемых изделий. Формы могут иметь углубления для крепления в них дополнительных вставок, например резьбовых замков.
Для изготовления литьевых форм применяются разные способы. Самый простой — это механическая обработка металлической заготовки, выполняемая в настоящее время, как правило, на станках с ЧПУ. При наличии в форме большого количества одинаковых гнезд можно использовать «мастер-штамп» из высокопрочной стали, выдавливающий в форме необходимые углубления под высоким давлением. Чтобы подобный штамп образовал в форме требуемое углубление, требуется около 1 ч, но зато полости при этом оказываются идентичными. Электроискровая обработка в большинстве формовочных цехов производится по меньшей мере как часть технологического процесса изготовления форм. Данный вид обработки приемлем для подгонки и получения матовой поверхности формы и уменьшения заусенцев (особенно при сложной конфигурации). Путем соединения лицевых частей в таком оборудовании подгонку можно произвести очень точно. Данный метод используется также для черновой обработки поверхности полости; по окончании обработки, благодаря высокой точности метода, требуется лишь небольшая полировка.
Из литьевых форм должен быть предусмотрен отвод воздуха. Соответствующие вентиляционные каналы представляют собой пазы шириной примерно 13 мм и глубиной около 0,4 мм. Формы обычно изготовляют из инструментальной стали, но иногда экспериментальные формы изготовляют из медно-бериллиевого сплава, так как они дешевле, их проще менять и ремонтировать при помощи дуговой сварки. Они также более теплопроводны, что ускоряет технологический процесс. Медно-бериллиевый сплав мягче стали, и поэтому требуется утолщение боковых стенок формы.

Рис.3. Успешное использование литья под давлением зависит от правильной конструкции формуемого изделия:
а) поднутрения (углублений) следует по возможности избегать, так как могут возникнуть трудности с извлечением готового изделия из формы.
Во избежание этого матрица должна выступать поверх формуемой детали для формирования необходимой выемки, как показано справа внизу; 6) следует предусматривать одинаковую толщину стенок, устраивая полости в массивных участках, что позволит сократить издержки и избежать образования раковин в готовом изделии; в) ребра должны составлять не менее половины толщины прилегающих к ним стенок, что позволит избежать появления раковин при усадке материала; по тем же причинам расстояние между соседними ребрами не должно быть меньше толщины стенки I; следует избегать острых углов, причем радиус скругления должен быть не менее четверти толщины прилегающей стенки; г) чтобы минимизировать сопротивление потоку расплава, впуск должен находиться в наиболее тонкой части формуемого изделия; во избежание образования наслоений (пластов) в готовом изделии расплав, поступающий в форму, должен отражаться от отдельных частей формы; Э) разница в толщине отдельных участков изделия может привести к короблению из-за разной усадки одного участка по сравнению с другим; е) отверстия должны располагаться друг от друга или от кромки изделия на расстоянии не менее диаметра отверстия; толщина стенок обрамления отверстия должна быть не менее диаметра отверстия; ж) отверстия не должны находиться непосредственно напротив впуска, так как это может привести к образованию стыковых швов и слабому соединению слоев материала; з) неусиленные шпильки длиннее 2,5 диаметра могут быть согнуты давлением расплава; и) следует избегать острых углов; для более легкого извлечения готового изделия из формы предпочтительна конусность не менее 2°; во избежание вытекания расплава из гнезда впуск должен быть по возможности утоплен; выталкивающие стержни, которые могут повредить декоративную поверхность, должны быть расположены в другом месте; к) для уменьшения количества проблем при стыковке комплектующих изделий линия разъема формы должна быть по возможности плоской на всем протяжении.Его применяют в качестве вставок в стальные формы для ускорения теплопередачи, поскольку его теплопроводность в 10 раз превосходит теплопроводность стали. Так как данный сплав не очень хорошо противостоит абразивному износу, его не следует применять в устройствах смыкания форм.
Стоимость изделий, изготовленных литьем под давлением, может быть примерно оценена по массе модели или расчетом массы по масштабированным чертежам, используя известную стоимость 1 кг пластика. К этому добавляют коэффициент на машинное время, обычно равный стоимости материала (или больше, если деталь мала или имеет сложную конфигурацию). Следует учитывать также износ форм (период их амортизации составляет обычно 2-3 года). Если стоимость форм не известна, для грубой оценки следует добавить четверть стоимости материала и еще столько же — на упаковку и транспортирование. Например, стоимость материала на изготовление литьем под давлением полипропиленовой чашки для молока массой 21,3 г составляет около 2 центов. Добавив еще 2 цента на машинное время, полцента — на амортизацию форм и еще полцента — на упаковку и транспортирование, получим общую стоимость данной детали — 5 центов.
Спецификация форм
Важным фактором в проектировании деталей упаковки, изготовляемых литьем под давлением, является спецификация оборудования. Хотя зачастую этот вопрос оставляется решать другим, инженер-упаковщик все-таки должен немного подумать о различных аспектах изготовления форм еще в процессе разработки упаковки. Если предполагается изготовление большого количества изделий, относительная стоимость форм и другого вспомогательного оборудования будет невелика, и в этом случае можно рассчитывать, что для больших объемов продукции наиболее дешевыми окажутся самые лучшие формы. Для небольших же объемов производства стоимость форм существенно сказывается на цене изделий, и здесь необходимо рассмотреть все имеющиеся варианты. Например, некоторые детали могут быть изготовлены как методом литья под давлением, так и методом термоформования, и выбор между ними должен делаться исходя из экономических соображений. Оборудование и оснастка для термоформования намного дешевле, чем для для литья под давлением, однако стоимость одного изделия может быть выше из-за большого количества отходов и цены экструдированных листов.
Кроме того, существует вопрос, кто и где будет проводить формование. Термоформование обычно выполняется на предприятии, где продукция упаковывается, на относительно недорогом оборудовании. Более сложное литье под давлением обычно выполняется вне предприятия, и в этом случае необходимо как можно раньше выбрать поставщика и в процессе выработки конструкции упаковки работать с ним в тесном контакте. С поставщиком желательно заключить соглашение о конфиденциальности, патентной чистоте, собственности на оборудование и инструменты, стоимости разработки и о многих аналогичных деталях. Гораздо проще определить эти моменты вначале, чем пытаться прийти к соглашению тогда, когда уже было затрачено много времени и средств. Ниже приведены основные моменты, которые желательно определить вместе с поставщиком.
• Оборудование: примерная стоимость, право собственности, его замена (обычно 30%), срок эксплуатации, условия платежа.
Детали упаковки: примерная стоимость, порядок утверждения, даты поставки.
Патентная чистота: стоимость и платежи за пользование патентом, защита отмошенничества, соглашения о конфиденциальности.
Изготовление форм: количество гнезд, резервные формы, примерная стоимость, условия платежа, право собственности, срок эксплуатации, технический уходи обслуживание, порядок рекламации, пригодность к работе на других литьевыхмашинах (конкурентных), эксклюзивное использование, страхование, стоимость замены.
Контроль качества: допуски на коробление, порядок проверки образцов, стоимость сортировки изделий, методы оценки качества, потери при сборке.
Упаковка и транспортирование: перепоставка, недопоставка и методы их оценки.
1.2 Компрессионное формование
Прессование в производстве упаковки, когда-то использовавшееся в основном для производства резьбовых пластмассовых пробок, в настоящее время практически везде заменено литьем под давлением. Тем не менее некоторые надежды на возрождение производства изделий из термоактивных пластиков дает упаковка, предназначенная для разогрева в микроволновых печах. Она сначала начала применяться для упаковки обедов на авиалиниях, а затем — для изготовления лотков из полиэфирных термореактивных стекловидных пластиков, разработанных специально для использования в СВЧ- или конвекционных печах для замороженных пищевых продуктов.
Технология прессования проста, а затраты на оснастку невелики. Пресс-формы обычно изготовляют из стали, однако сам процесс достаточно медленный. Время на разогрев и отверждение в форме составляет в среднем от 0,5 до 1 мин/мм или более (в зависимости от толщины изделия), и при данном способе малы отходы производства и износ пресс-форм. Изделия, полученные этим методом, отличаются хорошей теплостойкостью и стабильностью размеров.
При прессовании пресс-форму нагревают до температуры примерно 149 °С, и гранулированный материал с небольшим запасом помещают в форму. Излишки материала выдавливаются в процессе смыкания пресс-формы и удаляются в ходе следующей операции (рис.5). Работа осуществляется под давлением около 25 МПа. Затем изделие извлекают из пресс-формы, а остатки облоя удаляются в устройстве с вращающимся барабаном, предназначенным специально для этой цели.

