Гомогенизатор молока
Федеральное Агентство по Образованию
Волгоградский Государственный Технический Университет
Кафедра ТПП
Курсовая работа
по дисциплине «технологическое оборудование»
тема:
«Расчет и инженерный анализ работы гомогенизатора А1 ОГ2А –1,26 в производстве кисломолочных продуктов»
Волгоград, 2004
Оглавление
Введение
1. Устройство и работа гомогенизатора
2. Основные расчеты
2.1 Теоретические основы диспергирования
2.2 Расчет гидродинамических параметров потока жидкости и технических характеристик гомогенизатора
Заключение
Библиографический список
Введение
Кисломолочные продукты играют важную роль в питании людей, особенно детей, лиц пожилого возраста и больных. Диетические свойства кисломолочных продуктов заключаются, прежде всего, в том, что они улучшают обмен веществ, стимулируют выделение желудочного сока и возбуждают аппетит. Наличие в их составе микроорганизмов, способных приживаться в кишечнике и подавлять гнилостную микрофлору, приводит к торможению гнилостных процессов и прекращению образования ядовитых продуктов распада белка, поступающих в кровь человека.
Немаловажной стадией при выработке кисломолочных продуктов является механическое воздействие на исходное сырье, т.е. гомогенизация. Она не только предотвращает отстаивание жира, но и способствует получению качественных кисломолочных продуктов с улучшенными консистенцией и вкусовыми свойствами, повышению его усвояемости организмом и более полному использованию содержащихся в нем жира и витаминов.
Диспергирование молока проводят в клапанных и ротационных гомогенизаторах, устройствах для ультразвуковой и электрогидравлической гомогенизации, быстроходных механических мешалках, гидродинамических ультразвуковых аппаратах, кавитационных и суперкавитирующих динамических смесителях-эмульсорах, центробежных струйных гомогенизаторах, но по эффективности воздействия на молоко без значительных нежелательных изменений его свойств все другие устройства уступают клапанным гомогенизаторам высокого давления
Гомогенизаторы клапанного типа. Продукт в кольцевой канал между седлом и клапаном подается под давлением, создаваемым многоплунжерным насосом. Дробление жировых шариков и увеличение их дисперсности происходит при истечении молока через канал со скоростью 200 м/с, при этом количество жировых шариков увеличивается в 200–500 раз, а их суммарная поверхность в 6-10 раз. Гомогенизаторы клапанного типа относятся к энергоемким и металлоемким: в зависимости от давления и производительности расход электроэнергии изменяется от 36 до 140 кВт/ч, общая масса гомогенизатора может находиться в пределах от 600 до 4000 кг. Клапанными двухступенчатыми гомогенизаторами в настоящее время оснащены все комбинаты, заводы и цеха, вырабатывающие сухие и жидкие продукты питания.
Центробежные гомогенизаторы по конструкции проще клапанных, менее металлоемки, в них нет быстроизнашивающихся деталей, но они дают недостаточно высокую степень гомогенизации.
Электрогидравлическая гомогенизация молока и влияние на молочные системы электрогидравлического удара исследовались в МАПБ (Московская академия прикладной биотехнологии). В основу этого способа гомогенизации положен электрогидравлический эффект, являющийся результатом возникновения в жидкости импульсных сверхвысоких давлений, вызывающих образование ударных волн.
Достигнутый общий гомогенизирующий эффект весьма высок – раздробление жировых шариков в 7–8 раз. Кратковременный электрогидравлический эффект не влияет на технологические свойства молока, но очень длительное его воздействие изменяет вкус продукта.
Ультразвуковые гомогенизаторы – это электромеханические и гидродинамические устройства, создающие упругие звуковые и ультразвуковые колебания в гомогенизируемой смеси. Наиболее известный из них – так называемый гидродинамический свисток. Принцип действия его основан на прохождении потока жидкости через зону максимального воздействия ультразвукового поля, создаваемого самим же потоком. Поток дробится на струи, которые, многократно взаимно пересекаясь с большой скоростью, создают интенсивные вихри и акустические колебания высоких частот. При выходе из сопла закрученного потока возникают наиболее интенсивные вихри, создающие колебания, еще более усиливаемые установленной на выходе трубки – резонатора, образующей в потоке жидкости кавитационные полости.
Ультразвуковой метод эмульгирования весьма эффективен: полнота эмульгирования составляет 95%. Метод обеспечивает высокую степень дисперсности (0,1–0,5 мкм) и устойчивость эмульсии при длительном хранении. Металлоемкость и энергоемкость ультразвукового гомогенизатора по сравнению с гомогенизатором ОМ такой же производительности, используемым в настоящее время в отечественной молочной промышленности, ниже в 5–7 раз.
Работы по оптимизации режимов ультразвуковой гомогенизации, изучению механизма эмульгирования в ультразвуковом поле проводились многими учеными в нашей стране и за рубежом, но в них не раскрыто или недостаточно раскрыто влияние ультразвукового облучения на изменения физико-химических свойств молока и его компонентов. Известно лишь, что в молоке может появиться привкус топленого молока. Предполагается, что это результат взаимодействия с жирами атомарного кислорода, выделившегося при распаде. Значительно уменьшается вязкость молока, что указывает на деструкцию молекул белка.
Как отмечалось выше, наибольшее распространение получили гомогенизаторы клапанного типа. В связи, с чем и рассмотрим их в данной работе.
1. Устройство и работа гомогенизатора клапанного типа
Машины этого типа обладают высокой эффективностью действия. Например, при гомогенизации цельного молока средний размер жировых шариков уменьшается с 3,5–4 до 0,7–0,8 мкм.
