Технология прокатного производства в крупносортном цехе
Таблица 3. Баланс металла по крупносортному стану 700.
|
Наименование профилей |
Годовая программа |
Расходный коэффициент |
Выход годного, % |
Блюмы |
Отходы |
||||||
|
Обрезь |
Угар |
||||||||||
|
Тыс.т. |
% |
Тыс.т |
% |
Тыс.т |
% |
Тыс.т |
% |
||||
|
1 |
Балки двутавровые |
50 |
10 |
1,08 |
92,6 |
54 |
10,1 |
2,9 |
5,4 |
1,1 |
2 |
|
2 |
Швеллеры №10-30 |
100 |
20 |
1,09 |
91,7 |
109 |
20,4 |
6,8 |
6,3 |
2,2 |
2 |
|
3 |
Рельсы узкой колеи 8-24кг/м |
150 |
30 |
1,055 |
94,8 |
158,3 |
29,6 |
5,1 |
3,2 |
3,2 |
2 |
|
4 |
Сталь круглая диаметром 50-150мм. |
70 |
14 |
1,06 |
94,3 |
74,2 |
13,9 |
2,7 |
3,7 |
1,5 |
2 |
|
5 |
Сталь квадратная со стороной 45-135мм. |
60 |
12 |
1,055 |
94,8 |
63,3 |
11,8 |
2,0 |
3,2 |
1,3 |
2 |
|
6 |
Сталь полосовая сечением (8-20)х (130-200) |
40 |
8 |
1,07 |
93,5 |
42,8 |
8,0 |
1,9 |
4,5 |
0,9 |
2 |
|
7 |
Сталь угловая равнобокая |
30 |
6 |
1,10 |
90,9 |
33 |
6,2 |
2,3 |
7,1 |
0,7 |
2 |
|
8 |
ИТОГО: |
500 |
100 |
1,07 |
93,5 |
535 |
100 |
23,7 |
4,5 |
10,9 |
2 |
Таблица 1. Характеристика основного оборудования крупносортного стана 700.
|
Наименование клети |
Тип клети |
Диаметр валков, мм. |
Главный двигатель |
||
|
Диаметр |
Длина |
Мощность, квт |
Число оборотов в мин. |
||
|
Реверсивная черновая |
Дуо |
900 |
2100 |
4000 |
60-120 |
|
Черновая |
Трио |
800 |
1700 |
4600 |
110/180 |
|
Черновая |
Трио |
800 |
1700 |
4600 |
110/180 |
|
Нереверсивная чистовая |
Дуо |
730 |
1200 |
2100 |
135/245 |
|
Нереверсивная чистовая |
Дуо |
730 |
1200 |
2100 |
135/245 |
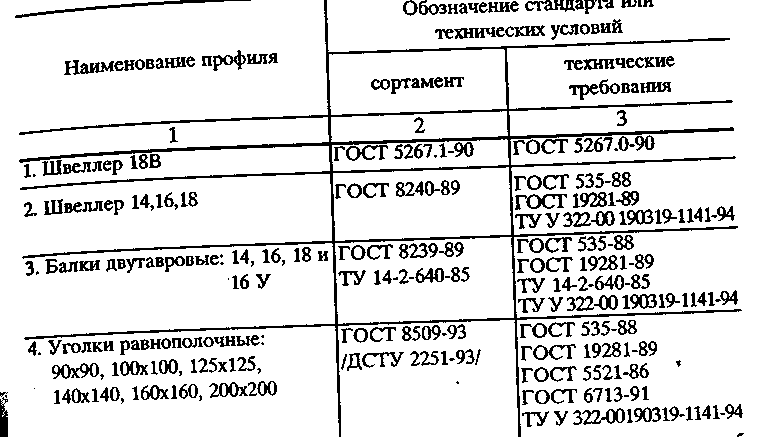
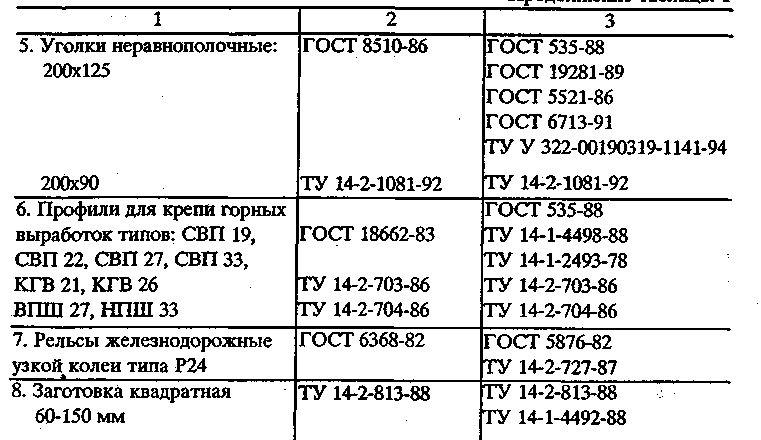
Таблица 2. Сортамент выпускаемой станом продукции.
|
Наименование прокатной продукции |
ГОСТ на прокатную продукцию |
Марки стали и ГОСТ |
Исходные заготовки |
|
Балки двутавровые Швеллеры № 10-30 Рельсы узкой колеи 8-24 кг/м Сталь круглая диаметром 50-150мм. Сталь квадратная со стороной 45-130мм Сталь полосовая сечением (8-20)*(130-200)мм Сталь угловая равнобокая № 9-20 |
8239-89 8240-89 1133-71 1133-71 103-76 |
Углеродистая сталь 380-88 |
Блюмы |
Overview
Лист1Лист2
Sheet 1: Лист1
| Таблица калибровки равнополочного угольника. | ||||||
| Математическая операция или параметр | Реализация операции и номера калибров | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Форма калибров | Прямопо лочный | Полураз вёрнутый | Развёрнутые | |||
| Режим деформации | ||||||
| КНД | 1,0506 | 1,0506 | 1,0506 | 1,0506 | 1,0506 | 1,0506 |
| hi = КНД hi-1 | 1,06 | 1,113636 | 1,1699859816 | 1,2291872723 | 1,2913841482 | 1,3567281861 |
| hi = hi-1hi-1 | 25,3 | 26,818 | 29,865490248 | 34,9422049238 | 42,9505135573 | 55,4656123669 |
| Dhi = hi(hi - 1) | 1,518 | 3,047490248 | 5,0767146758 | 8,0083086335 | 12,5150988096 | |
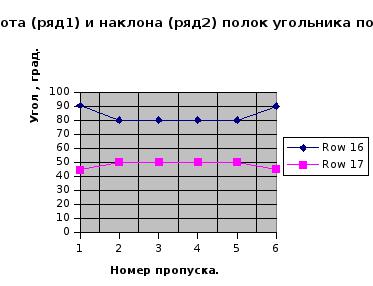
| Параметрические углы калибров | ||||||
| qв, град | 90,6 | 80 | 80 | 80 | 80 | 90 |
| q =1/2 (180-qв), град | 44,7 | 50 | 50 | 50 | 50 | 45 |
| qр, град | 0 | 30 | 50 | 50 | 50 | 45 |
| qр, рад | 0 | 0,5233333333 | 0,8722222222 | 0,8722222222 | 0,8722222222 | 0,785 |
| sin q | 0,7031135202 | 0,7657599965 | 0,7657599965 | 0,7657599965 | 0,7657599965 | 0,7068251811 |
| cos q | 0,7110776172 | 0,6431264477 | 0,6431264477 | 0,6431264477 | 0,6431264477 | 0,7073882692 |
| tg q | 0,9887999611 | 1,1906834172 | 1,1906834172 | 1,1906834172 | 1,1906834172 | 0,9992039901 |
| Параметры полок | ||||||
| KO = h tgq/2 | 12,5083195082 | 15,9658739418 | 17,7801719931 | 20,8025519823 | 25,5702321274 | 27,7107305953 |
| b1 | 202,4 | |||||
| bcp1=b1 -1/2 H2 tgq1 | 189,8916804918 | |||||
| bcpi=bcpi-1 -Dbni-1 | 189,1528918832 | 188,4455735751 | 187,347091877 | 185,9090447818 | 184,1981326411 | |
| B= bcp + Ko | 202,4 | 205,118765825 | 206,2257455682 | 208,1496438594 | 211,4792769092 | 211,9088632364 |
| K1 = qP h/2 | 0 | 7,0173766667 | 13,0246721359 | 15,238683814 | 18,7311961903 | 21,770252854 |
| bp = B - K1 | 202,4 | 198,1013891584 | 193,2010734322 | 192,9109600454 | 192,748080719 | 190,1386103824 |
| bx1 = b1 cosq1 | 143,9221097191 | |||||
| bY1 = b1 sinq1 | 142,3101764949 | |||||
| Kп | 1 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 |
| Kp | 0 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 |
| П = Кр bp | 0 | 79,2405556633 | 77,2804293729 | 77,1643840182 | 77,0992322876 | 76,055444153 |
| Пк = bp (1 - Kп - Кр) | 0 | 39,6202778317 | 38,6402146864 | 38,5821920091 | 38,5496161438 | 38,0277220765 |
| R = Kp bp/qp2 | 151,4150745159 | 88,60176616 | 88,4687205304 | 88,3940242788 | 96,8859161184 | |
| dH3 | 0 | 0,4 | 0 | 0 | 0 | 0 |
| hk = h + dH3 | 25,3 | 27,218 | 29,865490248 | 34,9422049238 | 42,9505135573 | 55,4656123669 |
| hc = h - dH3 | 25,3 | 26,418 | 29,865490248 | 34,9422049238 | 42,9505135573 | 55,4656123669 |
| RБ2 = R2+((hK2-H3cosqp2)/(1-cosqp2)) | 181,2216751207 | |||||
| RБi>2 = Ri + hi | 118,467256408 | 123,4109254541 | 131,3445378361 | 152,3515284854 | ||
| K2 = (sinq - sin(q - qp))/qp | 0,8100117477 | 0,8779413973 | 0,8779413973 | 0,8779413973 | 0,9004142434 | |
| K3 = (1 - Kп - Кр) cos(q - qp)/ Kп | 0,4698765652 | 0,5 | 0,5 | 0,5 | 0,5 | |
| Сг = Кп (cosq + K2 + K3) | 0,7692059043 | 0,808427138 | 0,808427138 | 0,808427138 | 0,843121005 | |
| bx = Cг bp | 152,3807581819 | 156,1889908521 | 155,9544553171 | 155,8227792494 | 160,3098562835 | |
| Пкх = hк sin(q - qp) | 9,3045780497 | 0 | 0 | 0 | 0 | |
| K4 = (cos(q - qp) - cosq)/qp | 0,5668025785 | 0,4091543911 | 0,4091543911 | 0,4091543911 | 0,3727537972 | |
| K5 = (1 - Kп - Кр) sin(q - qp)/Kп | 0,1709269243 | 0 | 0 | 0 | 0 | |
| K6 = sinq + K4 + K5 | 1,5034894993 | 1,1749143876 | 1,1749143876 | 1,1749143876 | 1,0795789783 | |
| CB = KП К6 | 0,6013957997 | 0,4699657551 | 0,4699657551 | 0,4699657551 | 0,4318315913 | |
| bY = CB bp | 119,1373433561 | 90,7978883533 | 90,6615449964 | 90,5849972907 | 82,1078586962 | |
| hKY = hK cos(q - qp) | 25,5782007052 | |||||
| rK | 7 | |||||
| C = rK (21/2 - 1) cos(q - qp) | 2,7248094435 | |||||
| h'K = hKY - C | 22,8533912617 | |||||
| Общие параметры и уширение полок | ||||||
| Ш =2 bx | 287,8442194382 | 304,7615163639 | 312,3779817042 | 311,9089106342 | 311,6455584988 | 320,6197125671 |
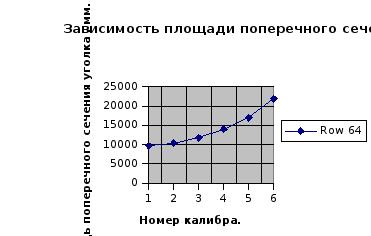
| qБ = 2 h bcp | 9608,5190328854 | 10145,4045090474 | 11256,0388797718 | 13092,6409524803 | 15969,777896658 | 20433,3244475664 |
| КЗД; КНД | 0,968 | 0,968 | 0,968 | 0,968 | 1,0065 | 1,0065 |
| h'i = K(ЗД;НД) hi-1 | 1,3 | 1,2584 | 1,2181312 | 1,1791510016 | 1,1414181695 | 1,1488373877 |
| h'i = h'i-1 h'i-1 | 43,2 | 56,16 | 70,671744 | 86,0874563248 | 101,5101103506 | 115,8654843471 |
| qД=(h-h/cosq)2/tgq | 58,7251593352 | 175,6204583592 | 493,2255923889 | 846,9278560365 | 1012,7859177641 | 1404,1053115184 |
| q = qБ + qД | 9667,2441922206 | 10321,0249674066 | 11749,2644721607 | 13939,5688085168 | 16982,5638144222 | 21837,4297590848 |
| Dq = (h 'h' - h h/cosq)2/tgq | 344,0869786157 | 493,2255923889 | 846,9278560365 | 1012,7859177641 | 736,9291980663 | 715,1096785421 |
| hпр =h (qБ + Dq)/q | 1,0912895301 | 1,1479055141 | 1,2052074792 | 1,2438125897 | 1,270407516 | 1,3139218758 |
| hПР = q/Ш | 33,5849863898 | 33,8659063341 | 37,6123323675 | 44,6911528759 | 54,4932002119 | 68,1100659228 |
| D | 650 | 650 | 650 | 650 | 650 | 800 |
| Rпр = 1/2 (D - hПР) | 308,2075068051 | 308,067046833 | 306,1938338162 | 302,654423562 | 297,7533998941 | 365,9449670386 |
| К7 = (Rпр hпр (hпр -1))1/2 | 30,7400578429 | 39,2822320554 | 48,6138420465 | 57,4265010259 | 66,2382577315 | 88,4553957709 |
| f | 0,3 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 |
| K8 = hпр (hпр - 1)/2f | 5,1099293783 | 6,2611928601 | 9,6479148888 | 13,6203321484 | 18,4192136381 | 26,7265495694 |
| Db = (h пр- 1/2 hпр1/2)(K7 - K8) | 1,1198807121 | 2,2792503777 | 3,6418100916 | 4,7883284274 | 5,7361186516 | 8,4526906085 |
| KСY | 1 | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 |
| Dbn = KCY Db bcp/Ш | 0,7387886086 | 0,7073183081 | 1,0984816981 | 1,4380470952 | 1,7109121407 | 2,4280631615 |
| Радиусы галтели на стыке полок снизу | ||||||
| r =(h' cosq -h)/(1 - cosq) | 18,7543554427 | 26,0595979864 | ||||
| K9 = (R + h - bY)2 | 8187,1147304402 | 1081,2539453946 | 1667,4348947903 | 3813,2820799232 | ||
| K10 = (R + h)2 | 14034,4908408415 | 15230,2565214491 | 17251,3876193714 | 23210,9882318226 | ||
| K11 = bx2 + K9 - K10 | 18547,6247529999 | 10172,7895571965 | 8696,7858084191 | 6301,5438697522 | ||
| K12 = 2 (bY + h - h') | 99,9832692025 | 79,0325871906 | 64,0508009949 | 43,4159734321 | ||