Рис.5 При прессовании пресс-материал с небольшим запасом помещается в разогретую форму. Когда пресс-форма смыкается под большим давлением, излишек выдавливается в виде облоя и должен быть впоследствии удален.
Прессованные изделия из ФФС в течение нескольких часов после извлечения из пресс-формы подвергаются некоторой усадке. Фактически незначительная усадка продолжается в течение нескольких месяцев, но это имеет значение только для деталей, очень плотно прилегающих друг к другу. При необходимости стабилизировать усадку можно применить отжиг изделия, который устраняет все последующие изменения размеров. Выдержка типичного изделия из фенопласта в течение 8 ч при температуре 176,7 0С дает усадку около 5 мкм/мм.
Пластмасса отверждается около 1 мин, форма открывается и готовое изделие удаляется из формы.
Обычно используемые при прессовании материалы — это фено- или аминопласты на основе ФФС и КФС соответственно, которые отверждаются под действием тепла. Как правило, к смолам для улучшения их технологических свойств и прочности, а также для удешевления добавляют наполнители, которыми могут служить древесная мука, асбест, графит, текстильная крошка, слюда, сизаль, бумага, синтетические или стеклянные волокна или другие аналогичные материалы. Крышки из реакто-пластов дороже металлических, но по внешнему виду они лучше подходят к упаковке фармацевтических и косметических товаров.1.3 Ротационное формование
Для производства небольшого количества крупногабаритных изделий, где важна стоимость пресс-форм, или при разработке новой упаковки контейнерного типа, где изменения должны быть сделаны быстро и с небольшими затратами, лучше всего подходит ротационное формование.
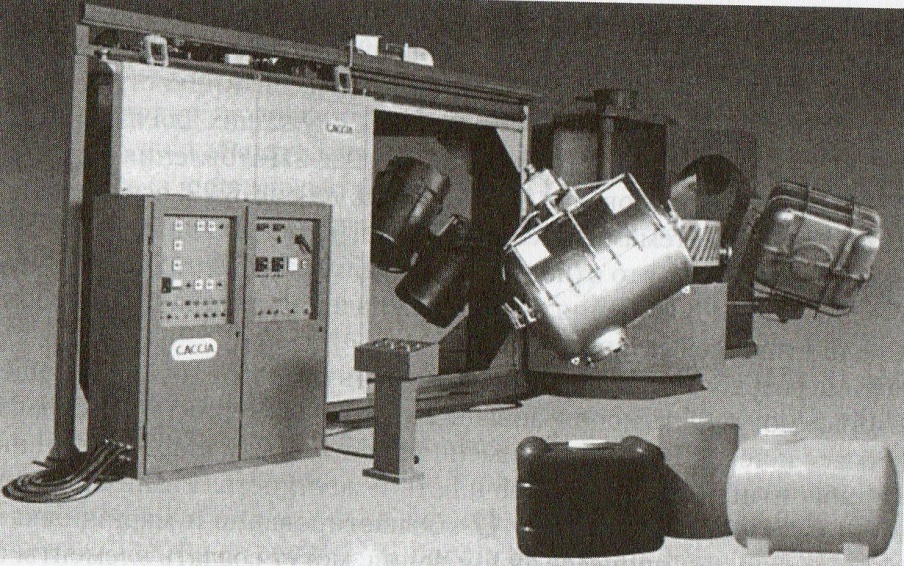
Рис. 8.22. При ротационном формовании, напоминающем процесс изготовления пустотелых шоколадных зайцев, порошкообразный полимер загружается в холодную форму, которая в печи начинает вращаться в двух плоскостях и разогревается. Под действием центробежной силы расплавленный полимер равномерным слоем покрывает поверхность формы, образуя готовое изделие.
Данный метод, иногда называемый ротационным литьем, позволяет получать пустотелые изделия однородной толщины фактически без швов и без внутренних напряжений, возникающих в случае применения традиционного формования или термоформования. В индустрии упаковки ротационное формование применяется, как правило, для изготовления больших контейнеров типа бочек и бутылей, а также пластмассовых поддонов (паллет). Минимальная толщина стенки для подобных изделий составляет около 0,8 мм. Формы для ротационного формования дешевле, чем для литья под давлением, и немного дороже, чем для термоформования. Затраты на материалы из-за использовании в ротационном формовании порошковых или жидких смесей более высоки, чем при использовании гранулированного материала при литье под давлением, ниже и производительность в расчете на одну форму. Вместе с тем по данной технологии можно получить полое изделие практически любой формы. Изделия с двойными стенками, сложные изделия, вставки — все это может быть выполнено с использованием ротационного формования, и поэтому в настоящее время оно является одним из наиболее быстро развивающихся методов изготовления изделий из полимеров, применение которого увеличивается на 25-30% в год.
Первыми материалами для ротационного формования были поливинилхлоридные пластизоли, позднее стали применяться полиуретаны. В настоящее время в основном используют ПЭ, хотя применяются и другие термопласты — ПЭТФ, ПП, ПВХ, ПК и полиамиды.
По такой технологии дозированное количество хорошо измельченного в порошок полимера вручную помещается в форму, которая установлена на валу, с помощью которого она помещается в печь. В печи она разогревается горячим воздухом до 260 "С, причем форма вращается в двух плоскостях так, что ее внутренняя поверхность покрывается тонким равномерным слоем расплавленного полимера (рис.6).
По возможности форму следует располагать как можно ближе к осям вращения, чтобы центробежные силы не вызвали слишком большого изменения толщины слоя расплава. Скорость вращения формы составляет около 12 об./мин вокруг большой оси и около 3 об./мин — вокруг малой. Более высокие скорости обычно используются для того, чтобы расплав мог заполнить небольшие углубления формы. Как правило, для разогрева полимера внутри формы требуется только 10 мин, при этом расплав равномерно покрывает стенки; затем форма перемещается в камеру охлаждения, где она охлаждается путем орошения холодной водой, и полимер затвердевает. Может также использоваться холодный воздух в сочетании с орошением водой (или без него).
Формы снабжены вентиляционными каналами, чтобы во время формования в них не повышалось давление, хотя небольшое давление иногда необходимо для обеспечения контакта полимера с поверхностью формы. По мере охлаждения плоские поверхности имеют тенденцию отставать от формы, чего следует избегать. Такая усадка часто наблюдается, если форма охлаждается слишком быстро, вследствие чего возникает коробление и увеличивается хрупкость изделия.
Оборудование для ротационного формования весьма разнообразно — от простых устройств типа стаканов с одной осью вращения, служащих, как правило для изготовления емкостей с открытой горловиной из смесей жидкости и порошка, до карусельных систем с большим количеством форм, служащих для изготовления небольших изделий, или челночного оборудования для изготовления крупногабаритных изделий. Некоторое оборудование, как показано на рис.6, оснащено встроенными циркуляционными системами масляного разогрева и охлаждения форм, снабженных терморубашкой, так что отпадает необходимость в печи. Сами формы изготовляют из стали, но для получения небольших изделий иногда применяют алюминиевые или медно-никелевые формы.
Последние разработки позволили применять предварительно окрашенные полимеры, которые могут быть использованы в качестве декоративных слоев для вторичных пластмасс и пены. Впрыск полимерной пены между твердыми стенками придает крупногабаритным изделиям прочность и жесткость. Различные декоративные элементы типа этикеток, получаемые непосредственно в процессе формования, могут создать элементы отделки, устойчивые к истиранию и износу.
1.3 Раздувное формование
История раздувного формования ведет свое начало с 1930-х гг., когда с помощью этой технологии изготовлялись детские погремушки, куклы и шарики для пинг-понга. Если же заглянуть в глубь веков, то мы обнаружим, что еще в Древнем Египте раздувом изготавливали изделия из древесной смолы, которая, затвердевая, превращалась в янтарь.
Практическое применение формования раздувом началось с тех пор, как в 1937 г. Фернгрен и Копитке соединили экструзию с формованием раздувом и продали свою идею Hartford Етpire Сотрапу. Для дальнейшего совершенствования этой технологии была создана корпорация Plах под руководством Джеймса Бэйли. Во время второй мировой войны на рынке появился ПЭНП, который оказался пригоден и для этой технологии. Вскоре ее стали применять и другие фирмы, разрабатывая свое оборудование и формуя мягкие бутылки. Такое оборудование долгое время являлось коммерческой тайной, и только в начале 1958 г. оно стало доступным на рынке. Одним из первых видов тары для продаваемых в розничной торговле продуктов стала мягкая бутылочка для дезодоранта Stopette; появившись на рынке в начале 1947 г., эта упаковка пользовалась большой популярностью.
В 1957 г. внимание производителей бутылок было привлечено к технологии производства ПЭВП при низком давлении. В 1959 г. уже пять фирм стали производить из него бутылки для моющих средств. В настоящее время более 350 фирм-изготовителей ежегодно выпускают более 9 млрд единиц пластиковой тары методом выдувного формования.