Первоначально рабочим органом гомогенизатора был пучок капиллярных трубок, через которые под давлением нагнеталось молоко, нагретое до 50–60°С. Гомогенизатор этого типа был несовершенен и часто засорялся, поэтому было предложено использование головки с пружинным клапаном. Гомогенизирующие головки подвергались тем или другим малосущественным изменениям, однако принцип устройства их сохранился до сих пор без изменения.
Принцип действия гомогенизирующей головки (рис. 1) основан на том, что гомогенизируемая жидкость нагнетается под большим давлением в канал и, поднимает прижатый пружиной 2 и стержнем 3 клапан 4 и с большой скоростью движется через узкую щель между клапаном и седлом 5. Высота клапанной щели при работе гомогенизатора не превышает 0,1 мм, а скорость молока при движении его в щели обычно достигает 150–200 м/сек. При этом молоко подвергается в зоне клапана сильному механическому воздействию, которое и приводит к раздроблению жировых шариков, т.е. к гомогенизации.
Форма рабочей поверхности клапана обычно плоская, тарельчатая или конусная с небольшим углом конусности. У гомогенизатора с плоскими клапанами с концентрическими рифлями (проточками) располагаются такие же рифли на поверхности седла. Следовательно, форма прохода для молока в радиальном направлении извилистая, что должно способствовать лучшей гомогенизации.
Кроме того, в результате патентного обзора можно отметить, что седло и клапан могут быть выполнены с возможностью вращения в противоположные стороны под действием движущегося потока продукта и установлены в подшипниках, расположенных в неподвижном корпусе [3].

Рисунок 1 – Гомогенизирующая головка: 1 – канал, 2 – пружина, 3 – стержень; 4 – клапан; 5 – седло; 6 – регулировочный винт

Рисунок 2 – Схема клапанного гомогенизатора: 1 – насос; 2 – кривошипно-шатунный механизм; 3 – всасывающий клапан; 4 – нагнетательный клапан; 5 – гомогенизирующая головка; 6 – седло; 7 – клапан; 8 – пружина; 9 – предохранительный клапан; 10 – манометр; 11 – регулировочный винт
Жидкий продукт в головку может нагнетаться любым насосом, обладающим равномерной подачей и способным создать высокое давление. Для этой цели применимы многоплунжерные, роторные и винтовые насосы. Наибольшее распространение нашли гомогенизаторы высокого давления с трехплунжерными насосами. Схема устройства плунжерного гомогенизатора клапанного типа показана на рис. 2.
Молоко при ходе плунжера влево проходит через всасывающий клапан 3 в цилиндр, а при ходе плунжера вправо проталкивается через клапан 4 в нагнетательную камеру, на которой установлена манометрическая головка 10 для контроля давления. Она имеет дросселирующее устройство, дающее возможность эффективно уменьшить амплитуду колебания стрелки манометра. Далее молоко по каналу поступает в головку 5, в которой поднимает клапан 7, прижимаемый к седлу 6 пружиной 8. Натяжение пружины регулируется винтом 11. Клапан и седло притерты друг к другу. В нерабочем положении клапан плотно прижат к седлу пружиной 8, которая сжата регулировочным винтом 11, а в рабочем, когда нагнетается жидкость, клапан приподнят давлением жидкости и находится в «плавающем» состоянии.
Характерным показателем режима гомогенизации, играющим большую роль при регулировке машины, является давление гомогенизации. Чем оно выше, тем эффективнее процесс диспергирования.
Давление регулируют винтом 11, руководствуясь показаниями манометра 10. При завинчивании винта давление пружины па клапан увеличивается, следовательно, высота клапанной щели уменьшается. Это приводит к увеличению гидравлических сопротивлений при движении жидкости через клапан, т.е. к увеличению давления, необходимого для проталкивания данного количества жидкости.
Способность плунжерного насоса создавать высокое давление ставит под угрозу сохранность деталей в случае, если канал засорится в седле клапана. Поэтому гомогенизатор снабжен предохранительным пружинным клапаном 9, через который жидкость выходит наружу, когда давление в машине выше установленного. Предельное давление, при котором предохранительный клапан открывается, регулируют, затягивая винтом пружину.
Недостаток простого плунжерного насоса одинарного действия заключается в крайне неравномерной подаче жидкости на протяжении одного оборота кривошипа. При ходе всасывания такой насос совсем не подает жидкости, а при ходе нагнетания подача изменяется от 0 до максимума аналогично изменению скорости плунжера, т.е. по синусоиде. В гомогенизаторах используют трехплунжерные насосы со сравнительно равномерной подачей, что достигается смещением кривошипов коленчатого вала на 120° и поочередной работой цилиндров.
Степень неравномерности подачи, представляющая собой отношение максимальной подачи к средней, для трехплунжерного насоса составляет 1,047, т.е. близка к единице. Поэтому в подаче жидкости через клапан не только нет полных перерывов, но и сам поток приблизительно постоянен, что обусловливает непрерывно «взвешенное» положение при работе и лишь небольшие его колебания относительно среднего положения.
Двигаясь с большой скоростью, жидкость оказывает сильное механическое действие на седло и клапан, что вызывает быстрый износ их. Клапан и седло изготовляют из стали высокой твердости. Они обычно имеют симметричную форму и рабочие поверхности с обеих сторон. Это позволяет после заметного износа рабочих поверхностей с одной стороны перевернуть седло и клапан другой стороной, использовать вторую пару рабочих поверхностей и продлить в 2 раза срок службы гомогенизатора.