| r' = (K11/K12) >= r | 185,507284378 | 128,7163930577 | 135,7795011668 | 145,1434431064 | ||
| q' = arcsin(bY/(R+h+r' )) >= q | 0,3033325641 | 0,3678245658 | 0,3459729251 | 0,2796273242 |
Sheet 2: Лист2
| Некоторые графики калибровки. | |||||||||

|
|||||||||

8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
8.1. Настоящая инструкция разработана в соответствии с требованиями ГОСТ 3.1120 ЕСТД. Общие правила отражения и оформления требований безопасности труда в технологической документации», ГОСТ 12.3.002 «ССБТ. Процессы производственные. Общие требования безопасности».
8.2. Инструкция соответствует действующим правилам безопасности: «Общим правилам безопасности для предприятий и организаций металлургической промышленности», утвержденным Госгортехнадзором СССР 13 мая 1987 г.; «Правилам безопасности в прокатном производстве», утвержденным Минчерметом СССР 25 мая 1977 г.; «Правилам техники безопасности и производственной санитарии при холодной обработке металлов», утвержденным Президиумом ЦК профсоюза рабочих машиностроения 12 октября 1965 г.; «Правилам устройства и безопасной эксплуатации грузоподъемных кранов», утвержденным приказом № 128 Госнадзорохрантруда от 16 декабря 1993 г.
8.3. При выполнении технологических операций, указанных настоящей инструкцией, надлежит руководствоваться СТП 232-12.08-92 «ССБТ. Система управления охраной труда на комбинате» и следующими действующими на комбинате инструкциями по охране труда:
БТИ 232-001-98 — по общим правилам безопасности для всех, работающих на комбинате;
БТИ 232-109-98 — для стропальщиков; ...
БТИ 232-90-96 — для машинистов электрокранов мостового типа; ,;
БТИ 232-662-94 — для контролеров ОТК; __|
БТИ 07-74-94 — для работников пил горячей резки, холодильников и колодцев замедленного охлаждения;
БТИ 08-82-98 — для слесарей по ремонту;
БТИ 07-72-96 — для вальцовщиков стана 800, операторов ПУ № 4, 9, 10, вальцовщиков по сборке и перевалке клетей, рабочих по уборке окалины стана горячей прокатки, слесарей по коммуникациям.
9. ПРИРОДООХРАННЫЕ МЕРОПРИЯТИЯ
9.1. При ведении технологического процесса с целью охраны воздушного и водного бассейнов и соблюдения санитарно-гигиенических норм а рабочих местах необходимо руководствоваться следующими документами:
СТП 232-87-98 «Охрана окружающей среды. Основные положения»;
Нормативами предельно-допустимых выбросов в атмосферу и сбросов сточных вод во внешние водоемы;
законами Украины: «Об охране природы» и «Об охране атмосферного 'воздуха»;
Водным кодексом Украины.
Ответственность за выполнение пунктов несут:
мастер производства — 1.1, 2.1-2.5, 4.1-4.5, 5.1, 5.2, 5.4;
старший мастер производства — 1.1;
нагревальщик металла 6 разряда — 1.3, 2.4.3;
оператор ПУ № 4 стана горячей прокатки 7 разряда — 2.4.1, 2.4 3— 2.4-6;
вальцовщик стана горячей прокатки 7 разряда — 2.5.1-2.5.7, 2.5. 1-2.5j5;
резчик горячего металла 5 разряда — 3.2-3.10,3.12-4.5,5.1-5.10;
клеймовщик горячего металла — 4.1-4.4,4.5;
контролер ОТК на печах —1.1, 1.3;
контролер ОТК на пилах — 3.2-3.4, 3.8-3.13, 4.1, 4.2, 4.4;
ПРИНЦИПИАЛЬНАЯ СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОКАТКИ
РЕЛЬСОВ И БАЛОК
И РАБОТЫ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ РЕЛЬСОБАЛОЧНОГО СТАНА
Рельсобалочный стан «800» предназначен для прокатки рельсов от 43 до 75 кг/пог. м, длиной 12,5—25 м, двутавровых балок от № 20 до № 60, швеллеров от № 20 до № 40 и других фасонных профилей длиной от 4 до 24 м, а также круглой и квадратной заготовки длиной до 6 м. Все механическое оборудование стана располагается в семипролетном здании шириной 141,5 м, длиной 547,5 м и состоит из 11 отделений.
Все 200 машин и механизмов стана, вес которых достигает 15800/п, рассчитаны и размещены таким образом, чтобы обеспечить поточное производство рельсов, балок и проката фасонных профилей.
Склад заготовок расположен в двухпролетном здании, в котором производятся осмотр, вырубка пороков, складирование и транспортировка в отделение нагревательных печей при помощи мостовых электрических кранов с захватами и электромагнитами.
Прокатка всего перечисленного сортамента на рельсобалочном стане «800» производится из заготовок-блумов сечением 330 X 330 мм, длиной до 5000 мм и весом до 4500 кг, из малоуглеродистых, высокоуглеродистых и легированных сталей. Полученные с блуминга «1150» при температуре 700 -т-800° С заготовки загружаются при помощи рольгангов, передвижной тележки и посадочного крана в камерные печи, где подогреваются до температуры прокатки 1150-7-1250° С. Второй посадочный кран и передвижная тележка передают нагретые заготовки на подающий рольганг черновой рабочей линии «900».
Для того чтобы стан мог работать независимо от блуминга «1150», предусмотрена методическая печь для нагрева холодных заготовок, оборудованная толкателями, рольгангами и шлепперами для загрузки заготовок. Нагретые в этой печи заготовки также поступают на подающий рольганг черновой рабочей линии «900».
Цех имеет три камерные регенеративные печи для подогрева горячих (700 - 800° С) заготовок-блумов до температуры прокатки и одну методическую - для нагрева холодных заготовок до температуры 700-5-800° С.
Печи оборудованы рольгангами с групповыми приводами, канатными шлепперами, толкателями, двумя передвижными тележками и двумя загрузочными кранами, обеспечивающими механизированную посадку заготовок в печи и выдачу из печей, с подачей их на подводящий рольганг стана «900».
ОТДЕЛЕНИЕ ГЛАВНОГО ПРОЛЕТА СТАНА С МАШИННЫМ ЗАЛОМ
В отделении главного пролета стана -размещено оборудование: черновой рабочей линии «900», двух передвижных салаз-ковых пил с ножницами горячей резки в линии возвратного потока, чистовой рабочей линии «800», отделочной рабочей линии «800», четырех салазковых передвижных пил, штемпельной машины, Стеллажей качественной заготовки, гибочной машины, холодильника и электрооборудование главных приводов машинного зала.
Черновая рабочая линия «900» состоит из одной реверсивной рабочей клети дуо с валками диаметром 900 х 2300 мм, оборудованной рабочими рольгангами и манипуляторами с кантователем и приводимой в движение через шестеренную клеть и шпиндельное соединение от электродвигателя мощностью 5000 л. с. с регулируемым числом оборотов от 50 до 120 в минуту.
В этой линии стана блумс обычно прокатывается за пять проходов в гру-бопрофилированную. . полосу длиной 9 - 12.м, после чего подается рольгангами к чистовой рабочей линии «800».
Чистовая линия стана включает две рабочие клети трио, оборудованные с обеих сторон качающимися столами с «исчезающими» манипуляторами и кантователями.
Обе клети приводятся в движение от электродвигателя мощностью 6200 л. с. с числом оборртов в минуту 0—80—160. В этих клетях полоса прокатывается в профиль необходимых размеров за 6—8 про-ходов.
Полосы передаются из калибра в калибр при помощи «исчезающих» манипуляторов и кантователей, которые, подав полосу в один калибр, опускаются ниже уровня роликов рольганга и передвигаются к другому калибру для подачи в него очередной полосы. От одной рабочей клети к другой полосы перемещаются на раскатных рольгангах и шлепперах, расположенных по обе стороны клетей.
Из чистовой линии горячая полоса поступает в отделочную линию «800», состоящую из одной рабочей клети дуо. Впереди клети смонтирован рольганг с «исчезающим» манипулятором и кантователем, а сзади — отводящий рольганг,
Клеть приводится в движение через шестеренную клеть и шпиндельное соединение от электродвигателя мощностью 2500 л, с., 0—80—160 об/мин.
Из отделочной клети окончательно профилированная полоса длиной до 60 м подается рольгангами к салазковым пилам, которые разрезают ее на мерные длины от 4 до 25 м, Одновременно вырезаются пробы и отрезаются концы, Четыре салазковые передвижные пилы, одинаковые по конструкции с пилами возвратного потока, с автоматической регулировкой скорости подачи диска, приводимые во вращение от электродвигателя, оборудованы рольгангами, переносными зажимами, форштосом и механизмами для уборки концов и вырезки копровых и лабораторных проб. ,
Коробы механизма уборки концов устанавливаются в канале на тележках и при помощи электропривода могут перемещаться в любое место по фронту пил.
Круглые штанги удерживаются во время разрезки тремя переносными зажимами, встроенными в рольганги пил.
После разрезки рельсовые полосы проходят через штемпельную машину, которая автоматически наносит на них номер плавки и номер рельса в слитке. Затем они поступают в гибочную машину, в которой изгибаются на подошву, т.е. в сторону, противоположную естественному изгибу; из гибочной машины рельсы попадают на отводящий рольганг, на котором располагаются симметрично оси.