Наиболее широко используемый материал для бутылок — это ПЭВП, стоимость которого по сравнению с ПЭНП незначительно колеблется в обе стороны и зависит от его доступности на рынке, но он отличается большей жесткостью и меньшей влагопроницаемостью. Благодаря своей жесткости ПЭВП позволяет делать стенки бутылок более тонкими, что уменьшает цену изделия. ПЭНП используется там, где требуется повышенная прозрачность и мягкость бутылки.
ПЭТФ — это наиболее быстро прогрессирующий на рынке материал для изготовления пластиковых бутылок (прежде всего для безалкогольных напитков и питьевой воды, особенно объемом более 1,5 л). Изготовление таких емкостей потребовало разработки специальной технологии для достижения требуемой жесткости и ударопрочности. При этой технологии преформу (заготовку) экструдируют или формуют с применением литья под давлением, затем охлаждают до температуры вытяжки, находящейся в диапазоне от температуры стеклования (68,2 °С) до температуры плавления (218,3 °С). Формовочный стержень формы вытягивает преформу в продольном направлении, а давление воздуха раздувает заготовку в поперечном направлении до контакта со стеками полости формы. В зависимости от размера бутылки и требований рынка стоимость ПЭТФ может быть несколько дороже стекла, но фактор безопасности и меньшей массы дает пластику немалые преимущества, особенно у бутылок больших размеров. В ПЭТФ-бутылки фасуют и другие продукты — растительное масло, салатные дрессинги и т. п.
Следующий по важности материал для выдувного формования — это ПП, характеризующийся высокой стойкостью к растрескиванию и который, следовательно, может использоваться в контакте с агрессивными жидкостями, разрушающими упаковку из ПЭВП. Около двух третей общего объема выпуска этого полимера используется для упаковки потребительских товаров; из них около половины используется для фармацевтических изделий, где наибольшее количество приходится на изготовление небольших контейнеров методом экструзии с раздувом. Высокая прочность позволяет ПП использоваться для изготовления более крупных контейнеров емкостью до нескольких галлонов. Для раздувного формования чаще всего применяют статистические сополимеры, поскольку они увеличивают его ударопрочность при низких температурах. В ходе модернизированного метода раздувного формования ПП (так называемого Orbet-процесса, разработанного в Phillips Petroleum Со.) полимер по мере раздува двухосно ориентируется, что обеспечивает отличную прозрачность, существенно повышает предел прочности на разрыв и ударопрочность, а также придает ему лучшие барьерные свойства по сравнению с неориентированным ПП. Растущей доле ПП на рынке способствуют также осветляющие добавки.
Несмотря на выступления защитников окружающей среды, третье место среди пластиков для изготовления бутылок удерживает ПВХ. У него хорошая ударопрочность, он относительно дешев и может быть совершенно прозрачным и бесцветным. По сравнению с ПЭВП кислородопроницаемость ПВХ составляет лишь одну пятнадцатую, что позволяет применять ПВХ для упаковки косметических товаров и шампуней, чувствительных к окислению.
ПВХ устойчив к маслам и большинству органических растворителей. Стойкость к действию нефтепродуктов у него высока, что делает этот материал подходящим для упаковки бытовых чистящих средств. С ПВХ совместимы даже жидкости для заправки зажигалок. По сравнению с ПЭ он не так хорош для упаковки материалов, содержащих воду, так как потери влаги могут составлять от 2 до 20% в год, а из-за того, что ПВХ имеет глянцевую поверхность, царапины на нем более заметны, чем на другом бутылочном пластике.
Прежде ПВХ было трудно перерабатывать на литьевых машинах из-за его деструкции при нагревании. По этой причине должна соблюдаться идеальная чистота, а само оборудование следует проектировать «без карманов», в которых полимер мог бы задерживаться. Между критической температурой термодеструкции в 238 °С и температурой переработки в 204 °С разница невелика. Рекомендуется, чтобы после того как бутылки простоят сутки заполненными соответствующим продуктом, они были подвергнуты вибротесту и испытанию на сбрасывание. Кроме того, из-за повышения хрупкости при низких температурах желательно, чтобы испытание на сбрасывание проводилось и при температуре в минус 17,8 °С, и при нормальной температуре окружающей среды. Усадка три низких температурах у ПВХ невелика, однако этот материал обладает эффектом памяти на деформацию, и стенки упаковки могут сжиматься, если изделие не было тщательно охлаждено перед извлечением из формы.
Коммерческое применение других материалов не настолько обширно, но они могут использоваться в специальных целях. ПК, например, обладают большой прочностью, отличной прозрачностью и хорошей стойкостью к маслам, отсутствием запаха или вкуса, изделия из него можно стерилизовать паром. Некоторые виды ПК одобрены FDA для контакта с пищевыми продуктами. Самый большой его недостаток — это довольно высокая стоимость, но если бутылки из ПК являются возвратными или тара должна быть особо прочной, то ПК вполне могут оказаться незаменимым материалом.
При переработке ПК следует особо тщательно контролировать температуру, так как от нее существенно зависит вязкость расплава. Бутылки из ПК могут быть повреждены щелочными моющими растворами, и для них необходимы специальные моющие средства.
Еще одним пластиком, используемым в небольших количествах для изготовления бутылок, является ПС. Очень прозрачный и жесткий, он очень напоминает стекло. Этот полимер очень хрупок, но при применении для его получения металлоценовых катализаторов его можно упрочнить. ПС-преформы могут быть изготовлены с помощью литья под давлением и отформованы в бутылки с помощью сжатого воздуха при практически безотходном производстве. Данный материал характеризуется удовлетворительными барьерными свойствами относительно водяного пара и газов, но он растворяется сложными эфирами и кетонами, содержащимися в эфирных маслах. Перед использованием этого материала для изготовления бутылок настоятельно рекомендуется проводить тщательные испытания.
1.4 Экструзионно-раздувное формование
Из трех методов раздувного формования, применяемых для изготовления упаковки, наиболее широко используется метод, называемый «экструзионное формование с раздувом». Он заключается в экструзии трубки, называемой «преформа», в нижнем направлении. Когда она достигает нужной длины, разведенные половинки пресс-формы, окружающие заготовку, смыкаются, обрезая и замыкая дно, и остается только канал вверху для подвода сжатого воздуха, с помощью которого в дальнейшем и формуется изделие (рис. 7).
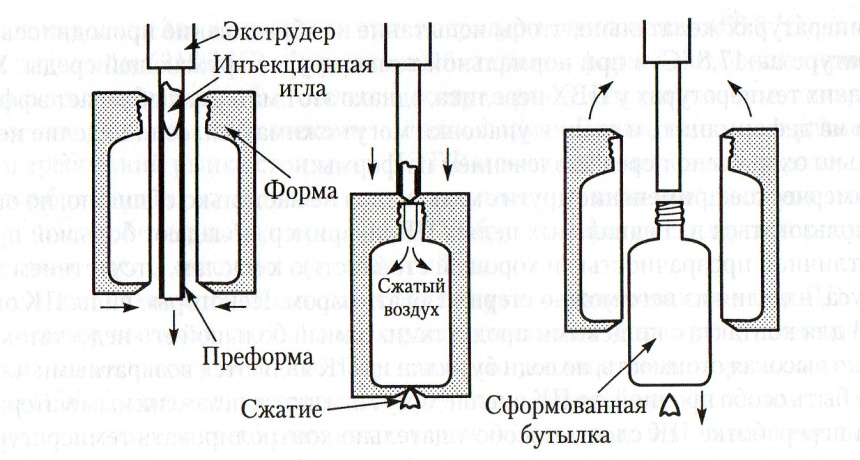
Рис 7. При формовании раздувом полуформы смыкаются вокруг преформы; при движении вниз в разогретую и пластичную заготовку подается воздух, выдувая изделие, которое после формования извлекается из формы; последняя снова перемещается вверх и захватывает новую преформу.
При такой технологии форма для получения последовательно экструдируемых иреформ может быть стационарной, а процесс раздува может происходить на одном блоке. Возможна и непрерывная экструзия преформ, если форма при подъеме захватывает преформу, а затем опускается для формования раздувом. Непрерывно экст-рудируемые преформы могут также захватываться формами, смонтированными сбоку, челнок которых, совершая возвратно-поступательные движения, захватывает преформу, которая затем выдувается, и готовое изделие извлекается практически без остановки. Этот скоростной процесс особенно подходит для изготовления изделий из ПВХ, причем его температура должна жестко контролироваться во избежание разложения и изменения цвета материала (рис. 8).