Оригинальным способом решения этой задачи следует считать также применение клапанных конусов, изготовленных прессованием в специальных формах комков нержавеющей тонкой проволоки. Клапан представляет собой конус, пронизанный тонкими капиллярами извилистой формы. Такой клапан в рабочем положении плотно прижат к седлу, и гомогенизация происходит благодаря прохождению продукта под давлением через капилляры. После одного цикла работы клапан засоряется, и его заменяют другим. Действие такого клапана хорошо согласуется с приведенным ниже объяснением механизма процесса гомогенизации.
На рис. 3 приведен гомогенизатор ОГБ М производительностью 1200 л/ч. Станина 1 (рис. 3а) литая, чугунная, снабжена съемными крышками. На ней расположен электродвигатель 2, от которого движение передается на шкив 5 тремя клиновыми ремнями 3. Для натягивания ремней по мере их вытяжки служит натяжной винт 4, посредством которого электродвигатель перемещают по пазам. Шкив 5 насажен на конец коленчатого вала 6, который приводит в движение три шатуна 7 и соединенные с ними ползуны 8, передающие движение плунжерам 9.
Кривошипно-шатунный механизм расположен в картере в верхней части станины. Нижняя часть картера заполнена маслом, которое разбрызгивается во время работы машины и смазывает поверхности трения в головках шатунов и ползунах. Уровень масла в ванне контролируют по маслоуказателю.
Блок цилиндров (рис. 3б) изготовлен из нержавеющей стали. Вдоль блока проходит всасывающий канал 1, из которого гомогенизируемый продукт через свободные всасывающие клапаны 2 поступает в цилиндры. При работе плунжеров молоко выталкивается через нагнетательные клапаны 3 в нагнетательный канал 4, который проходит вдоль всего блока цилиндров. Он сообщен с гомогенизирующей головкой предохранительным клапаном и манометром.
Для уплотнения мест входа плунжеров в цилиндры имеются сальники с нажимными гайками.
Манометр 5 установлен на специальном штуцере, внутри которого расположен патрон, играющий роль мембраны. Она препятствует попаданию продукта внутрь манометра.
Плунжеры при работе сильно нагреваются от горячего продукта. Продукт, проникающий через уплотнение, присыхает к поверхности плунжеров, если не принимать меры к его удалению. Поэтому в гомогенизаторах находится специальное смывное приспособление, через которое на плунжеры подается вода, смывающая продукт.
Давление гомогенизации регулируют винтом 6, который нажимает на пружину 7, стержень 8 и клапан 9. Клапан и седло 10 симметричные, двусторонние. Перед работой винт послабляют, начинают работу при малом давлении по манометру, а затем плавно доводят его, вращая винт, до требуемого.
В клапане гомогенизатора резко падает давление жидкости в результате перехода потенциальной энергии давления в кинетическую в месте перехода жидкости из канала в седле в клапанную щель, где скорость потока увеличивается во много раз.
На рис. 4 приведен гомогенизатор с двойным дросселированием, в котором жидкость проходит последовательно через две рабочие головки. В каждой головке давление пружины на клапан регулируется отдельно, своим винтом. В таких головках гомогенизация происходит в две ступени. Рабочее давление в нагнетательной камере равно сумме обоих перепадов.
Применение двухступенчатой гомогенизации обусловлено преимущественно тем, что во многих эмульсиях после гомогенизации в первой ступени наблюдается на выходе обратное слипание диспергированных частиц и образование «гроздьев», которые ухудшают эффект диспергирования.
Задача второй ступени состоит в раздроблении, рассеивании таких сравнительно неустойчивых образований. Для этого требуется уже не столь значительное механическое воздействие, поэтому перепад давлений во второй вспомогательной ступени гомогенизатора значительно меньше, чем в первой, от работы которой в основном и зависит степень гомогенизации. С той же целью применяют и трехступенчатую гомогенизацию.