При помощи канатных шлепперов рельсы перекладываются с рольганга на холодильник, где они охлаждаются до температуры 20—50 С. Остывшие рельсы но 3—4 шт. передаются канатными шлепперами на отводящий рольганг холодильника и далее на подводящие рольганги и шлепперы стеллажей перед роликоправильными машинами.
В большом машинном зале установлены электродвигатели главных приводов стана: для черновой реверсивной клети дуо «900» — электродвигатель постоянного тока мощностью 5000 л. с. с регулируемым числом оборотов в пределах 0—50—120 в минуту; для двух чистовых рабочих клетей «800» -— электродвигатель постоянного тока типа МП-6200-80 мощностью 6200 л. с., 750 в, 6500 а, с регулируемым числом оборотов 0—80—160 в минуту; в малом зале для отделочной клети дуо «800» установлен электродвигатель постоянного тока типа МП-2500-80 мощностью 2500 л. с., 750 в, 2650 а, с регулируемым числом оборотов 0 -80—160 в минуту.
Технологический процесс прокатки рельсов и балок требует снижения скоростей прокатных электродвигателей при каждом захвате металла валками и повышения их при проходе его через валки,
При внезапных перегрузках прокатного двигателя во время прокатки необходимо, чтобы снижение скорости происходило автоматически и позволяло преодолеть тяжелый пропуск с большим моментом при малой скорости.
Требуемая автоматизация регулировки скорости и момента осуществлена применением схемы управления электродвигателя по системе генератор-двигатель (Леонардо) с . электромашинной автоматикой,
Кроме того, в машинном зале установлены; четырехмашинный агрегат для питания электроэнергией прокатных электродвигателей по схеме генератор-двигатель; три генератора постоянного тока для питания прокатных моторов; пятимашинный возбудительный агрегат для машин главного привода клетей трио; четырехмашинный возбудительный агрегат для привода клети дуо; два пятимашинных амплидинных агрегата для управления главными машинами, а также вся Необходимая пускорегулирующая и сигнальная аппаратура управления механизмами стана.
РЕЛЬСООТДЕЛОЧНОЕ ОТДЕЛЕНИЕ
В рельсоотделочном отделении установлено оборудование пяти стеллажей с канатными шлепперами, двух роликоправильных машин с шагом роликов 1200 мм, четырех вертикальных правильных прессов, рольгангов с индивидуальным приводом роликов, трех поточных автоматических отделочных линий, кантователей у правильных прессов и роликоправильных машин и трех инспекторских столов в составе канатного шлеппера с короткой ветвью, клинкеншлеппера, кантователя рельсов, канатного шлеппера с длинной ветвью, концевого клинкеншлеппера и качающегося кармана.
Перед роликоправильными машинами рельсы укладываются на стеллажи рельсо-отделки до тех пор, пока не заполнят их. Затем при помощи шлепперов рельсы сбрасываются поштучно на подающие рольганги роликовых правильных машин.
В роликоправильной машине изогнутые рельсы выправляются за один, проход, а по выходе из нее при помощи автоматических кантователей, встроенных в отводящие рольганги, кантуются с подошвы на бок.
Выправленные и установленные в нужном положении рельсы транспортируются шлепперами и рольгангами к вертикальным правильным прессам.
Аналогично рельсы укладываются на стеллажи и по заполнении их подаются на подводящие рольганги с индивидуальным приводом у правильных прессов для окончательной правки.
Подъемники, вмонтированные в рольганги прессов, резко затормаживают рельсы и удерживают их под прессом в положении для правки. За прессами предусмотрены реверсивные кантователи, которые устанавливают окончательно выправленные рельсы на подошву. Кантователи могут поворачивать рельсы на 360° с автоматической остановкой через 90°. Затем рельсы подаются на пбдводящие рольганги автоматических поточных линий отделки рельсов.
АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ОТДЕЛОЧНАЯ ЛИНИЯ РЕЛЬСОВ
На стане предусматриваются три автоматические поточные отделочные линии для фрезерования концов рельсов и сверления в них отверстий; две из них Являются одинаковыми по занимаемой площади и наличию оборудования, а третья имеет удвоенное количество станков и частично увеличенное другое вспомогательное оборудование.
В поточной отделочной линии устанавливаются: «исчезающий» и стационарный упоры, канатный Шлеппер, по два левых и правых центрователя, клинкеншлеппер, четыре горизонтальных одношпиндельных фрезерных станка, четыре горизонтальных трехшпиндель-ных сверлильных станка с гидравлическим толкателем, двенадцать подъемников и другое вспомогательное оборудование.
На линии подводящих рольгангов поточной линии вмонтированы «исчезающие» и стационарные упоры, при помощи которых достигается распределение поступающих на обработку рельсов на ту или иную поточную линию рельсоотделки.
При помощи канатных шлепперов с дозирующими тележками рельсы транспортируются с подводящих рольгангов на буферную Часть стеллажей (перед фрезерными станками) и укладываются на расстоянии 300 мм один от другого.
По пути движения рельсов размещены левый и правый центрователи, при помощи которых рельсы автоматически устанавливаются в определенном положении, соответствующем величине припуска на фрезерование левогб торца рельса.
Кроме того, центрователи задерживают рельсы, длина которых превышает допустимую для фрезерования, предохраняя таким путем режущий инструмент фрезерных станков от поломок. С буферной части стеллажей клинкеншлепперами первой, второй и третьей поточных линий рельсы периодически передвигаются по стеллажу, каждый раз на 500 мм, поступая поочередно к одношпиндельным фрезерным станкам и трехшпиндельным сверлильным станкам. При остановке клинкеншлеппера рельсы оказываются против станков, механизмы которых в этот момент автоматически включаются.
Автоматические зажимы фрезерных станков зажимают рельс, и торцы рельса фрезеруются на величину заданного припуска. После того как припуск снят и все механизмы станка пришли в исходное положение, клинкеншлецпер автоматически перемещается на шаг вперед.
Подъемники с толкателями и сверлильные станки также полностью автоматизированы; после того как рельс поднят над стеллажом, он вталкивается в станок, зажимается и в нем сверлятся отверстия.
Когда сверление окончено и все механизмы сверлильных станков приходят в исходное положение, клинкеншлеппер перемещается на шаг вперед.
Длительность цикла автоматической поточной линии составляет от 50 до 100 сек в зависимости от типа обрабатываемого рельса. Таким образом, клинкеншлеппер, перемещаясь на шаг вперед (500 мм), передвигает все находящиеся на стеллаже рельсы на 500 мм, убирая от станков обработанные рельсы и подавая новые.
После обработки концов клинкенщлепперы передвигают рельсы на подводящие рольганги инспекторских столов.
ИНСПЕКТОРСКИЕ СТОЛЫ
На стане установлены три одинаковых инспекторских стола, предназначенных для осмотра рельсов по наружным дефектам, их отбраковки, зачистки торцов рельсов и подготовки годных рельсов к укладке в штабеля.
С рольгангов рельсы автоматически транспортируются на стеллажи, оборудованные канатными шлепперами с короткой ветвью перед кантователями и укладываются на подошву на расстоянии 250 мм один от другого.
Уложив шесть рельсов, клинкеншлеппер Инспекторского стола передает их пачкой на кантователи, которые поворачивают их на 270° с остановкой через каждые 90° для осмотра их поверхности.
Дефектные рельсы канатными шлепперами с длинной ветвью передаются на отбраковочный рольганг для передачи их на стеллаж перед доотделочной линией, а годные — на стеллаж для покраски и маркировки. После этого рельсы канатными, а затем концевыми клинкеншлепперами сталкиваются в качающиеся карманы, в которых они кантуются на подошву и собираются по 10—12 шт. для уборки их магнитными кранами на склад готовой продукции.
Дефектные рельсы исправляются под прессом ив доотделочной линии.
Испытание рельсов производится в копровом отделении, оборудованном копром и рельсолхшателем. Вырезанные стационарной пилой копровые пробы сталкиваются в карманы, откуда при помощи крана переносятся на стеллажи для охлаждения. Остывшие пробы сталкиваются со стеллажа на наклонный рольганг, с которого попадают на наклонный цепной конвейер и затем по рольгангу подаются в копер для испытаний. В рельсоломатель пробы подаются по наклоняющейся плите, встроенной в рольганг за стационарной пилой, и по наклонным — желобу, рольгангу и конвейеру.
Во время движения пробы по конвейеру она охлаждается водой из спрейера, установленного над конвейером. С конвейера проба попадает на рольганг и под рельеоломатель.
Использованные рельсовые пробы вывозятся в соседний пролет на тележках.
БАЛКООТДЕЛОЧНОЕ ОТДЕЛЕНИЕ
В балкоотделочном отделении устанавливаются; одна роликоправильная машина с шагом роликов 800 мм, два горизонтальных эксцентриковых правильных пресса, одни ножницы холодной резки, дисковая пила, стеллажи с канатными шлепперами и рольганги с индивидуальным приводом.
Швеллеры, балки и другой прокат фасонных профилей после разрезки их пилами на мерные длины маркируются ,и затем, минуя гибочную машину, поступают по рольгангу на холодильник.
Охлажденные балки и швеллеры подаются по 1 - 4 шт. на стеллаж, соответствующий роликоправильной машине.
После правки (за один проход) полосы передаются по рольгангам и шлепперам к горизонтальным правильным прессам.
Подъемники торможения, встроенные в рольганги прессов, обеспечивают торможение и установку полосы в требуемое для правки положение. Окончательно выправленные полосы проходят инспекторский осмотр и затем поступают на склад готовой продукции. Полосы длиной меньше 12 м подаются к ножницам холодной резки профильного металла, которые режут их на длины от 4 до 8 м. ,
Короткие полосы также проходят осмотр и приемку, после чего транспортируются на склад готовой продукции.
В конце отделения балкоотделочной линии установлена пила холодной резки, предназначенная для вырезки бракованных участков проката; отсюда балки после осмотра также транспортируются на склад готовой продукции.
ДООТДЕЛОЧНОЕ ОТДЕЛЕНИЕ
В доотделочном отделении установлено оборудование подводящего рольганга, стеллажа с канатным шлеппером и дозирующими тележками, клинкеншлеппера, качающихся роликов с индивидуальным приводом, двух фрезерных и двух сверлильных станков, концевого канатного шлеппера и другое вспомогательное оборудование.
Для окончательной обработки рельсов нестандартной длины в холодном состоянии их правят на правильном прессе и при помощи подводящего рольганга подают на доот-делочную линию.
Затем рельсы по одной штуке стаскиваются с помощью канатного шлеппера с рольганга на стеллажи и автоматически укладываются на них с интервалом 300 мм друг от друга.
Дальнейшее передвижение рельсов к фрезерному станку производится клиикен-шлеппером. Обработка концов каждого рельса на доотделочной линии производится неодновременно.
После обработки одного торца рельса на станке фрезерная головка отводится в исходное положение, гидравлический прижим поднимается и клинкеншлеппер передвигает рельс вперед на 500 мм на рольганг.