Для увеличения выпуска продукции при использовании непрерывной экструзии преформ существует специальное оборудование, в котором на карусели установлено множество форм, непрерывно вращающихся под расположенным наверху экструде-ром, формуя и сбрасывая готовые изделия в процессе вращения карусели с формами. Поскольку для подобных систем требуется много форм, а для их смены необходимо время, такое оборудование целесообразно использовать для изготовления больших серий изделий одинакового размера (в частности, для крупномасштабного производства пластиковых бутылок). В оборудовании подобного типа пластиковые бутылки обычно отделяются от непрерывных преформ после охлаждения и раскрытия форм.
Для получения преформ, из которых изготовляют изделия методом раздува, используются два типа шнековых машин, аналогичных применяемым для литья под давлением. Для изготовления небольших контейнеров используют машины со шнеками возвратно-поступательного действия и двухшнековые машины (рис. 9). Они снабжены вторичным накопителем и поршнем для порционного выдавливания преформ. Экструдеры с накапливающей головкой и плунжерной подачей применяются для изготовления больших контейнеров, включая пластиковые бочки.
Все головки экструдеров могут быть оснащены устройствами программирования преформ. В обычных головках расположение дорна внутри головки экструдера для получения одинаковой структуры стенок преформы фиксируется. В программируемых головках для регулирования толщины стенок преформы положение дорна может регулироваться (рис.10). Это позволяет изменять толщину стенки заготовки по длине — больше в основании изделия (для прочности), больше в тех местах, где материал должен раздуваться сильнее, и меньше там, где тонкие и небольшие участки не требуют большого количества материала. В реальном процессе формования теплый мягкий пластик растягивается под действием сжатого воздуха и принимает форму готового изделия (см. рис. 7).