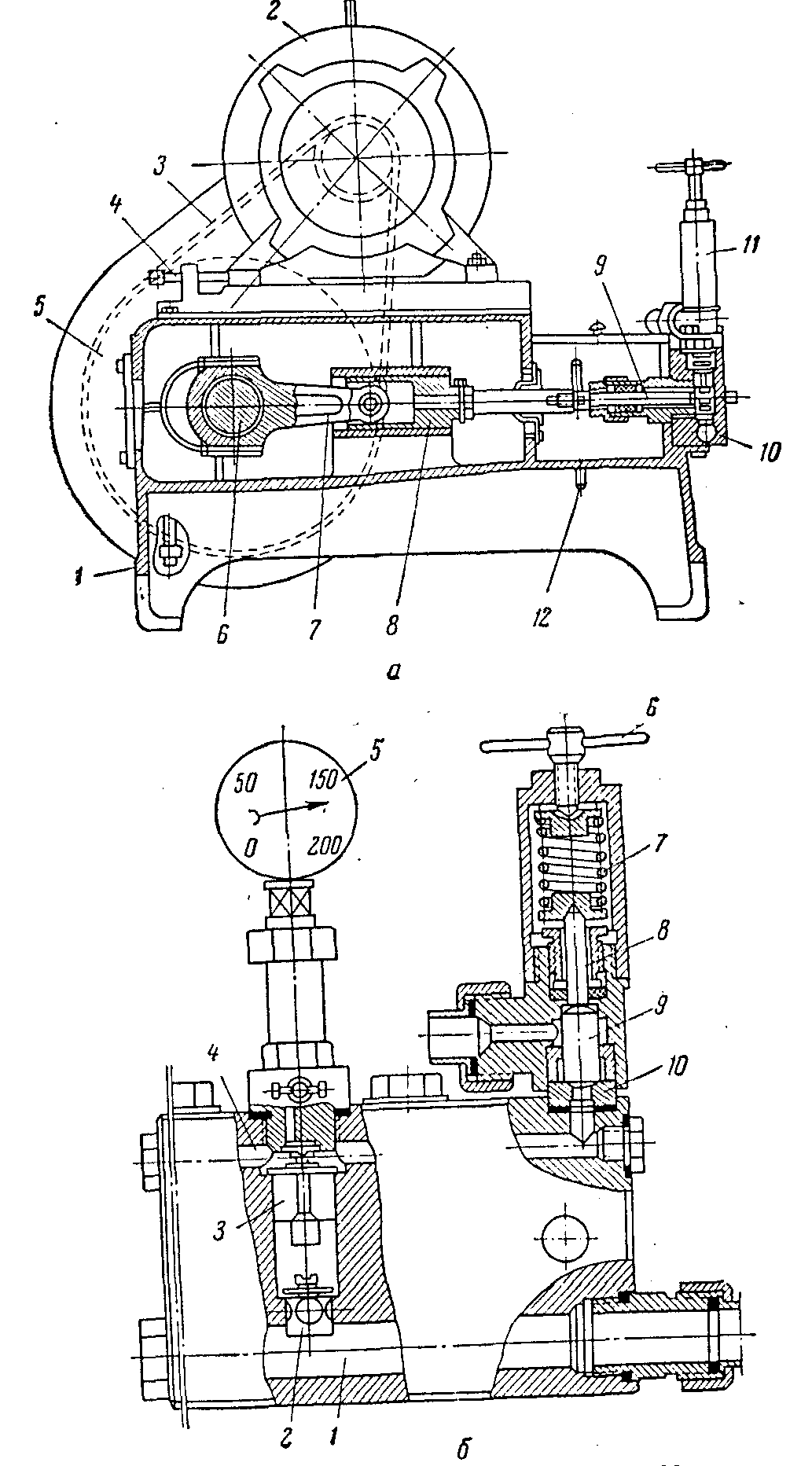
Рисунок 3 – Гомогенизатор ОГБ – М: а – общий вид: 1 – станина; 2 – электродвигатель; 3 – клиновые ремни; 4 – натяжной винт; 5 – шкив; 6 – коленчатый вал; 7 – гомогенизирующая головка; 12 – смывное приспособление; б – разрез блока цилиндров и гомогенизирующей головки: 1 – всасывающий канал; 2 – всасывающий клапан; 4 – нагнетательный канал; 5 – манометр; 6 – винт; 7 – пружина; 8 – стержень; 9 – клапан; 10 – седло

Рисунок 4 – Схема двухступенчатой гомогенизации
В общем, конструктивном оформлении современных гомогенизаторов находят применение основные принципы и положения технической эстетики, санитарии и гигиены. Следуя новым тенденциям в развитии оборудования молочных предприятий, новые конструкции гомогенизаторов выполняют обтекаемой формы, облицовывают и закрывают кожухами из нержавеющей стали с полированной поверхностью.
Одним из важных в санитарном отношении решений следует считать также установку этих машин не на фундаменте, а на регулируемых по высоте ножках, обеспечивающих возможность легкой уборки и мойки пола под машиной [1].
2. Основные расчеты
2.1 Теоретические основы диспергирования гидродинамика потока жидкости в клапанной щели
Эффективность гомогенизации зависит от гидравлических условий в зоне клапанной щели. Эти условия в основном определяются давлением гомогенизации, от которого зависит скорость движения жидкости в щели и высота клапанной щели (она определяет гидравлический радиус потока).
В радиально расходящейся клапанной щели (рис. 4) скорость потока υ>1> имеет наибольшее значение в начале щели на радиусе r. По мере расширения потока к выходу скорость уменьшается до величины υ>2>. На основании уравнения неразрывности скорость на радиусе R
υ>2>
= υ>1>
 .
(2.1)
.
(2.1)
Наибольшая теоретическая скорость зависит от давления гомогенизации и может быть вычислена по формуле Торричелли
υ>1>
= ,
(2.2)
,
(2.2)
где ∆ р = р>0>–р>2> – давление гомогенизации, т.е. перепад давления до клапана и после него, Н/м2;
γ – объемный вес жидкости, Н/м3.