1. ОБОРУДОВАНИЕ ГЛАВНОГО ПРОЛЕТА СТАНА
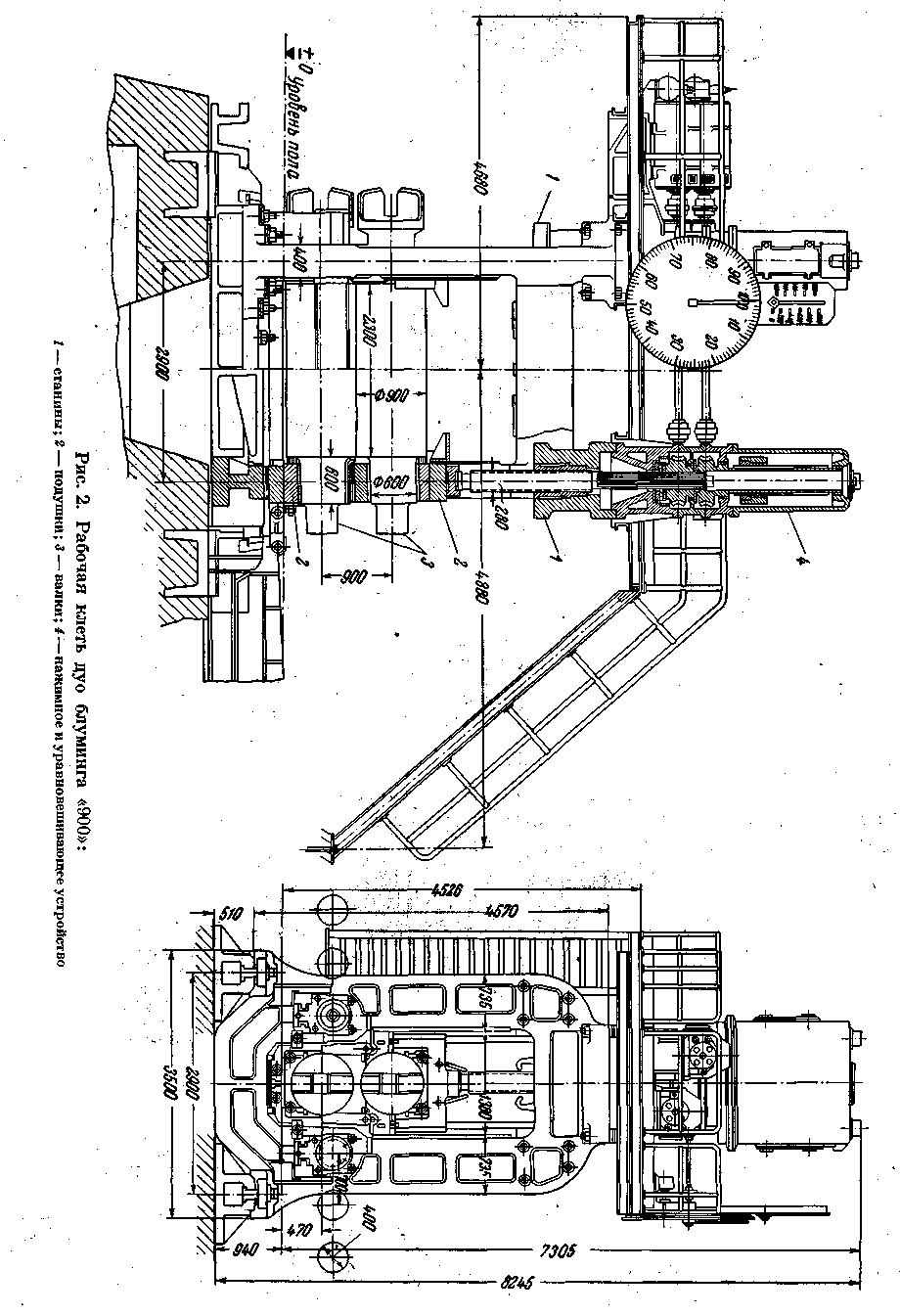
114101. РАБОЧАЯ КЛЕТЬ ДУО БЛУМИНГА «900»
Рабочая дуореверсивная клеть блуминга «900» предназначена для прокатки квадратной заготовки сечением 100 X 100, 125 X 125 мм и круглой заготовки диаметром 330 мм, а также профилированной заготовки для чистовой линии стана «800» из бпумов сечением 350 X 350 мм, поступающих от бпуминга «1150».
Рабочая клеть стана состоит из двух станин, комплекта подушек и валков, нажимного и уравновешивающего устройств.
Станины клети, закрытой конструкции со стойками двутаврового сечения, изготовляются из стального литья.
Крепление станин между собой осуществляется стальными литыми траверзами и болтами.
Подушки рабочих валков изготовляются из стального литья и оборудованы текстолитовыми вкладышами в кассетах.
Рабочие валки — кованые, стальные.
Нажимное устройство состоит из двух винтов с червячно-винтовой передачей, смонтированной в отдельных коробках. Привод нажимных винтов осуществлен от двух электродвигателей мощностью по 100 кет каждый.
Для более гибкой настройки винтов на приводном валу предусматривается расцепная муфта для раздельного регулирования правого или левого нажимного винта.
Уравновешивание верхнего валка для более надежной работы клети — грузовое.
Перестановка верхнего рабочего валка производится по двушкальному указателю раствора валков, установленному наверху клети и действующему от привода нажимного устройства.
Перевалка валков производится комплектно специальным механизмом смены валков цепного типа, приводимым в движение электродвигателем и устанавливаемым На фундаменте с неприводной стороны клети.
С передней и задней сторон рабочей клети в станину вмонтированы станинные ролики, служащие для подачи блумов вывалки и приема выходящей из валков полосы.
Ролики приводятся во вращение индивидуальными электродвигателями через шарнирные шпиндели и установлены на самоустанавливающихся подшипниках с пружинными амортизаторами. Привод рабочей клети осуществлен через шестеренную клеть, промежуточные универсальные шпиндели и главную муфту от реверсивного электродвигателя постоянного тока мощностью 5000 л. с., О—50—120 об/мин.
Шестеренная клеть имеет две шестерни с фрезерованными зубьями и служит для передачи мощности двум шарнирным шпинделям.
 Промежуточные шарнирные шпиндели
служат для передачи вращения от
шестеренной клети к рабочим валкам
клети.
Промежуточные шарнирные шпиндели
служат для передачи вращения от
шестеренной клети к рабочим валкам
клети.
Главная муфта предназначена для передачи крутящего момента к шестеренной клети. Впереди и за рабочей клетью «900» расположены рабочие рольганги, которые предназначены для транспортировки блума в процессе его прокатки в обжимной клети.
Рабочие рольганги оборудованы манипуляторами и кантователем, предназначенными для направления прокатываемого блума в нужный калибр рабочих валков, направления выходящего из рабочих валков блума, правки раската в случае его искривления в процессе прокатки и кантовки блума на 90°.
Смазка червячного зацепления редуктора нажимного устройства — жидкая, заливная, картерная; смазка подшипников рабочих валков производится технической водой.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети дуо блуминга «900» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, смазочной аппаратурой в пределах клети и другими материалами, согласно описанию и спецификации.
114102. РАБОЧАЯ КЛЕТЬ ТРИО «800»
Рабочая клеть трио «800» предназначена для чистовой прокатки рельсов от 43 до 75 кг/пог. м, швеллеров от № 20 до № 40, двутавровых балок от № 20 до № 60, круглой заготовки диаметром до 200 мм, квадратной заготовки до 200 X 200 мм и полосы шириной до 300 мм из профилированных заготовок, получаемых с обжимной линии стана «900».
Рабочая клеть трио состоит из двух станин, крышки, комплекта подушек и валков, нажимных устройств для верхнего и нижнего рабочих валков и уравновешивающего устройства.
Станины — клети открытой конструкции со стойками прямоугольного сечения, из стального литья. .
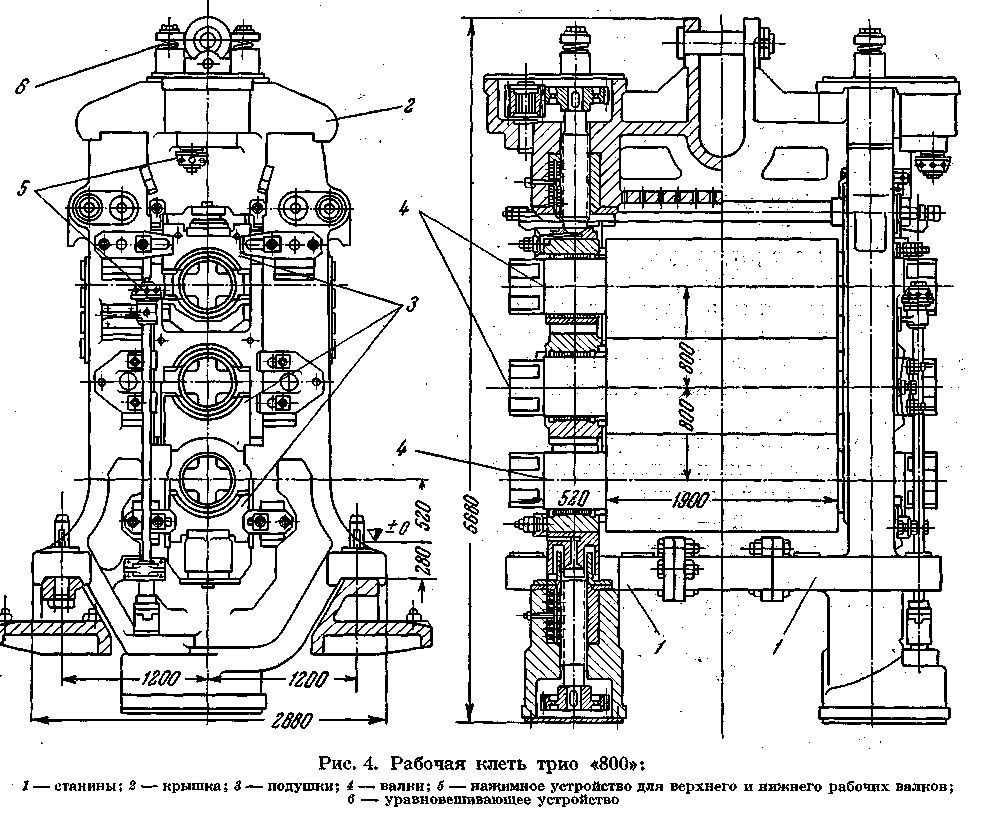
Крышка клети стального литья крепится к станинам при помощи специального клинового соединения.
Подушки рабочих валков —из стального литья, с вмонтированными в них текстолитовыми вкладышами.
Рабочие валки — кованые, стальные.
Нажимное устройство для верхнего, валка, состоящее из двух винтов с цилиндрической зубчатой передачей, смонтированной в коробке крышки клети, обеспечивает вертикальную установку валка от ручного привода.
Нажимное устройство для нижнего валка также состоит из двух винтов и .цилиндрической зубчатой передачи, смонтированной в станине клети, и обеспечивает вертикальную установку нижнего валка от ручного привода.
Установка валков в осевом направлении производится при помощи прижима, закрепленного на станине болтами. Прижимы упираются в подушки, а в хвостовой своей части имеют регулировочный винт, который, в свою очередь, упирается через вставку в тело станины.
Средний валок - неподвижный, он упирается своими подушками в выступы станин и крышку клети.
Уравновешивающее устройство верхнего валка — пружинное, через тяги, проходящие через крышку клети и закрепляемые с помощью клиньев в бугелях.
Перевалка валков производится комплектно клетью, которая снимается краном за проушины крышки клети с рабочей линии стана на стенд, откуда подготовленная клеть с валками, подушками и проводковой арматурой устанавливается мостовым электрическим краном на рабочую линию стана.
Рабочая клеть трио «800» установлена в чистовой линии стана в количестве Двух комплектов и расположена в одну линию.
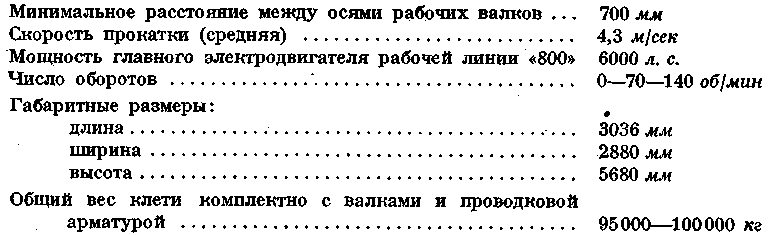
Привод обеих рабочих клетей осуществлен через шестеренную клеть трио «800», промежуточные шпиндели и главную муфту от электродвигателя постоянного тока мощностью 6000 л. с. с регулируемым числом оборотов 0—70—140 об/мин.
Шестеренная клеть, промежуточные шпиндели и главная муфта предназначены для передачи вращения от электродвигателя к рабочим валкам клети.
Рабочие клети чистовой линии стана с обеих сторон оборудованы качающимися столами с «исчезающими» манипуляторами и кантователями, предназначенными для задачи полосы в рабочие валки клетей, приема ее после прокатки и производства манипуляций кантовки на них.
Кроме того, обе клети оборудованы с обеих сторон раскатными рольгангами и шлеп-перами для перемещения полосы от одной рабочей клети к другой.