Рис. 9. В машинах, используемых для инжекционного и выдувного формования, для нагревания, плавления пластмассовых гранул и перемешивания материала используются шнеки.
При экструзионном формовании с раздувом на нижней части готового изделия хватается небольшой «хвост», который должен удаляться. Раньше горловины готовых бутылок для приведения в соответствие их размеров подвергали механической обработке. В настоящее время большая часть раздувных агрегатов автоматически заполняет операции по снятию облоя с готовых изделий непосредственно на них, и формование горлышка происходит в форме совместными усилиями инъекционной иглы и формующего горлышко кольца. Транспортные контейнеры и емкости с широким горлышком по-прежнему проходят заключительные этапы обработки на дополнительных обрезных прессах для снятия заусенцев.
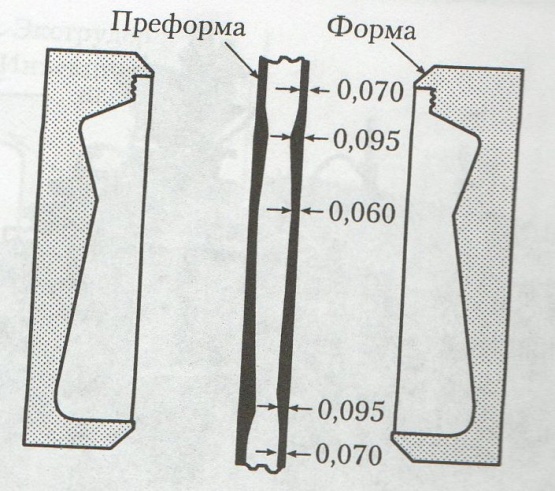
Рис. 10. Для соблюдения геометрической формы контейнера возможно применение программируемых преформ, что позволяет увеличивать прочность в необходимых местах и минимизировать утонение в углах.
Экструзионное формование с раздувом больше всего подходит для изготовления пластиковых контейнеров любой формы и размеров и транспортной тары. Формы относительно дешевы и зачастую их изготовляют из алюминия (как для крупно-, так и для мелкосерийной продукции).
1.5 Инжекционное формование с раздувом
Еще один метод формования — это двух- или трехступенчатый процесс, в котором преформа изготовляется методом литья под давлением (вместо экструзии) и переносится на формовочном стержне в узел раздува. Ранние двухступенчатые системы формования были крайне неудобны, так как в процессе съема готового изделия останавливались две формовочные станции. В 1961 г. итальянец Гуссони для ускорения этого процесса добавил третий узел для извлечения готовых изделий, и в таком виде подобные устройства используются и в настоящее время. Иногда для кондиционирования пластиковых бутылок, их контроля и/или декорирования применяют какие-либо дополнительные узлы. В последнее время разработаны методы формования бутылок без образования облоя, позволяющие создавать более привлекательные по внешнему виду флаконы для парфюмерных и косметических товаров.
Похожая технология, называемая «формование с раздувом и перемещением заготовки», заключается в помещении дозированного количества пластикового расплава в специальный контейнер для получения преформ и переносе полученной заготовки с помощью формовочного стержня в зону формования горлышка для последующего раздува. Эта технология применяется для изготовления небольших бутылочек и емкостей, где необходимы особо точные размеры. Использование инжекционного формования находит свое применение в области упаковки фармацевтической продукции, где необходимы контейнеры высокого качества и с точными размерами.
Инжекционная технология позволяет обеспечить высокую точность и контроль массы, особенно при формовании горловины с допусками ± 102,6 мкм. Это важно там, где используются пробки или другой вид специального укупоривания, например пробки с защитой от несанкционированного открывания (в частности, детьми). В настоящее время емкости могут быть изготовлены без облоя и без дополнительных заключительных операций, однако стоимость форм для такой технологии достаточно высока. Форма изделий, получаемых по технологии инжекционного формования, обычно стандартна, а их емкость не должна превышать 236,6 мл, хотя в последнее время получают распространение бутылки и емкостью 473 мл (16 унций).
1.6 Формование с раздувом и вытяжкой
Третий метод формования может быть использован для полимеров, способных к линейной ориентации, — например, ПЭТФ, ПВХ, ПП и аморфных полиамидов. Наибольшее применение этот метод находит при изготовлении бутылок для напитков. При его использовании предварительно отформованная преформа разогревается до температуры чуть выше температуры стеклования (во избежание кристаллизации) и растягивается, ориентируется, а в дальнейшем выдувается по одно- или двухступенчатой технологии.
При двухступенчатой технологии преформы изготовляют отдельно (обычно на другом оборудовании) и уже готовыми помещают в машину повторного нагрева и выдува. При одноступенчатой технологии все эти процессы выполняются на одной и той же линии. Операции формования преформы и ее раздува схожи с аналогичными при экструзионном формовании с раздувом. Преимущества раздува с вытяжкой заключаются в повышении прозрачности материала, глянца, ударопрочности и плотности. Этот метод позволяет также производить емкости с очень тонкими стенками, что снижает стоимость упаковки.
Особое применение формования с раздувом — это изготовление стерильной упаковки, в ходе которого этапы раздува, заполнения и герметизации упаковки сводятся в одну операцию. При этом все последовательные операции производятся в стерильной камере, где упаковка (иногда находящаяся еще в форме) заполняется предварительно стерилизованным жидким продуктом. Герметизация упаковки производится разогретым штампом, который является или частью формовочного устройства, или отдельным укупорочным приспособлением, формующим и присоединяющим пробку типа твист-офф (открываемую поворотом на четверть оборота). При другой технологии изготовления стерильной упаковки емкость формуется обычным образом в стерильных условиях, заполняется предварительно стерилизованным продуктом и закрывается предварительно стерилизованной пробкой (крышкой). Как правило, конструкция такого оборудования отражает жесткие требования к стерильности. Оно изготовляется из нержавеющей стали и проектируется так, чтобы обеспечить изначальную стерильность и возможность безразборной мойки (СIР) с помощью моющих средств и пара.
Конструкция форм
Два наиболее важных фактора, которые следует иметь в виду при изготовлении форм для выдувного формования, — это теплообменные свойства и износостойкость. Наиболее подходящие материалы — алюминий, сталь и сплав бериллия с медью. Выбор материала зависит от технологии выдувного формования и природы пластика. Так, например, для работы с полиолефинами наиболее часто используются алюминиевые формы, подвергнутые дробеструйной обработке во избежание задержки воздуха между стенками полости изделия.
Твердый, устойчивый к коррозии сплав бериллия с медью характеризуется высокими теплопроводностью и износостойкостью. Формы из этого материала часто используют для формования изделий из ЛВХ. Для получения более высокого глянца поверхности изделий формы для ПВХ полируют и покрывают хромом. Этот сплав дороже алюминия, он тяжелее и дольше обрабатывается.
При инжекционном формовании с раздувом полости для преформ, полости для формования жестких полимеров, горловинные кольца и формовочные стержни для всех видов пластиков изготовляют из закаленной инструментальной стали.
Участки формы для формирования горловины и основания, чтобы их было легче обрабатывать и заменять, как правило, представляют собой отдельные детали. Полуформы должны быть точно подогнаны друг к другу, так как любое несовпадение половинок приведет к утонению материала в месте соединения частей формы. Усилие запирания полуформ значительно меньше, чем форм для литья под давлением, поскольку они должны выдерживать давление в полостях лишь около 0,035 МПа.
Для обеспечения кратчайшего производственного цикла и одинакового состояния поверхности готового изделия необходимо соответствующее охлаждение формы. Водяные каналы в каждой полуформе могут быть либо просверлены насквозь, либо заглублены и располагаться перпендикулярно к оси формы как можно ближе друг к другу, поскольку 80% общего времени формования тратится на охлаждение, и любое улучшение системы охлаждения способствует повышению производительности.
Так как отформованное изделие обычно охлаждается в самой форме, были разработаны способы сокращения времени охлаждения и преодоления недостаточной теплопроводности большинства пластиков. Одним из таких способов стало применение в качестве раздувающего агента жидкого азота или диоксида углерода, а другим — глубоко охлажденного воздуха, содержащего водяной пар. При использовании подобных методов производительность возрастает более чем на 50%.
1.7 Термоформование
Различные типы термоформованной упаковки включают упаковку продукта, находящегося на твердой подложке, в обволакивающую пленку, блистерную упаковку и формованные контейнеры и крышки. Общим для них является то, что изначально все они представляют собой плоский лист пластика или пленку. Этот материал нагревается до размягчения и затем доводится до нужной формы под действием вакуума, давления или штампа или их комбинации. С помощью термоформования можно получить упаковку с максимально тонкими стенками (и поэтому затраты на материалы для подобной упаковки сравнительно низки), но большие потери из-за отходов в некоторой степени сводят на нет экономические преимущества. Формы для термоформования гораздо дешевле, чем для других методов (их стоимость в зависимости от конфигурации может составлять $1000-2000). Время, затрачиваемое на наладку оборудования, составляет несколько недель (в сравнении с месяцами, требуемыми на наладку оборудования для выдувного формования или литья под давлением).
Процесс нагревания и формования пластиковых листов был разработан в 1936 г.. когда во Франции для упаковки мяса впервые была использована термоусадочная пленка. В ходе второй мировой войны этот метод применялся для изготовления пластиковых топографических карт. Для упаковки этот метод стал широко использоваться лишь с начала 1960-х гг., когда впервые с помощью термоформования стали изготовляться контейнеры и крышки для молочных продуктов. Позднее при производстве коробок для яиц, мясопродуктов и т. п. стали применяться листы из пенополистирола. В настоящее время в этих целях в мире потребляется более 900 тыс. т листовых пластиков.
Для термоформования можно использовать любые листовые термопласты, однако было замечено, что одни материалы более полно соответствуют нуждам упаковочной промышленности, чем другие (из-за различий в прозрачности, запахе, технологических характеристиках и цене — см. табл. 8.2). Наиболее широко используются (в порядке убывания) ПВХ, ВОПЭ, ПС, ПП, ПЭТФ и ЛПЭНП.
Лидирует в этом списке полужесткий ПВХ, широко применяемый в упаковке пищевых продуктов благодаря своей прозрачности и влагонепроницаемости, которые могут быть дополнительно улучшены путем применения полиэтиленового слоя или материала с лучшими барьерными свойствами (большей кислородоне-
проницаемостью). Этот материал позволяет формовать такие же прочные и защищенные емкости (чашки) и лотки, как и ВОПЭ, а благодаря своей инертности и отсутствию запаха он используется для упаковки и пищевых, и непищевых продуктов. Широко применяется и ПП, используемый для упаковки некоторых пищевых продуктов. Он легко перерабатывается и на него можно наносить глубокую печать. ПЭТФ, противостоящий тепловому воздействию лучше, чем полиолефины, применяется для изготовления двойной упаковки продуктов, разогреваемых в микроволновых печах, и продуктов быстрого приготовления. Блистеры для упаковки твердых изделий — это область применения высокоударопрочного ПС, который благодаря своей прозрачности позволяет видеть упакованный продукт, хорошо перерабатывается, прочен и экономичен. Другие материалы, в частности АБС-сополимеры и ПК, применяются в особых случаях, когда прочность более важна, чем стоимость.
Технология термоформования
Основной способ термоформования представляет собой вытягивание пластикового листа в раме, зажимающей его со всех сторон. Лист разогревается до размягчения, а затем под действием разрежения прижимается к форме. После охлаждения он отстает от формы, вынимается из нее и обрезается. Для опытно-конструкторских работ, когда в качестве материала иногда выбирают ацетат целлюлозы (в данном случае температура может регулироваться не так строго, а прочность материала в размягченном состоянии достаточно велика), применяют несложное оборудование. Нагрев может производиться как с одной, так и с обеих сторон листа, и при ручном управлении размягчение листа заметно по его провисанию. Затем пластик подвергается дальнейшему нагреву до достижения идеально плоской поверхности. В этот момент он уже почти готов к формованию, но обычно до приложения разрежения лучше выдержать его в этом состоянии еще 15-20 с.
Оборудование для крупносерийного производства намного сложнее. Для производства упаковочных контейнеров листовой материал обычно хранят в рулонах и подают в установку с помощью цепного привода с зажимами, захватывающими края листа. Существует и оборудование (обычно роторного типа) для работы с листовым материалом без цепного привода, но оно в основном применяется не в упаковочной индустрии.
Лист пластика разогревается с обеих сторон кварцевыми лампами, трубчатыми стальными стержнями, стеклянными и керамическими пластинами (излучателями). Большое значение имеет расположение нагревателей, так как поверхность пластика должна нагреваться равномерно. Затем разогретая пластиковая лента размещается над формой(ами) и воспроизводит ее полость методом, описанным выше. Некоторые материалы (например, пористые или пеноматериалы) требуют специальных форм, поскольку по мере нагрева материал продолжает расширяться, и для соблюдения требуемой формы требуется четкое соответствие между двумя частями формы (пуансоном и матрицей).
Существуют материалы, которые могут быть нагреты путем присасывания (с помощью вакуума) к пористой горячей пластине так, что края формы вдавливаются в пластик. Такая технология называется «формование с помощью захвата листа». После размягчения пластика прикладывается давление воздуха, и лист прижимается к поверхности формы.
Формование с совместным приложением давления и разрежения происходит намного быстрее, чем просто вакуумное формование, так как последнее для выполнения операции ограничено атмосферным давлением в 0,1 МПа, тогда как давление сжатого воздуха может быть в несколько раз больше. Почти все высокопроизводительные формовочные машины — пневмоформочные. Для ускорения охлаждения после формования изделия в форме оно может обдуваться холодным воздухом (некоторые специалисты считают, что распыление водяного пара эффективнее воздушного охлаждения). Затем изделие удаляется из формы путем продува последней воздухом или с помощью выталкивателей. Рулон остается на зажимах и транспортируется к следующему узлу формования. Изделие отсекается от рулона с помощью специальных устройств. Параметры отрезания должны учитывать последующую усадку, так как изделие все еще разогрето. Затем оставшийся материал наматывается на бобину, а отформованное изделие отправляется на упаковочный автомат или на следующий технологический блок. В фирмах, производящих термоформование, отходы материала обычно сразу же используются повторно, причем эти фирмы обычно принимают отходы на утилизацию и от предприятий, упаковывающих продукцию.
Блистерные упаковки, подобные изготовленным по вышеописанной технологии в специализированных фирмах, зачастую используются упаковщиками для размещения товаров на витринах магазинов (рис.12). Отформованные таким образом емкости применяются для упаковки твердых, вязкоэластичных и жидких продуктов (в основном пищевых), а лотки с ячейками используются для упаковывания инструмента, различных наборов и медицинских товаров. Существует специальное линейное и карусельное оборудование с устройствами подачи, дозирования и укупоривания подобных контейнеров термоклеевыми или обжимными пластиковыми крышками.