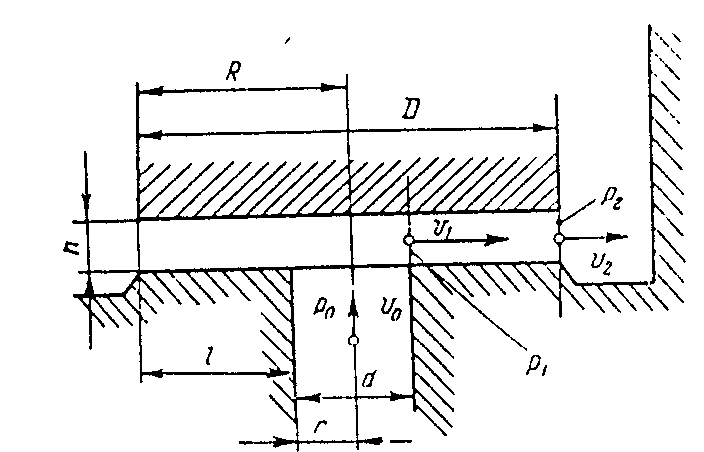
Рисунок 4 – Основные параметры клапана и потока жидкости и клапанной щели: D наружный диаметр клапана; d внутренний диаметр; R наружный радиус клапана; r внутренний радиус; h высота щели; l длина щели; p>0>–давление перед клапаном; p>1> – давление в начале щели; р>2> – давление в конце щели (противодавление); υ>0> – скорость потока перед клапаном; υ>1> – скорость потока в начале щели; υ>2> – скорость выходящего потока
Действительная скорость истечения υ>1> меньше теоретической, причем величина отклонения зависит от вязкости жидкости и высоты клапанной щели. Высота клапанной щели h при работе гомогенизатора нестабильна, а изменяется в широких пределах в зависимости от расхода жидкости через клапан, размеров клапана, давления гомогенизации и вязкости жидкости. Ее можно определить по формуле
h
= =
=
 м, (2.3)
м, (2.3)
где V – расход жидкости через клапан (производительность гомогенизатора), мз/ceк;
µ – коэффициент расхода при истечении через клапан;
d – внутренний диаметр клапанной щели, м;
γ – объемный вес жидкости, Н/м3;
т – удельный расход на единицу длины окружности клапанной щели, м3/ (сек∙м).
Коэффициент истечения не является постоянной величиной и зависит от высоты клапанной щели и вязкости жидкости. При давлении от 3 до 40 МН/м2 (примерно 30–400 кгс/см2) в случае гомогенизации молока коэффициент истечения колеблется от 0,96 до 0,80.
Несмотря на изменение скорости под клапаном и высоты клапанной щели при изменении давления гомогенизации, число Re для потока жидкости не зависит от давления гомогенизации и при работе с данным продуктом остается постоянным при любых режимах работы:
 ,
(2.4)
,
(2.4)
где d – внутренний диаметр клапанной щели, м;
ν – кинематическая вязкость жидкости, м2/сек.
Следовательно, число Re для потока в клапанной щели зависит от производительности машины, размеров клапана и вязкости жидкости. Обычно при работе гомогенизаторов число Re = 25000–35000.
Давление в клапанной щели зависит в первую очередь от давления гомогенизации. Резкое падение давления в головке происходит на входе в клапанную щель, причем основная часть энергии давления (до 80–90%) расходуется на сообщение жидкости кинетической энергии, а остальная – на преодоление сопротивления под клапаном. Относительно малая величина давления в начале щели обусловлена тем, что большая часть сопротивления трения преодолевается в результате уменьшения скоростного напора при падении скорости расширяющегося потока от υ>1> до υ>2>.
Анализируя условия, в которых происходит процесс дробления жидкой фазы, можно сделать вывод, что он начинается с первоначальной деформации жидких капель, взвешенных в жидкой среде. Степень деформации в начальной стадии дробления характеризует интенсивность действия механических факторов.
В клапанных гомогенизаторах поток эмульсии подвергается в зоне клапана последовательным механическим воздействиям, при которых диспергирующую роль могут играть следующие, наиболее вероятные факторы:
относительное смещение жидких частиц с резкой переменой скорости в связи с переформированием потока в месте перехода жидкости из клапана в седле в клапанную щель;
относительное смещение жидких частиц при наличии высокого градиента скорости поперек потока эмульсии в узкой клапанной щели;
удар плоской струи, выходящей с большой скоростью из-под клапана, о металлическую стенку, окружающую клапан на близком расстоянии.
Эмульсия подвергается механическому действию в цилиндре гомогенизатора, в нагнетательном и всасывающем клапанах, однако интенсивность этого действия незначительна в сравнении с той, которая имеет место в гомогенизирующем клапане.
Экспериментальные исследования, проведенные в МТИММПе H.В. Барановским, позволили установить, что основным фактором, определяющим дисперсность вторичной эмульсии, является скорость потока в начале клапанной щели, где и происходит решающая стадия процесса в результате резкой деформации капель при переформировании потока.
Последующее механическое действие на эмульсию при ее движении в щели и при ударе струи за пределами клапана заметно не влияет на дисперсность эмульсин, несмотря на изменение градиента скорости при движении потока в щели и скорости выходящей струи, в широком диапазоне. На дисперсность эмульсии не влияет также изменение длины пути, проходимого эмульсией под клапаном.
Отсутствие выраженного действия скорости удара на выходе струи и поперечного градиента скорости в щели на дисперсность объясняется тем, что они действуют в то время, когда процесс раздробления частиц уже завершен в результате их деформации при входе в клапанную щель, поэтому последующее влияние вторичных факторов не может проявиться [10].
Механизм процесса гомогенизации
На основании исследования влияния различных гидравлических факторов на степень дисперсности жира при гомогенизации молока Барановским предложена следующая схема механизма дробления жидкой внутренней фазы эмульсии при проходе ее через рабочий орган (рис. 5).

Рисунок 5 – Схема процесса гомогенизации
В каждом гомогенизирующем клапане имеется место резкого изменения сечения потока на переходе из канала седла в клапанную щель, а, следовательно, и место резкого изменения скорости. На подходе к щели скорость потока равна υ>0>, а при входе – υ>1>, причем первая представляет собой величину порядка нескольких метров в секунду, а вторая – нескольких сот метров в секунду.