Смазка
зубчатого зацепления нажимных устройств
— густая, закладная, а других трущихся
соединений — ручная, через пружинные
масленки. Смазка шеек валков и их
охлаждение производятся технической
водой от водопроводной магистрали.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети трио «800» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, плитовинами, смазочной системой в пределах клети и другими материалами, согласно описанию и спецификации.
114103. КАЧАЮЩИЕСЯ СТОЛЫ РАБОЧИХ КЛЕТЕЙ ТРИО «800»
Качающиеся столы предназначены для задачи полосы в рабочие валки клетей, приема ее после прокатки и производства манипуляций кантовки на них.
Они устанавливаются перед рабочими клетями и за ними; по конструкции являются одинаковыми.
Стол состоит из рамы с рольгангами, манипулятора, кантователя, механизмов их передвижения и механизма качания.
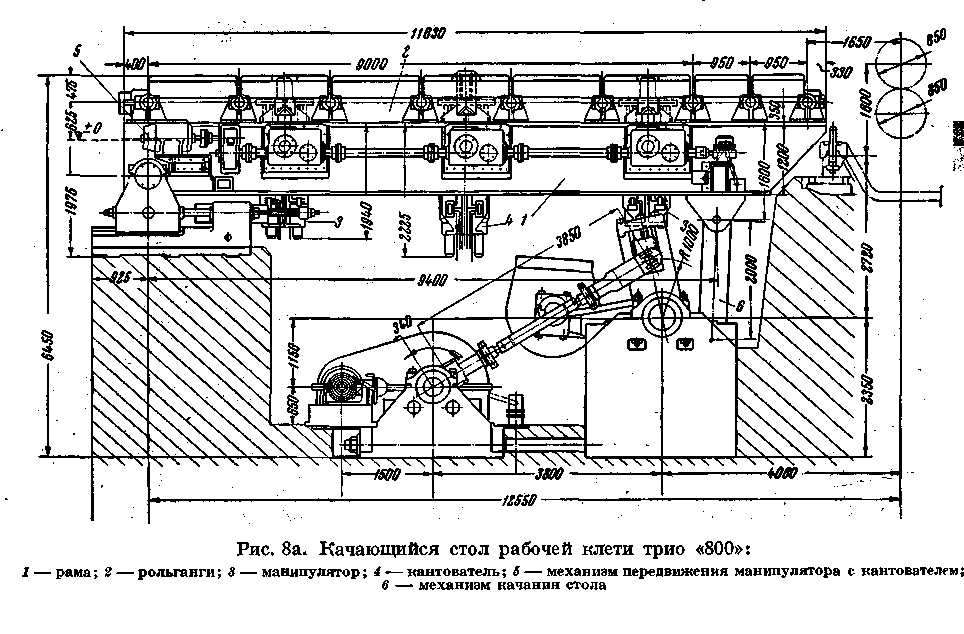
Рама стола состоит из Двух сварных балок, связанных между собой шестью литыми траверзами, являющихся также направляющими манипулятора с кантователем.
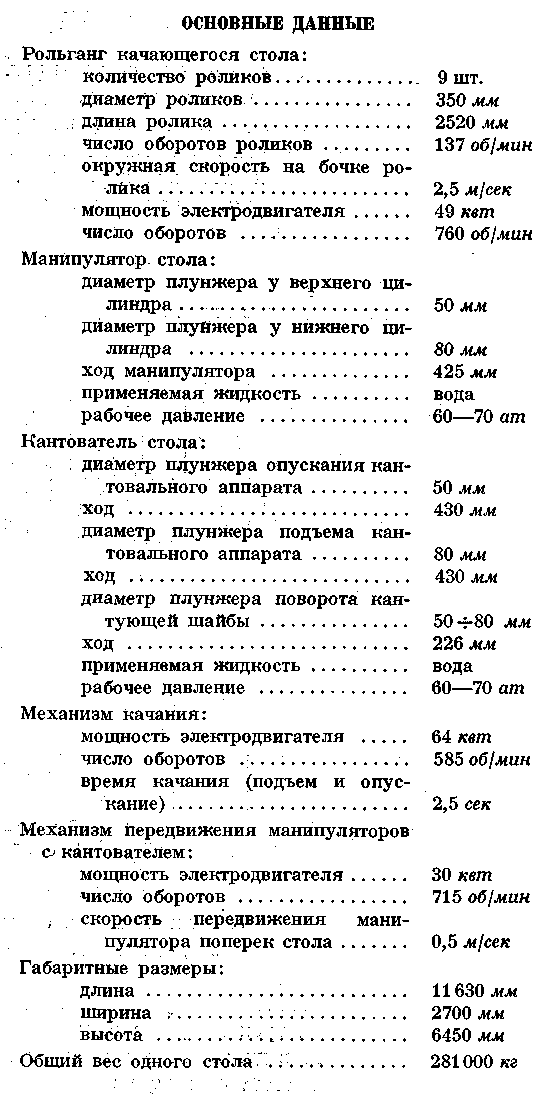
Рольганг стола состоит из девяти роликов, из которых первые три — кованые, а остальные изготовляются из толстостенной трубной заготовки с обжатыми цапфами.
Все ролики рольганга установлены на роликоподшипниках.
Привод рольганга — групповой от электродвигателя через двуступенчатый редуктор.
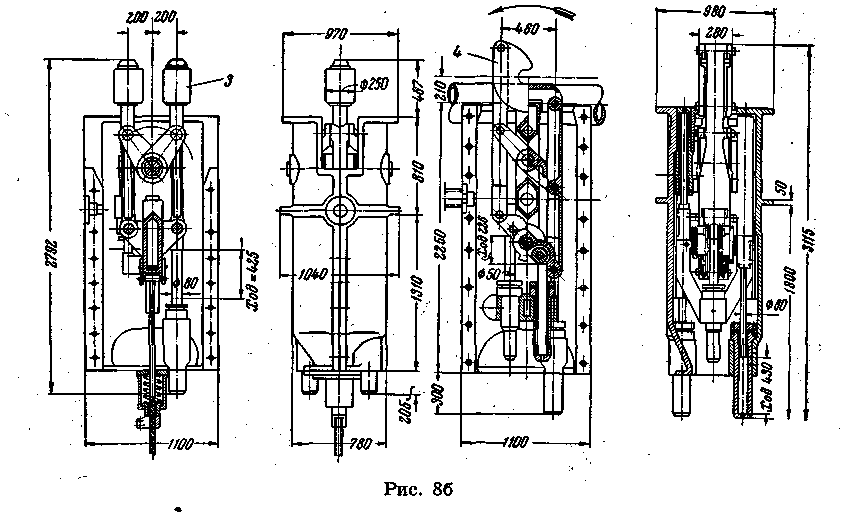
Манипулятор предназначен для удержания окантованной полосы в нужном положении и для перемещения ее в поперечном направлении стола на линию очередного калибра рабочих валков клети.
На каждом столе установлено по два манипулятора: один — перед, а второй — за кантователем. .
Манипулятор состоит из шахты, системы рычагов с подвижным суппортом, цилиндров с плунжерами и гидравлического привода для подъема или опускания роликов, а также для захвата или освобождения полосы между роликами.
В зависимости от сорта прокатываемой полосы предусмотрено также устройство для регулировки раствора захватывающих роликов.
Кантователь стола предназначен для кантовки полосы на 90° и устанавливается на траверзах рамы между четвертым и пятым роликами рольганга.
Кантователь состоит из шахты и кантующего аппарата, представляющего собой четырех-звенный механизм с удлиненными вертикальными звеньями, несущими на себе кантующую шайбу, и двух цилиндров с плунжерами, приводимых в движение гидравликой.
При повороте на своих осях четырехзвенный механизм увлекает кантующую шайбу и поворачивает ее также на 90°, а полоса, находящаяся в это время в зеве шайбы, кантуется.
Механизм передвижения манипуляторов с кантователем состоит из трансмиссии с коническими шестернями, трех винтов с шестиходовой резьбой и редуктора с фрикционной муфтой, приводимого в движение электродвигателем.
Механизм качания стола состоит из опоры с коренным валом диаметром 500 мм, на котором посажены два двуплечих рычага; кулисы с винтом для регулировки амплитуды угла качания стола; стойки с коленчатым валом и шатуном и редуктора с приводом от электродвигателя.
На длинных плечах рычагов предусмотрен балансир весом 43,6т, а на коротких — передняя опора рамы, шарнирно связанная с проушинами стоек, имеющихся в передней нижней части обеих балок рамы.
Смазка всех подшипников качения и скольжения, а также и направляющих предусмотрена густая, централизованная, автоматическая, а шестерен редукторов — жидкая, заливная с периодической сменой.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование качающегося стола рабочей клети; трио «800» поставляется комплектно с электрооборудованием, трубопроводами, шлангами высокого давления, смазочной системой и аппаратурой, анкерными болтами и другими материалами, согласно описанию и спецификации.
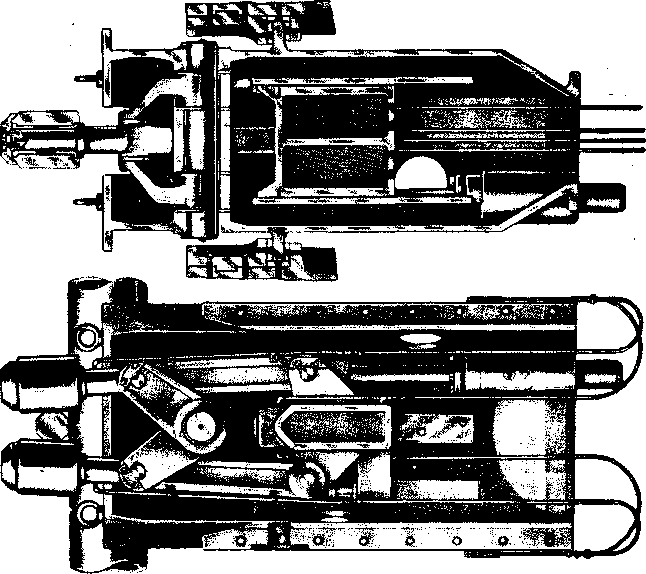
Рис. 10. Манипулятор качающихся столов
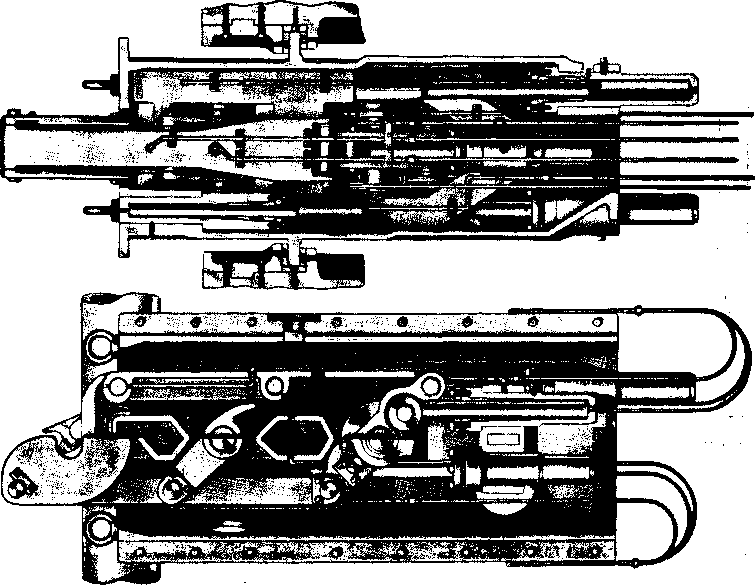

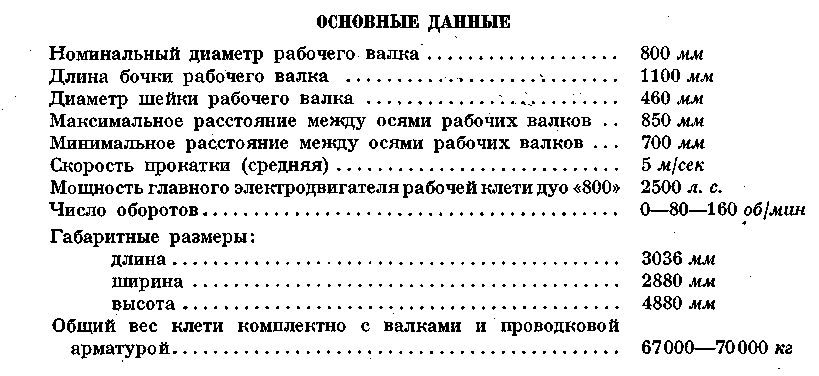
РАБОЧАЯ КЛЕТЬ ДУО «800»
Отделочная рабочая клеть дуо «800» предназначена Для последней ручьевой прокатки рельсов от 43 до 75 кг/пог. м, швеллеров от №20 до №40, двутавровых балок от №20 до № 60, круглой заготовки диаметром до 200 мм, квадратной заготовки сечением до 200 X 200 мм и полосы шириной до 300 мм из профилированных полос, получаемых с чистовой линии стана «800».