Рис. 12. Методы присоединения прозрачного блистера к декорированной подложке включают: а) нанесение буртика из термоклея; б) сгибание подложки с просечкой отверстия для блистера; в) размещение продукта (продукт размещается внутри блистера, который, складываясь, фиксируется на подложке); г) формирование двойного блистера на согнутой подложке (продукт выглядит плавающим в пространстве); д) двойную внутреннюю выточку (выемки в подложке служат частью уплотнения); е) формирование блистера с загнутыми краями, служащими в качестве направляющих для обеспечении скольжения подложки (способствующего более простому открытию упаковки и ее многократному использованию)
Вместе с тем подобная блистерная упаковка может изготовляться непосредственно на формовочно-упаковочных линиях твердых, вязкоэластичных и жидких продуктов, как пищевых, так и непищевых, включая лекарства. Этот тип машин работает, как правило, с узкой рулонной пленкой или листами пластика, ширина которого позволяет формовать от одной до четырех или более упаковок округлой или (чаще) многоугольной формы (что сокращает отходы). Лист пластика разогревают одним из вышеуказанных способов, в отформованные лотки дозируют продукт, после чего они герметизируются пластиковой пленкой. Готовая упаковка с продуктом затем вырубается из пластиковой пленки, отходы которой возвращаются поставщику. Подобное оборудование может быть периодического или непрерывного действия в зависимости от объемов выпуска продукции.
Конструкция форм
Термоформование можно выполнить с помощью выпуклой и вогнутой формы (пуансона и матрицы), пары согласованных форм или матрицы и вспомогательного пуансона, напоминающего по конфигурации пуансон, но обычно не так плотно прилегающий. Вспомогательные пуансоны для промышленного оборудования изготовляют из алюминия, и во избежание охлаждения или коробления пластикового листа их нагревают или охлаждают. Область применения зависит от конструкции изделия, типа полимера и требований к готовому изделию, но в настоящее время во многих термоформовочных машинах применяют и разрежение, и сжатый воздух, и вспомогательные пуансоны совместно (рис.13).