При переходе жировой капли из зоны малых скоростей в зону высоких передние части капли включаются в поток в щели с огромной скоростью υ>1>, вытягиваются и отрываются от нее, а оставшаяся часть, еще принадлежащая к потоку со скоростью υ>0>, продолжает проходить через пограничное сечение и постепенно отдавать свой материал вновь образованным частицам.
При большой разности υ>1 >и υ>0 >капля может расчленяться последовательным отрывом частиц без промежуточного растягивания всей капли в цилиндр или шнур. При малой разности скоростей υ>1 >и υ>0 >вся капля может миновать пограничное сечение, не успев расчлениться, но окажется деформированной до неустойчивого состояния, поэтому возвращение ее к первоначальному виду в условиях потока в щели окажется невозможным. Под механическим действием потока и сил поверхностного натяжения произойдет расчленение капли на более мелкие частицы.
Такое толкование механизма дробления капель объясняет экспериментально установленную зависимость степени дисперсности эмульсии от скорости в начале клапанной щели. Чем выше скорость υ>1>, тем интенсивнее вытягивается жидкая нить из капли в пограничной зоне, тем тоньше эта нить и мельче частицы после ее распада.
Зависимость дисперсности от скорости υ>1> объясняет связь, установленную практикой между эффектом гомогенизации и давлением, так как для любых данных условий скорость определяется давлением гомогенизации. Это позволяет с достаточным основанием построить для любого гомогенизатора зависимость дисперсности гомогенизированной эмульсии от перепада давления ∆ р, которая действительна для других гомогенизаторов того же типа при условии работы на продукте с теми же свойствами.

Рисунок 6 – График зависимости дисперсности гомогенизированной эмульсии от перепада давления
График на рис. 6 показывает, как зависит от давления гомогенизации дисперсность натурального молока при температуре гомогенизации 60°С. Средний диаметр жировых шариков (d>cp>) быстро уменьшается при повышении давления до 12–14 МН/м2. В интервале 14–20 МН/м2 средний диаметр уменьшается медленнее, при давлении выше 20 МН/м2 дисперсность почти не улучшается. Это вполне объяснимо с точки зрения гидравлических предпосылок процесса.
Основной фактор процесса – скорость υ>1>– с повышением давления увеличивается пропорционально квадратному корню из перепада давления ∆р и его изменение при давлениях выше 20 МН/м2 выражено сравнительно слабо. Технологические результаты процесса гомогенизации находятся, следовательно, в соответствии с гидравлическими закономерностями.
После перенесения зависимости d>cp> = f(∆р) на логарифмическую сетку можно получить эмпирическую формулу, действительную для обычных условий гомогенизации цельного молока при температуре 60°С и для диапазона давлений 3–20 МН/м2:
d>ср>
=
 мкм,
(2.5)
мкм,
(2.5)
где ∆р – перепад давления в гомогенизаторе, МН/м2.
По формуле (2.5) можно ориентировочно определить давление гомогенизации для получения заданной степени дисперсности гомогенизированного молока [6].
Технические характеристики гомогенизатора
Производительность гомогенизатора равна подаче его насоса. Для плунжерных насосов подача зависит от диаметра плунжеров и величины хода, количества плунжеров и числа оборотов коленчатого вала. При заданных параметрах машины производительность V>сек> ее можно рассчитать по формуле
V>сек>
=
 м3/
сек, (2.6)
м3/
сек, (2.6)
где d диаметр плунжера, м;
S – ход плунжера, м;
п – угловая скорость вращения коленчатого вала, об/сек;
φ – объемный к. п. д. насоса (для молока = 0,85; для вязкого продукта значительно меньше);
z – количество плунжеров.
Мощность N, необходимую для работы гомогенизатора, определяют по формуле для расчета мощности насосов
N
= Вт, (2.7)
Вт, (2.7)
где р>0> – давление, развиваемое плунжерами гомогенизатора (давление перед клапаном), Н/м2;
η – механический к. п. д. гомогенизатора (= 0,75).
В результате затрат большого количества механической энергии, которая превращается в теплоту, при клапанной гомогенизации заметно нагревается продукт. Повышение температуры продукта в гомогенизаторе можно рассчитать по формуле
∆t
=
 град, (2.8)
град, (2.8)
где N потребная мощность, Вт;
V>сек> – объемная производительность гомогенизатора, м3/ceк;
ρ – плотность продукта, кг/м3;
С–массовая теплоемкость продукта, Дж/(кг∙ град).
Высокое давление гомогенизации является причиной того, что клапанные гомогенизаторы поглощают много электроэнергии и отличаются большой металлоемкостью. Чтобы уменьшить расход энергии и облегчить конструкцию, за рубежом созданы гомогенизаторы «низкого» давления. Режим их работы позволяет получить эффект гомогенизации, достаточный при выработке цельного гомогенизированного молока.
Пружина гомогенизирующей головки должна быть достаточно жесткой, чтобы обеспечить необходимое давление гомогенизации, зависящее от усилия Р, с которым пружина действует на клапан. Связь между этим усилием, параметрами пружины и возникающим в пружине наибольшим касательным напряжением τ>макс> выражается формулой
τ>макс
>=
 Н/м2,
(2.9)
Н/м2,
(2.9)
где Р – усилие, действующее на пружину, Н;
D – средний диаметр витков пружины, м;
d – диаметр проволоки, м;
k – поправочный коэффициент.
Поправочный коэффициент зависит от индекса пружины
С =
 .
(2.10)
.
(2.10)
Приближенно
k
=
 .
(2.11)
.