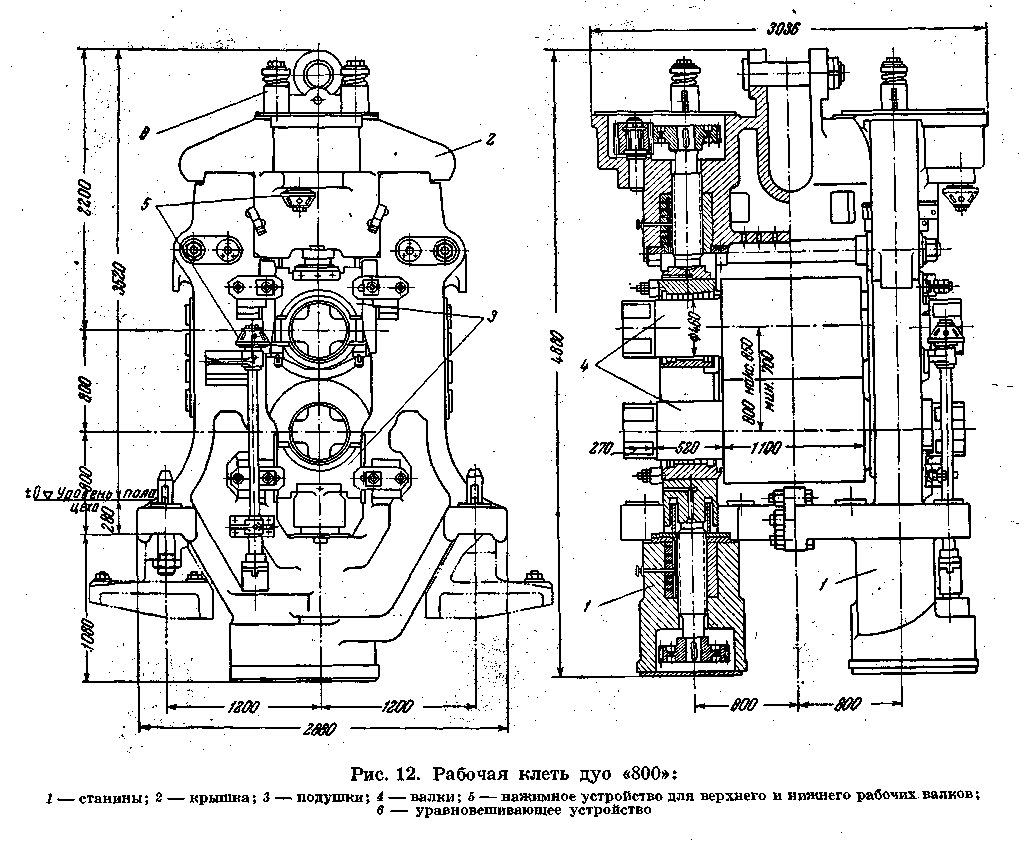
Рабочая клеть дуо «800» состоит из двух станин, крышки, комплекта подушек и валков, нажимных устройств для верхнего и нижнего рабочих валков и уравновешивающего устройства.
Станины клети - открытой конструкции из стального литья,
Крышка клети, из стального литья, крепится к станинам при помощи специального клинового соединения.
Подушки рабочих валков изготовляются из стального литья, с текстолитовыми вкладышами подшипников.
Рабочие валки — литые, чугунные.
Нажимные устройства Для верхнего и нижнего рабочих валков, состоящие каждый из
двух винтов с цилиндрической зубчатой передачей, обеспечивают вертикальную установку валка от ручного привода.
Винт вращается в бронзовой гайке, установленной в станине и крышке клети.
Валки в осевом Направлении устанавливаются при помощи прижима, закрепленного на станине болтами.
Прижимы упираются в подушки, а в хвостовой своей части имеют регулировочный винт, который, в свою очередь, упирается через вставку в тело станины.
Уравновешивающее устройство верхнего валка — пружинное, через тяги, проходящие через крышку клети и закрепляемые с помощью клиньев в бугелях.
Перевалка валков производится комплектно клетью, которая снимается краном за проушины крышки клети с рабочей линии стана на стенд, откуда подготовленная клеть с валками, подушками и проводковой арматурой устанавливается на рабочую линию стана тем же мостовым краном.
Рабочая клеть дуо «800» установлена в отделочной линии стана в количестве одного комплекта и по расположению входит в состав чистовой линии стана.
Привод клети осуществлен через шестеренную клеть дуо «800», промежуточные шпиндели и главную муфту от электродвигателя постоянного тока мощностью 2500 л. с. с регулируемым числом оборотов 0—80—160 об/мин.
В случае аварии привода рабочая клеть дуо «800» может иметь привод от электродвигателя рабочих клетей трио «800», так как между смежными клетями дуо и трио предусмотрена установка шпиндельного соединения.
Шестеренная клеть, промежуточные шпиндели и главная муфта предназначены для передачи вращения от электродвигателя к рабочим валкам клети.
Отделочная рабочая клеть дуо «800» оборудована с передней стороны рабочим рольгангом с исчезающими манипулятором и кантователем и с задней — отводящим рольгангом.
Кроме того, клеть оборудована с обеих сторон раскатными рольгангами и цепными шлепперами, обеспечивающими перемещение полосы От одной рабочей клети к другой.
Смазка зубчатого зацепления нажимных устройств — густая, закладная, а других трущихся соединений — ручная через пружинные масленки. Смазка шеек валков и их охлаждение производится технической водой от водопроводной магистрали цеха.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети дуо «800» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, плитовинами, смазочной системой в пределах клети и другими материалами, согласно описанию и спецификации.
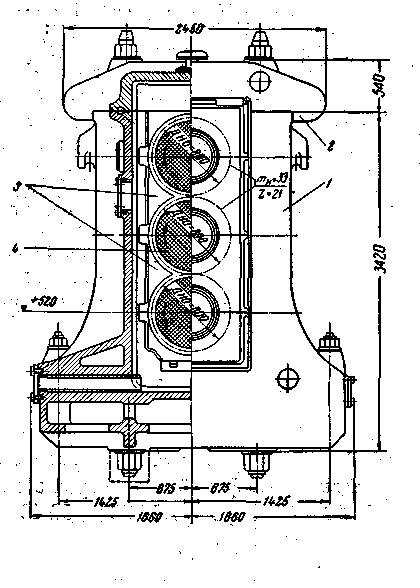
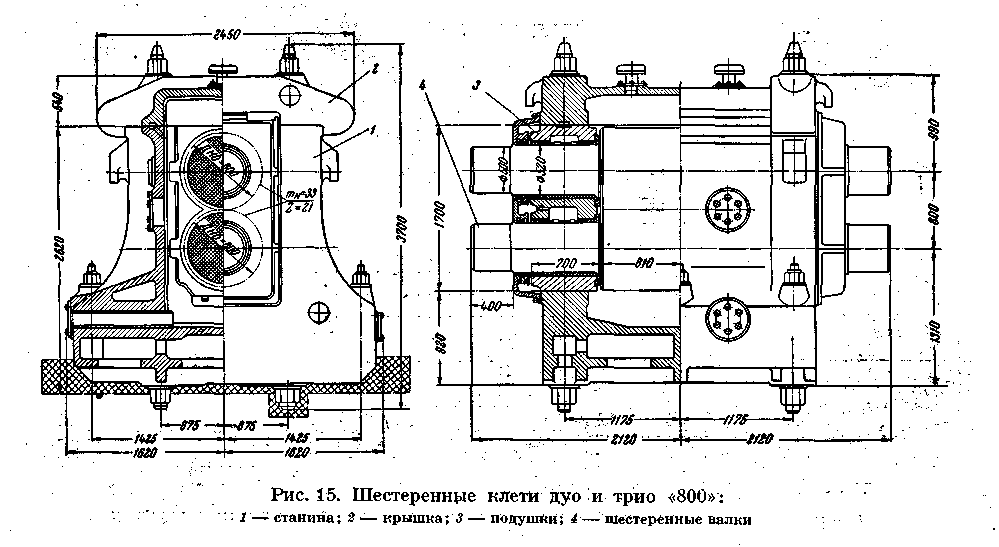
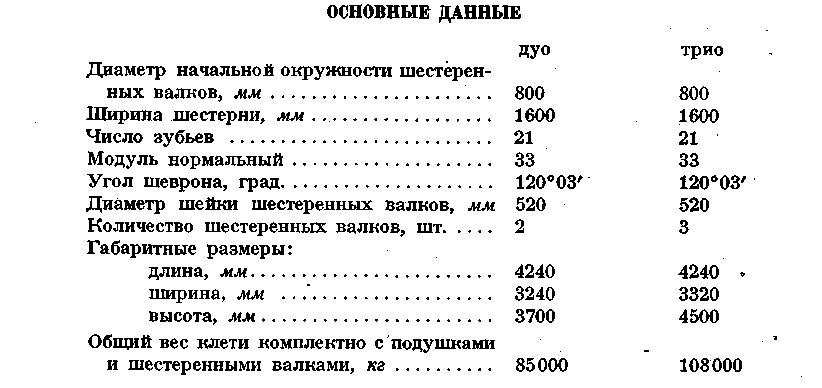
114105, ШЕСТЕРЕННЫЕ КЛЕТИ ДУО И ТРИО «800»
Шестеренные клети дуб и трио «800»' предназначены для передачи вращения от приводных электродвигателей к валкам рабочих клетей соответственно дуо или трио.
Обе клети являются одинаковыми и отличаются только числом шестеренных валков, подушек и размерами по. высоте.
Шестеренная клеть дуо состоит из станины, крышки, комплекта подушек и шестеренных валков.
Станина и крышка клети -— литые, чугунные.
Крышка клети крепится со станиной при помощи мощных четырех стяжных болтов, проходящих через весь корпус станины.
Подушки клети — из чугуна, а подшипники шестеренных валков имеют баббитовую заливку.
Подушки клети монтируются в окна станины . сверху.
Шестеренные валки изготовляются стальными, коваными, с шевронными фрезерованными зубьями и термически обработаны.
Шестеренная клеть устанавливается , непосредственно на фундамент на анкерных , болтах.
Смазка подшипников и зацепления шестеренных валков — жидкая, циркуляционная, от центральной смазочной станции.
Уплотнение от утечки масла достигается при помощи торцевых кожухов и колец, сбрасывающих масло, устанавливаемых на шейках шестеренных валков.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование шестеренной клети дуо и трио «800» поставляется ком- плектно с маслопроводами, сигнальной аппаратурой смазки, смазочной системой в пределах клети, анкерными болтами и другими материалами, согласно спецификации и описанию.