Рис. 13. Оснастка для термоформования: а) выпуклая форма; б) вогнутая форма; в) выпуклая форма для вакуумного формования; г) вогнутая форма со вспомогательным пуансоном; Э) возвратное формование (продавливает расплав полимера в вакуумную камеру, а затем вытягивает ее обратно); е) формование с предварительным раздувом листа (сжатый воздух раздувает лист пластика вверх, а пуансон вдавливает пластик вниз с одновременной откачкой воздуха из-под листа)
Вогнутая форма позволяет лучше детализировать внешнюю поверхность изделия, контактирующую с формой и на которую обычно наносится глубокая печать. Вогнутые формы также обеспечивают лучшую равнотолщинность и более быстрое охлаждение изделия. Максимальное утонение материала происходит в наибольшем углублении формы (особенно вблизи углов), а самые прочные и толстые участки получаются вблизи внешней кромки. Вспомогательный пуансон с этим типом форм используется для более ровного распределения полимера по форме. Для изготовления крупных деталей может потребоваться технология с предварительной пневматической вытяжкой листа. В этом случае разогретый лист пластика герметизируется по краям матрицы и с помощью сжатого воздуха выдувается над матрицей в виде пузыря. Затем с помощью разрежения и вспомогательного пуансона пластик резко втягивается в полости формы, где формуется готовое изделие. Для изготовления крупных деталей или при использовании толстых листов пластика разрежение внутри полости формы может сочетаться с давлением воздуха на внешнюю поверхность.
Формование с помощью пуансона часто используется там, где важна деталировка внутренней части и где требуется прочность и утолщенное днище. Пуансон должен иметь конусность не менее 3°, а более чем трехградусная конусность может потребоваться для изготовления очень широких изделий или в случае материала с большой усадкой после формования (для матрицы не требуется сужения, так как изделие после усадки свободно извлекается).
Размер выступа на пуансоне обычно должен быть меньше ширины полости формы во избежание чрезмерного утонения изделия (хотя у некоторых изделий и пластиков вполне допустимо соотношение 3 : 1). Следует использовать как можно большие радиусы скруглений, особенно в местах возможного утонения материала. Радиус скругле-ний должен быть не меньше двойной толщины исходного материала. Большинство изделий, получаемых методом термоформования, должны быть отрезаны по контуру независимо от формы. Отрезание может быть произведено вручную или с помощью вырубных штампов (как частей формующего оборудования, так и отдельных устройств).
В случаях, когда для крепления к подложке необходимо утолщение вдоль внешней кромки изделия, можно использовать эту кромку для придания изделию дополнительной жесткости. Наличие ребер усилит плоские участки. Для формования с разрежением формы должны выдерживать давление всего до 0,1 МПа, что соответствует значению нормального атмосферного давления, однако применение при формовании сжатого воздуха может увеличить это значение до 2,1 МПа.
Существует много разных типов и разновидностей материалов для изготовления форм для термоформования. Для экспериментальных изделий могут использоваться деревянные формы, но под действием тепла они скоро начнут обугливаться.
Для выпуска небольших серий изделий в качестве материала часто используют строительный гипс, но он со временем крошится и растрескивается. Формы из эпоксидных смол используют для формования тонкого материала (до 0,8 мм), однако недостаточная теплопроводность делает их малопригодными для формования изделий большой массы. Формы с напылением металла дороги, но обеспечивают великолепную детализацию без усадки. При такой технологии цинко-алюминиевая проволока подается в специальный распылитель, плавится и выдувается в виде мелких капель. Капли застывают на поверхности формы без сколько-нибудь значительного нагрева поверхности, на которую они распыляются. Подобным методом можно получать покрытия толщиной до полудюйма (12,7 мм). Для форм, предназначенных для крупносерийной продукции, лучше всего использовать распыление алюминия — при этом толщина напыления составляет около 12,7 мм. Иногда формы изготовляют из бериллиевой бронзы или латуни, которые быстро рассеивают тепло и обеспечивают высокую производительность.
В форме должно быть предусмотрено необходимое количество вентиляционных каналов, и, чтобы полимер мог проникнуть в каждую полость, они должны быть расположены в нужных местах, особенно в углах формы. Эти каналы должны иметь диаметр около 0,41 мм для тонких материалов и около 0,8 мм — для более толстых. Меньший диаметр может потребоваться для ПЭ, поскольку следы от этих каналов становятся заметны. В более глубоких участках формы необходимо большее количество каналов, чем в мелких, особенно когда мелкие и глубокие участки прилегают друг к другу. При необходимости каналы могут быть расположены на расстоянии до 12,7 мм друг от друга. Охлаждение осуществляется с помощью полостей в форме или просверленных каналов, которые должны быть водостойкими и располагаться
так, чтобы не пересекаться с вентиляционными каналами. Если для охлаждения применяются трубки из меди или нержавеющей стали, то их сечение должно быть не менее 12,7 мм, а располагаться они должны не ближе чем 6,4 см друг от друга. Некоторым участкам формы может требоваться большее охлаждение, чем другим, но это может быть установлено только опытным путем.
Для некоторых материалов типа ударопрочного ПС форма во избежание внутренних напряжений в процессе быстрого охлаждения (которые могут привести к короблению изделия) должна быть достаточно теплой (около 65,6 °С). Поднутрение при необходимости может быть осуществлено несколькими методами. Для освобождения изделия участки с прорезями могут быть удалены из формы. Участки с креплениями сгибают после извлечения изделия из формы. В случае небольшого поднутрения для освобождения готового изделия могут быть использованы выталкиватели. Если поднутрение не слишком глубоко, зачастую для извлечения изделия из формы применяют сжатый воздух. Во избежание просачивания воздуха между пластиком и поверхностью формы как в процессе формования, так и при извлечении готового изделия поверхность формы должна быть обработана пескоструйным методом. С учетом всех вышеперечисленных методов в настоящее время термоформование потребительской упаковки стало процессом довольно сложным со множеством ограничений.
1.8 Вакуумное формование в плотно прилегающую пленку на подложке
Одна из разновидностей блистерной упаковки — это вакуумная упаковка с плотно прилегающей пленкой. По такой технологии лист (или пленка) нагревается и натягивается поверх продукта (вместо загрузки продукта в полости упаковки). Подложка обычно предварительно оформляется, покрывается слоем термоклея и перфорируется мелкими отверстиями так, чтобы с помощью разрежения можно было притянуть пленку к подложке. Так как пленка обтягивает размещенный на подложке продукт, то он надежно фиксируется в нужном месте. Для подобного упаковывания требуется около 40 с.
Обычно при этом используются тонкие пленки толщиной около 128,2 мкм и менее, так что подобный вид упаковки дешевле, чем блистерная упаковка (если только сама подложка не намного больше упакованного продукта). По такой технологии пленка должна покрывать всю подложку, а блистер может лишь ненамного превышать размеры содержимого.
Наблюдается тенденция подложек к деформации, вызванной усадкой пленки после охлаждения. Чтобы этого не происходило, существует не так много технологических приемов (например, минимизация зоны разогрева и применение для подложки более прочного картона). В данном виде упаковки наиболее предпочтительна ПВХ-пленка, однако с картоном без покрытия могут применяться также ПЭНП и ПП, если пленка для окисления ее поверхности (чтобы она могла прилипнуть к подложке) обработана открытым пламенем или коронным электрическим разрядом. Для таких пленок перфорирование непокрытого картона подложки может оказаться ненужным, так как картон — достаточно пористый материал, пропускающий отсасываемый воздух. Если для тяжелых или имеющих острые грани продуктов требуется большая прочность, то в качестве пленки могут использоваться иономеры, которые значительно дороже, чем ПЭ, ПП или ПВХ, но гораздо более прочны.
2. Виды тары
По назначению тару и упаковку можно разделить на производственную, транспортную, потребительскую, специальную.
2.1 Потребительская тара:
1) прямоугольные контейнеры со съемной крышкой (рис.1);
2) квадратные контейнеры (рис. 2.1); контейнеры в форме сердечка (рис. 2.2);
3) стаканы :
- стакан белый (как правило применяется для упаковывания сметаны, йогурта, разного вида желе, сухих супов, лапши быстрого приготовления и т.д; они бывают объемами от 125 до 200 мл) (рис. 3.1);
- стакан «колокольчик» (применяется для фасования мороженного, так как за счет суженного донышка очень хорошо позиционируется в ячейке контейнера, а так же устойчив при подаче в холодильную камеру) (рис. 3.2)
4) бутылочки (бывают объемом 0,5; 0,7; 1; 1,5; 2; 3; 4; 5; 6 литра; применяют для розлива молочной продукции – питьевые йогурты, молоко, кефир и т.д.; воды, безалкогольных напитков, пива) (рис. 4.1, 4.2, 4.3);
5) банки (рис. 5.1).
В общем потребительская тара должна иметь оптимальные размеры и объем; привлекательный внешний вид; выполнять рекламные функции; доводить до потребителя информацию о товаре и правила обращения с ним; нести маркировку производителя и гарантии качества товара; обеспечивать стерильность и повышать длительность хранения продукции; обеспечивать надежную защиту человека и окружающей среды от воздействия вредных веществ; улучшать учет и организацию сбыта продукции; ускорять обслуживание покупателей при покупке товара; способствовать внедрению новых прогрессивных форм товарообращения и торговли; обеспечивать автоматизацию фасовочно-упаковочных операций, а также механизацию погрузочно-разгрузочных и складских работ; повышать эффективность использования транспортных средств и складских помещений; выполнять дополнительные функции, способствующие полному и удобному потреблению содержимого, а также исключающие подделку и не рациональное применение товара; она должна быть безопасной для человека и окружающей среды, а также рентабельной для производителя и потребителя продукции.