(2.11)
Пружина должна удовлетворять условию τ>макс >≤ [τ]>.> Допускаемое напряжение на кручение [τ], которое зависит от механических свойств материала, колеблется в широких пределах (300 – 600 МН/м2).
При расчете задаются индексом пружины С>п> = 4–5. Это дает возможность на основании формулы (3.9) определить диаметр проволоки d:
d
=
 .
(2.12)
.
(2.12)
По формуле (3.10) рассчитывают средний диаметр витков пружины.
Количество витков пружины гомогенизатора п = 4 – 6. Усилие затяжки Р определяют по формуле
Р = f∙∆p, (2.13)
где f – площадь сечения канала перед клапаном, м2;
∆р – рабочее давление гомогенизации, Н/м2 [15].
2.2 Расчет гидродинамических параметров потока жидкости и технических характеристик гомогенизатора
Для расчета процесса гомогенизации возьмем сливки 25% жирности, т. к. при производстве сметаны гомогенизация исходного сырья имеет наиболее важное значение. Сливки 25% жирности гомогенизируют при температуре 700С и давлении гомогенизации ∆р = 10 МПа.
Пусть производительность гомогенизатора составляет 1200 л/ч.
Плотность сливок 25%-ной жирности при температуре 700С ρ = 978 кг/м3 [3].
Массовая теплоемкость сливок 25%-ной жирности при температуре 700С С = 3432,6 Дж/ (кг∙град).
Наибольшая теоретическая скорость сливок, подвергающихся гомогенизации может быть вычислена по формуле Торричелли и составит
υ>1>
==
 =
143 м/с,
=
143 м/с,
где ∆р = р>0> – р>2> – давление гомогенизации, т.е. перепад давления до клапана и после него, Н/м2;
γ – объемный вес жидкости, Н/м3, γ = ρ∙g =978∙9,81 = 9,594∙103 Н/м3;
Высота клапанной щели h при работе гомогенизатора нестабильна, а изменяется в широких пределах и зависит, как указывалось выше от многих параметров. Для сливок 25%-ной жирности и заданным расходом она будет равной
h
== =0,09∙10-3
м = 0,09 мм,
=0,09∙10-3
м = 0,09 мм,
где V = 1200 л/ч = 1,2 м3/ч = 0,00033 м3/с – расход сливок через клапан;
μ = 0,8 – коэффициент расхода при истечении через клапан;
d = 10 мм = 10-2 м – внутренний диаметр клапанной щели.
Число Рейнольдса для потока гомогенизируемых сливок не зависит от давления гомогенизации и при работе с данным продуктом остается постоянным при любых режимах работы:
 =
14793
=
14793
где ν = 1,74∙10-6 м2/с – кинематическая вязкость потока [3].
Мощность N, необходимую для работы гомогенизатора, определяют по формуле для расчета мощности насосов
N
=
= =
6474,6 Вт,
=
6474,6 Вт,
где р>0 >= 150 кгс/см2 = 147, 15∙105 Па;
η = 0,75 – механический к.п.д. гомогенизатора.
Повышение температуры ∆t продукта в гомогенизаторе получается равным
∆t
== =
4,4 град,
=
4,4 град,
где С= 3432,6 Дж/(кг∙град) – массовая теплоемкость сливок.
Пружина гомогенизирующей головки должна быть достаточно жесткой, чтобы обеспечить необходимое давление гомогенизации.
Зададим индекс пружины С>П> = 5. Рассчитаем поправочный коэффициент
k
=
=
 = 1,3125.
= 1,3125.
Усилие затяжки определяют по формуле Р = f∙∆р, где f = π∙d2 =3,14∙0,0012 =3,14∙10-6 м2 – площадь сечения канала перед клапаном.
Р = 3,14∙10-6∙10∙106 = 31,4 Н
На основании рассчитанных значений возможно определить диаметр проволоки пружины:
d
=
=
 =
1,024∙10-3
м,
=
1,024∙10-3
м,
где [τ] – допускаемое напряжение на кручение принимаем равным 50 МН/м2.
Средний диаметр витков пружины:
D = d∙C>П> = 1,024∙10-3∙5 = 5∙10-3м.
Для сравнения рассчитаем все выше перечисленные параметры и характеристики для кефира, изготовляемого из нормализованного молока жирностью не выше 3,2%. Молоко 3,2% – ной жирности гомогенизируют при температуре 500С и давлении гомогенизации ∆р = 15 МПа.
Пусть производительность гомогенизатора составляет 1200 л/ч.
Плотность молока 3,5%-ной жирности при температуре 500С ρ = 1015,9 кг/м3 [3].
Массовая теплоемкость молока 3,5%-ной жирности при температуре 500С С = 3966,5 Дж/ (кг∙град).
Наибольшая теоретическая скорость сливок, подвергающихся гомогенизации может быть вычислена по формуле Торричелли и составит
υ>1>
==
 =
171,8 м/с,
=
171,8 м/с,
где ∆р = р>0> – р>2> – давление гомогенизации, т.е. перепад давления до клапана и после него, Н/м2;
γ – объемный вес жидкости, Н/м3, γ = ρ∙g =1015,9∙9,81 = 9,966∙103 Н/м3;
Высота клапанной щели h при работе гомогенизатора нестабильна, а изменяется в широких пределах и зависит, как указывалось выше от многих параметров. Для сливок 25%-ной жирности и заданным расходом она будет равной
h
== =0,06∙10-3
м =0,06 мм,
=0,06∙10-3
м =0,06 мм,
где V = 1200 л/ч = 1,2 м3/ч = 0,00033 м3/с – расход сливок через клапан;
μ = 0,8 – коэффициент расхода при истечении через клапан;
d = 10 мм = 10-2 м – внутренний диаметр клапанной щели.