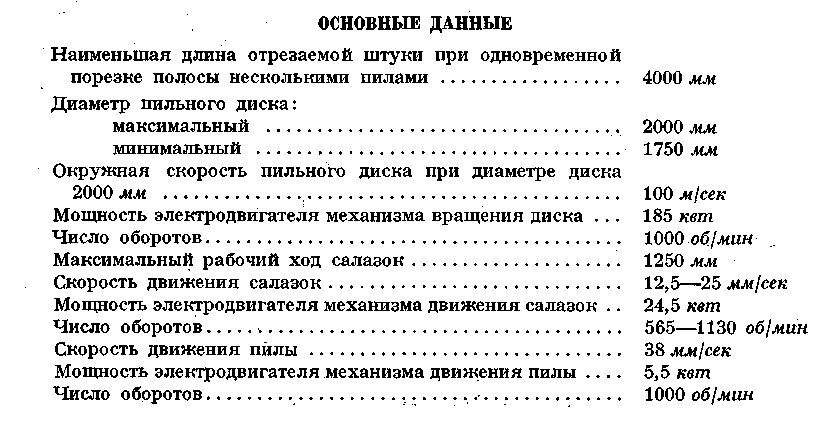
114106. САЛАЗКОВАЯ ПИЛА
Салазковая пила «2000» предназначена для резки горячего металла на мерные длины следующих профилей и размеров заготовок: рельсов от 43 до 75 кг/пог. м, уголков от № 10 до № 20, швеллеров от № 20 до № 40 и двутавровых балок от № 20 до № 60 при наименьшей
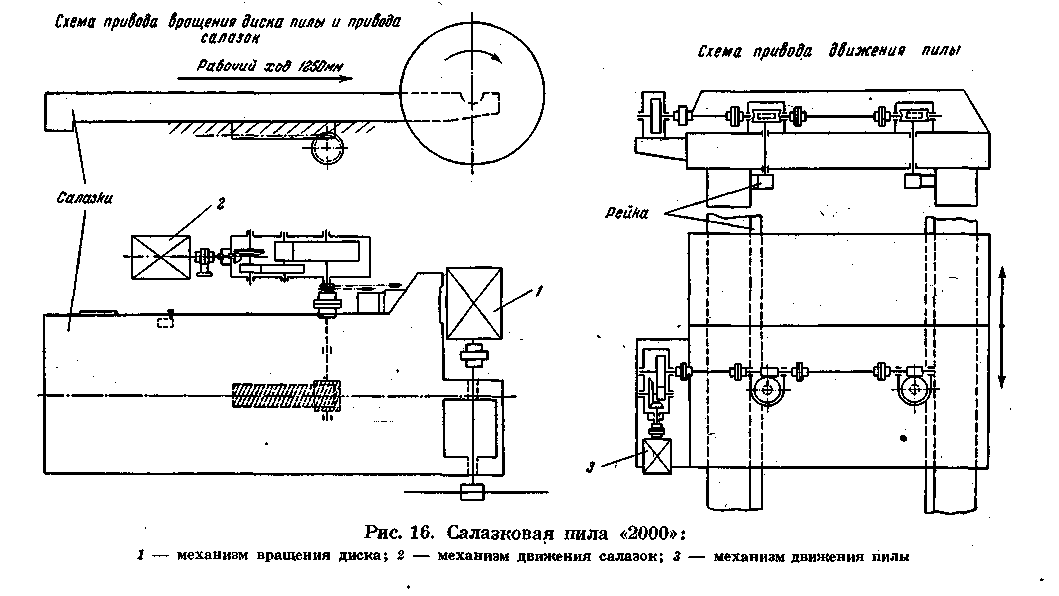
температуре 750° С, круглой заготовки диаметром от 80 до 300 мм и квадратной заготовки от 130 X 130 мм и 240 X 240 мм при наименьшей температуре 900° С.
Салазковая пила состоит из механизмов вращения диска, движения салазок и механизма движения пилы.
Механизм вращения диска состоит из пильного диска с устройством для его крепления, двух подшипников, в каждом из которых установлено по два конических роликовых подшипника, зубчатой муфты и электродвигателя.
Механизм вращения устанавливается в головной части пилы. Пильный диск охлаждается струей воды, которая также частично сбивает стружку с поверхности зубьев диска.
Для более полной очистки боковых поверхностей зубьев пильного диска от стружки в кожухе диска предусмотрены четыре деревянных бруска, расположенных по две штуки на каждой стороне.
Электродвигатель механизма вращения диска защищен от действия тепловых лучей со стороны разрезаемой полосы специальным экраном с водяным охлаждением.
Механизм движения салазок состоит из салазок с приболченными к ним смежными бронзовыми планками и зубчатой рейки с косым зубом, обеспечивающими наиболее плавную подачу салазок пилы во время резки.
На раме пилы установлены вал с реечной шестерней, зубчатая муфта, редуктор и электродвигатель.
Механизм движения пилы состоит из рамы, на которой установлены два Червячных редуктора с реечной шестерней на нижнем конце вала, промежуточных валов, четырех зубчатых муфт, редуктора и электродвигателя.
Рама устанавливается на плоских направляющих с боковыми зубчатыми рейками, по которым катятся реечные шестерни червячных редукторов и передвигают пилу вдоль фронта рольгангов.
Смазка подшпников вала пильного диска — жидкая от специальной установки, расположенной на салазках пилы. Кроме того, корпусы подшипников охлаждаются проточной водой.
Смазка трущихся поверхностей у механизмов движения салазок и пилы осуществляется консистентной мазью от центральной ручной станции, расположенной на раме пилы.
Количество салазковых пил устанавливается в зависимости от производительности прокатки и схемы расположения оборудования стана.
Обычно они устанавливаются по линии потока металла и имеют возможность передвигаться по всему фронту участка пил.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование салазковой пилы поставляется комплектно с электрооборудованием, трубопроводами» смазочными системами в пределах машины и другими материалами, согласно описанию и спецификации.
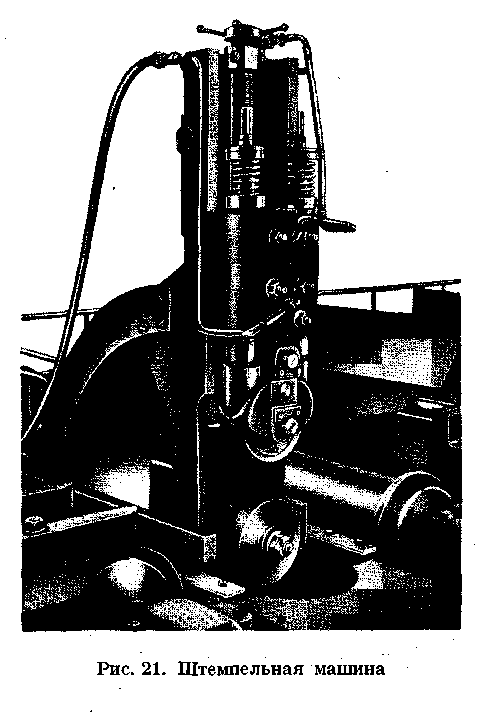
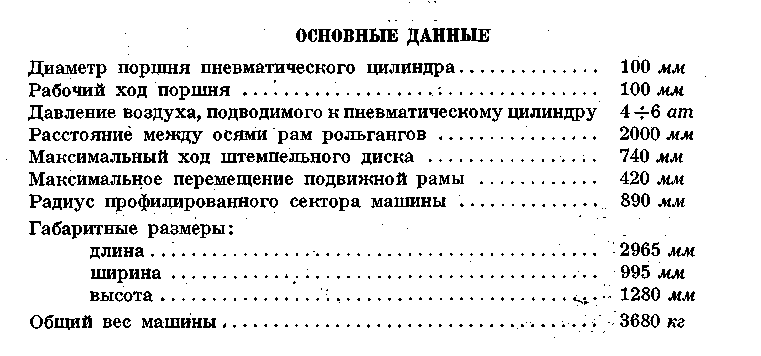
114107. ШТЕМПЕЛЬНАЯ МАШИНА
Штемпельная машина предназначена для нанесения номеров плавок на разрезанные полосы всего профильного проката, кроме полос круглого и квадратного сечения.
Штемпельная машина состоит из неподвижной, подъемной рамы и рамы горизонтального перемещения, опорного ролика и штемпельного диска.
Неподвижная рама, с установочной гайкой ходового винта подвижной рамы, представляет собой сварную конструкцию и устанавливается на рамы рольгангов.
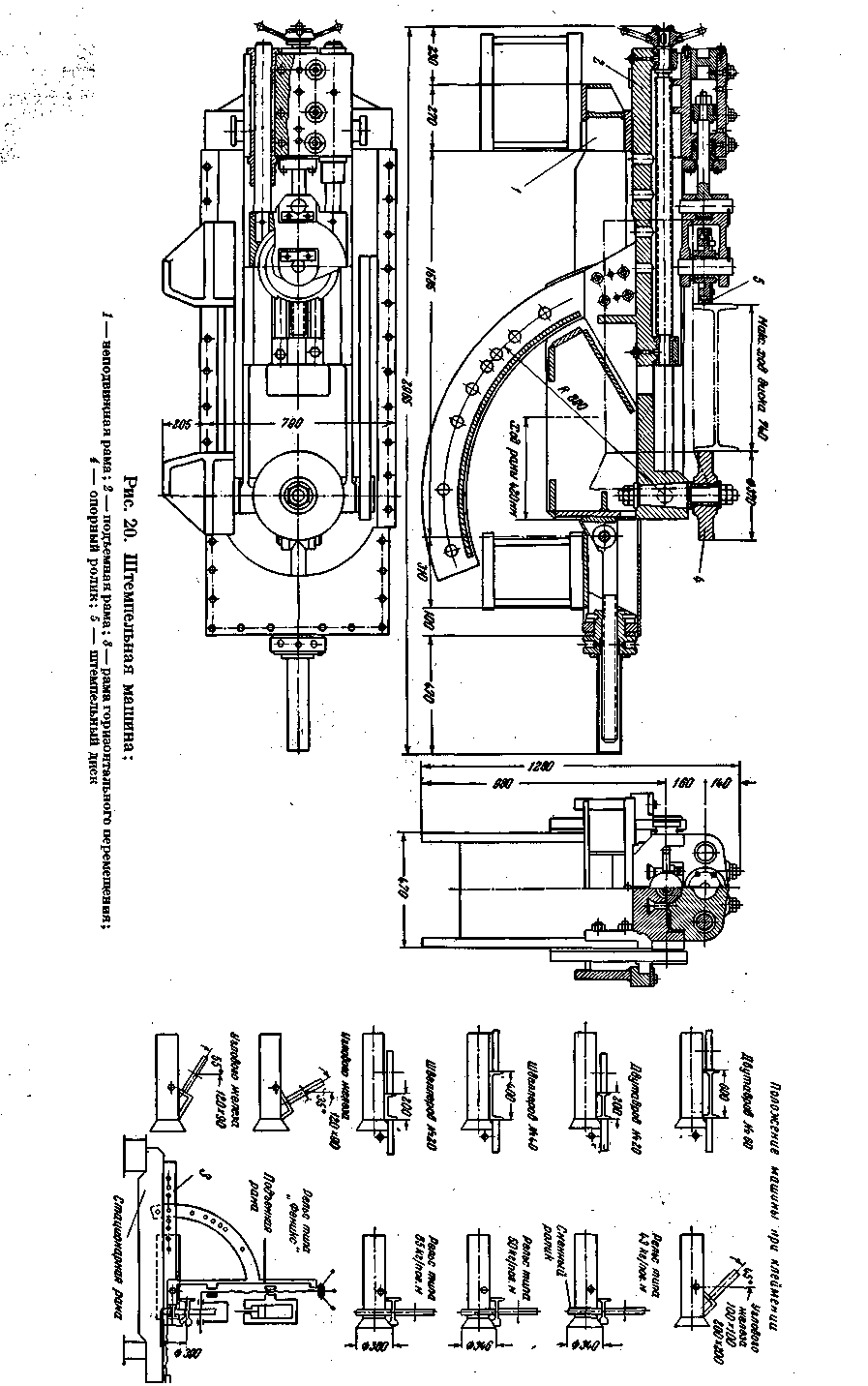
На неподвижной раме монтируются-рама горизонтального перемещения и подъемная рама машины.
Рама горизонтального перемещения с ходовым винтом — сварная, на которой установлена станина подъемной рамы с опорным роликом и штемпельным диском.
Перемещение подвижной рамы осуществляется при помощи винта и гайки вручную.
Подъемная рама с профилированным сектором, пневматическим цилиндром и штемпельным диском, представляет собой станину прямоугольной формы, которая, находясь в разных положениях по. отношению к движущемуся профилю, производит клеймение полосы.
При клеймении швеллеров и двутавров станина поворачивается в подвижной раме и устанавливается горизонтально, а при клеймении уголков и рельсов — в наклонном или вертикаль-
ном положении и укрепляется болтами. Поворот, станины производится с помощью крана.
Штемпельный диск снабжен набором знаков для шести номеров плавок, пять из которых закрыты кожухом.
Прижим штемпельного диска к полосе осуществляется пневматическим цилиндром, с рабочим ходом поршня 100 мм.
При клеймении полоса, проходя штемпельную машину, воздействует на флажковый выключатель, установленный за машиной, которым включается подача воздуха в цилиндр прижима диска, и диск, прижимаясь к движущейся по рольгангу полосе, наносит на нее номер плавки.