Рис 1 прямоугольный контейнер

Рис.2.1 квадратные контейнеры

2.2 контейнеры в форме со съемной крышкой сердца

Рис. 3.1 стакан белый

Рис. 3.2 стакан «колокольчик»

Рис. 4.1 бутылки цветные

Рис. 4.2 бутылки белые

Рис. 4.3 бутылка
Пэтбокс

Рис. 5 баночки
2.2 Транспортная тара
Пластиковые бочки
Пластиковые бочки формуют раздувом. Следует учесть и массу тары:
10,43 кг — для пластиковой бочки, 16,78 кг — для стальной и 6,4 кг — для бочки из фиброкартона. Из-за огромного разнообразия продуктов и условий транспортирования нельзя останавливаться на одном типе бочек. апример, при поставке изделий на условиях возврата тары (зачастую с использованием парка автомобилей или производителя, или поставщика) бочки из фиброкартона используются многократно (лишь с заменой пластиковой вставки). В условиях небрежного хранения, поставок на большие расстояния, наличия многочисленных погрузочно-разгрузочных операций и работы с небольшими объемами грузов могут потребоваться пластиковые или стальные бочки-контейнеры (рис.1).
Покрытия и соэкструзия
Чтобы повысить защитные свойства упаковки, а также увеличить сопротивление истиранию, на пластиковую тару как снаружи, так и изнутри иногда наносят защитные покрытия (различными методами). Несмотря на все нововведения, недостатками здесь остаются высокая их стоимость и проблемы с нанесением покрытий на тару сложной конфигурации (в частности, на ручки для переноски). В основном подобные покрытия используются там, где дополнительная защита упаковки оправдывает повышение ее стоимости.
Декорирование
Для оформления пластиковой тары применяются различные печатные процессы. Флексография используется для пленок, офсетная печать — для декорирования бутылок, флаконов и тюбиков туб, шелкография — для небольших партий твердых изделий, где необходимо улучшенное оформление упаковки. Для получения металлических оттенков хорошим методом является горячая штамповка.
Испытания
Бытует неверное представление, что пластики не хрупки. Хотя количество воздействий, которое может выдержать пластиковая упаковка, достаточно велико, тем не менее пластики отнюдь не неуязвимы. Следовательно, важно проверять новую тару на соответствие тому уровню защиты продукта, который желательно получить в конкретном случае. Ударопрочность обычно проверяется индивидуально методом сброса заполненных бутылок на твердую поверхность. Для получения надежного результата бутылки должны быть наполнены конкретным продуктом, а его розлив должен быть произведен за сутки перед испытанием. Для испытания не следует применять только что расфасованные бутылки, так как внутренней поверхности бутылки для достижения состояния равновесия с содержимым требуется некоторое время. Стандартная пластиковая бутылка должна выдерживать падение с высоты от 1,8 до 2,4 м без повреждений (повреждение обычно проявляется в виде разрыва).
Ведра.
Ведра предназначены для транспортировки и хранения жидких, сыпучих, твердых и пастообразных пищевых и непищевых продуктов, в том числе: рыбной продукции; молочной продукции; солений; квашений; маринадов; повидла; джема; меда; лакокрасочной продукции, шпатлевок, строительных смесей. Бывают объемом 10, 15, 22, 33 литров (рис.2).
Ящики.
Классификация полимерных ящиков
Ящики изготовляют двух типов: I - вкладываемые один в другой; II - невкладываемые один в другой. Допускается изготовление ящиков с крышками, без крышек, с внутренними перегородками и другими вспомогательными элементами и приспособлениями. (рис 3)
По назначению ящики подразделяют на:
1) ящики для пищевых жидкостей в бутылках емкостью 0,33-0,8 л; 2) ящики для молока и молочных напитков в герметичной упаковке (стеклянная, картонная тара, тара из комбинированных материалов и т.п.); 3) ящики для молочной продукции в негерметичной упаковке (стаканчики из полимерных материалов и бумаги, пергамент, бумага и т.п.); 4) ящики для мяса и колбасных изделий; 5) ящики и лотки для свежих фруктов, овощей и зелени; 6) лотки для хлебобулочных изделий; 7) ящики для прессованных дрожжей; 8) ящики для яиц; 9) ящики для рыбы, рыбных полуфабрикатов, рыбной кулинарии, морепродуктов; 10) ящики технологические (внутрицеховая тара для пищевых производств); 11) ящики для мыла; 12) ящики для прочей продукции (мороженое, кондитерские изделия и т.п.).
Транспортирование и хранение
Ящики и крышки транспортируют в штабелях всеми видами транспорта в чистых сухих крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, и техническими условиями погрузки и крепления грузов. Грузовые места формируют в транспортные. Ящики и крышки хранят в штабелях.При хранении ящиков и крышек в отапливаемых помещениях они должны быть расположены на расстоянии не менее 1 м от нагревательных приборов.
Евроканистры
Полиэтиленовые канистры объемами 30, 20, 5, 11, 3 литра предназначены для хранения и транспортировки жидких нефтехимических и пищевых продуктов, температура которых не превышает +800С. (рис.4)

Рис. 1 Пластиковые бочки

Рис. 2 полиэтиленовое ведро


Рис. 3 ящики

Рис. 4 канистры
В заключение обратим внимание на один из самых важных аспектов производства полимерных тароупаковочных средств, которому, даже в специализированных отечественных периодических изданиях не уделяется должного внимания, что не поддаётся никакому разумному объяснению. Речь о том, что ни одно тароупаковочное полимерное средство не может быть изготовлено без формующего инструмента, которым должен быть оснащён тот или иной тип технологического оборудования. Изложенная информация выше показывает, что производство тары и упаковки из полимерных материалов - весьма сложный, многоуровневый процесс, успешная реализация которого требует глубокой профессиональной подготовки не только в области технологий переработки полимеров, но прежде всего в области конструирования оборудования и формующего инструмента.
СПИСОК ЛИТЕРАТУРЫ
1 Рогов Г.Н., Богач О.Н. Сыроделие и маслоделие/Под ред. Э.Г. Розанцева.-М.:Колос, 2002- 87с.
2 Администрация сайта www.complexdoc.ru – COMPLEXDOC нормативные документы.
3 Администрация сайта www.mechanister.ru – Упаковочное и фасовочное оборудование – Механистер. Упаковочные автоматы.
4 ООО «Компания Магикон» www.pressbb.ru – Упаковочное оборудование.
5 Компания «Объединенные кондитеры» www.uniconf.ru – Кондитерские изделия.
6 Администрация сайта www.conditerprom.ru – Информационный ресурс о кондитерской промышленности России.
7 Компания ЗАО «Инлайн-Р» www.inline-r.ru – Виды упаковки.