Число Рейнольдса для потока гомогенизируемых сливок не зависит от давления гомогенизации и при работе с данным продуктом остается постоянным при любых режимах работы:
 =
11848
=
11848
где ν = 1,74∙10-6 м2/с – кинематическая вязкость потока [3].
Мощность N, необходимую для работы гомогенизатора, определяют по формуле для расчета мощности насосов
N
=
==
6474,6 Вт,
где р>0 >= 150 кгс/см2 = 147, 15∙105 Па;
η = 0,75 – механический к.п.д. гомогенизатора.
Повышение температуры ∆t продукта в гомогенизаторе получается равным
∆t
== =
3,6 град,
=
3,6 град,
где С= 3966,5 Дж/(кг∙град) – массовая теплоемкость молока.
Пружина гомогенизирующей головки должна быть достаточно жесткой, чтобы обеспечить необходимое давление гомогенизации.
Зададим индекс пружины С>П> = 5. Рассчитаем поправочный коэффициент
k
=
=
= 1,3125.
Усилие затяжки определяют по формуле Р = f∙∆р, где f = π∙d2 =3,14∙0,0012 =3,14∙10-6 м2 – площадь сечения канала перед клапаном.
Р = 3,14∙10-6∙15∙106 = 47,1 Н
На основании рассчитанных значений, возможно определить диаметр проволоки пружины:
d
=
=
 =
1,255∙10-3
м,
=
1,255∙10-3
м,
где [τ] – допускаемое напряжение на кручение принимаем равным 50 МН/м2.
Средний диаметр витков пружины:
D = d∙C>П> = 1,255∙10-3∙5 = 6,3∙10-3м.
Заключение
Итак, наиболее эффективными и распространенными в промышленности являются гомогенизаторы клапанного типа, дающие необходимую степень диспергирования продукта не оказывая каких-либо значительных негативных изменений его свойств. Эти гомогенизаторы применяются при переработке сырья, идущего на выработку всевозможных кисломолочных напитков и сметаны.
Расчет показывает, что при переработке молока и сливок (соответственно для кефира и сметаны) гидродинамические характеристики потоков примерно одинаковы: максимальная скорость для сливок 143 м/с, для молока 171,8 м/с за счет меньшей по сравнению со сливками вязкостью; высота клапанной щели для сливок 0,09 мм, для молока 0,06 мм; значение числа Рейнольдса для сливок 14793 получилось большим, нежели для молока 11848, что связано со значительным различием в высотах клапанных щелей; мощность, необходимая для работы гомогенизатора, как для молока, так и для сливок одинакова; температура продукта в гомогенизаторе повышается примерно одинаково – молока на 3,60С, а сливок на 4,40С; усилие затяжки пружины гомогенизирующей головки в случае молока незначительно больше 47,1 Н, чем в случае сливок 31,4 Н; диаметр проволоки пружины соответственно для молока и сливок равен 1,2 мм и 1,0 мм, а диаметр витков пружины 6,3∙10-3м и 5∙10-3м.
Библиографический список
1. Бредихин С.А. Технология и техника переработки молока / С.А. Бредихин, Ю.В. Космодемьянский, В.Н. Юрин. – М.: Колос, 2001. – 420 с.
2. Галат Б.Ф. Справочник по технологии молока / Б.Ф. Галат, Н.И. Машкин, Л.Г. Козага. – 2-е изд., перераб. и доп. – К.: Урожай, 1990. – 192 с.
3. Курочкин А.А. Технологическое оборудование для переработки продуктов животноводства / А.А. Курочкин, В.В. Лященко; Под ред. В.М. Баутина. – М.: Колос, 2001. – 440 с.
4. Павлов К.Ф. Примеры и задачи по курсу процессов и аппаратов химической технологии / К.Ф. Павлов, П.Г. Романков, А.А. Носков; Под ред. П.Г. Романкова. – 9 е изд. перераб. и доп. – Л.: Химия, 1981. – 560 с.
5. Пат. 2142331 РФ, МПК 7 А 01 J 11/16. Устройство для гомогенизации и гомогенизирующая головка / В.Е. Карачевский, И.В. Карачевский, В.В. Карачевский.
6. Пат. 2170504 РФ, МПК 7 А 01 J 11/16. Гомогенизирующая головка / А.А. Шевцов, В.В. Горяйнов, О.Н. Федорова; Воронежская государственная технологическая академия.
7. Пат. 2138158 РФ, МПК 7 А 01 J 11/16. Устройство для гомогенизации жидкостей / В.Я. Грановский.
8. Принципы синтеза технологических схем: учебное пособие по выполнению технологической системы в дипломных и курсовых проектах / К.Ф. Красильникова, Э.И. Уютова, Ю.В. Попов, В.А. Навроцкий; ВолгГТУ. – Волгоград: РПК «Политехник», 2001. – 107 с.
9. Степанова Л.И. Справочник технолога молочного производства. В 3 т. Т.1. Цельномолочные продукты/ Л.И. Степанова. – СПб.: ГИОРД, 2000. – 384 с.
10. Сурков В.Д. Технологическое оборудование предприятий молочной промышленности / В.Д. Сурков, И.Н. Липатов, Н.В. Барановский. – 2 е изд., перераб. и доп. – М.: Пищевая промышленность, 1970. – 552 с.