При дальнейшем движении полосы она воздействует на второй флажкового типа выключатель, которым включается подача воздуха в цилиндр в обратном направлении, и диск поднимается над полосой в исходное положение.
Смазка трущихся поверхностей — густая, закладная, от шприца.
Штемпельная машина устанавливается на подводящем рольганге к холодильнику перед гибочной машиной.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование штемпельной машины поставляется комплектно с трубопроводами, шлангами, крепежными болтами и другими материалами, согласно описанию и спецификации.
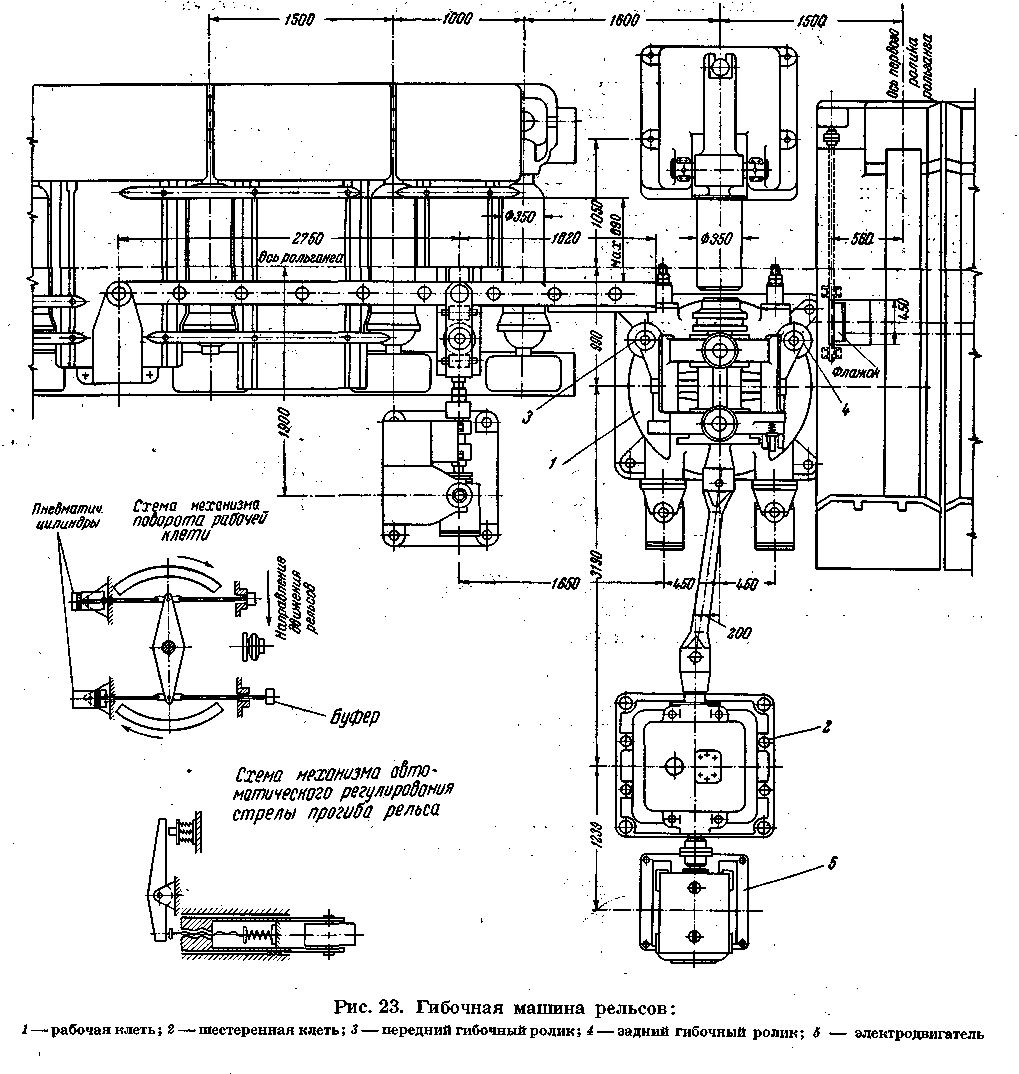
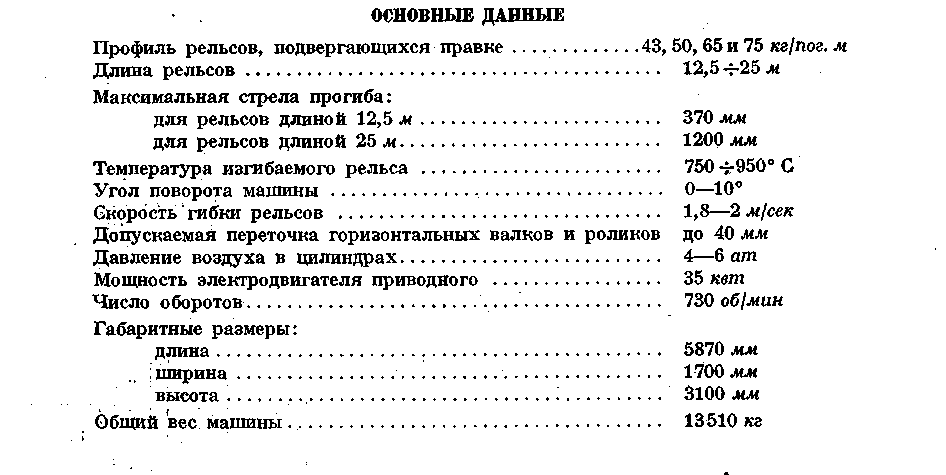
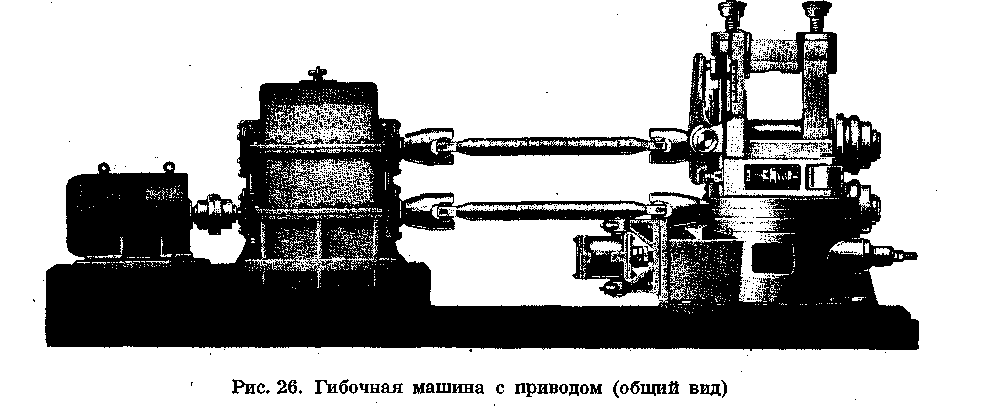
114108. ГИБОЧНАЯ МАШИНА РЕЛЬСОВ
Гибочная машина предназначена для гибки рельсов в горячем состоянии в сторону, обратную изгибу его при остывании на подошву.
Гибочная машина состоит из рабочей и шестеренной клетей, переднего и заднего гибочных роликов и электродвигателя.
Рабочая клеть машины состоит из одной станины с крышкой, двух горизонтальных консольных валков и двух вертикальных неприводных роликов, установленных по обеим сторонам станины.
Привод консольных валков осуществлен от электродвигателя через шестеренную
клеть и шпиндельное соединение.
Передний ролик установлен неподвижно относительно станины.
Задний гибочный ролик имеет возможность скользить в пазах станины, упираясь концом своего установочного винта в рычаг буфера заднего ролика.
Задача рельса в гибочную машину производится передвижной проводкой, устанавливаемой на рольганге перед машиной.
Выдача рельса симметрично оси рольганга осуществляется поворотом рабочей клети относительно опорной рамы на угол, заранее установленный при помощи буферов.
Поворот рабочей клети производится пневматическими цилиндрами, воздух к которым
подается автоматически путевым выключателем с противовесом, устанавливаемым на рольганге, по пути следования рельса.
Автоматическое регулирование стрелы прогиба, в зависимости от температуры изгибаемого рельса, основано на изменении сопротивляемости рельса изгибу и осуществляется буфером заднего ролика.
При переходе в процессе изгиба с одного профиля на другой меняется только плечо рычага буферного устройства передвижением пружинного стакана в пазах станины.
Смазка трущихся поверхностей машины —густая, автоматическая, от центральной станции; смазка шестеренной клети—жидкая, также от центральной станции жидкой смазки.
 ОБЪЕМ ПОСТАВКИ
ОБЪЕМ ПОСТАВКИ
Механическое оборудование гибочной машины поставляется комплектно с электрооборудованием, трубопроводами, смазочными аппаратами в пределах машины, анкерными болтами, сменными консольными валками и роликами и другими материалами, согласно описанию и спецификации. ,
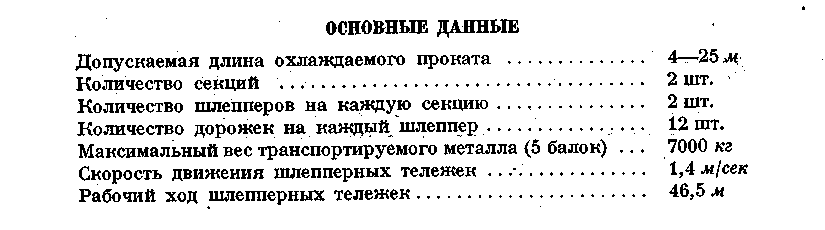
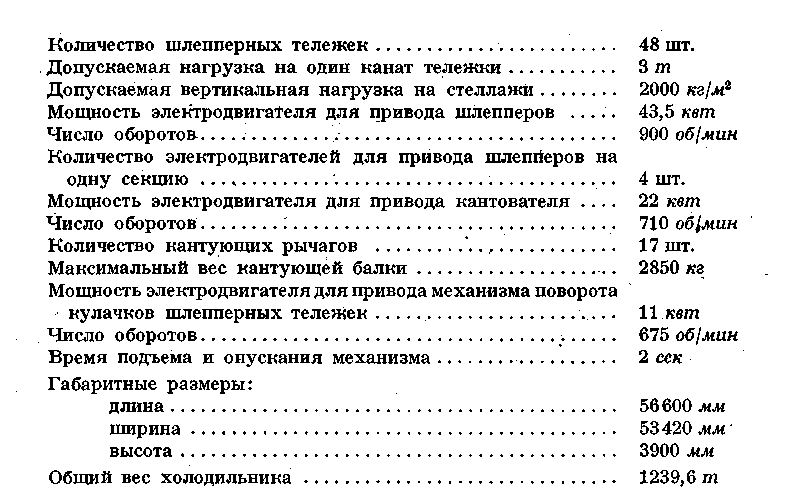
114109. ХОЛОДИЛЬНИК СТАНА
Холодильник рельсобалояного стана предназначен для охлаждения и транспортировки рельсов, строительных профилей и трубной заготовки длиной от 4 до 25 м с кантовкой швеллеров, уголков и двутавровых балок в начале и в конце холодильника.
Холодильник стана состоит из двух самостоятельных секций шириной 26,71 м и длиной 44,6 м с двумя канатными шлепперами.
Каждая секция холодильника состоит из ряда поперечных балок, рельсового настила, шлепперов, механизмов поворота кулачков шлепперных тележек и кантователей.
Поперечные литые чугунные балки закрепляются болтами на литых чугунных башмаках, устанавливаемых на фундаменте.
По верхней плоскости этих балок в поперечном направлении уложены рельсы, которые и составляют рельсовый настил, на котором охлаждается и транспортируется шлепперными тележками указанный сортамент стана.
Для движения шлепперных тележек в верхнем поясе балок предусмотрены соответствующие проемы, в которых устанавливаются и укрепляются рельсы.
Шлепперы холодильника состоят из трансмиссионных валов, канатных барабанов, шлепперных тележек, редуктора и механизма регулирования положения тележек.
Трансмиссии шлепперов состоят из отдельных секций валов с посаженными на них канатными барабанами диаметром 1100мм и механизмами регулировки положения шлепперных тележек.
Отдельные валы соединены между собой зубчатыми муфтами, а секции — зубчатыми муфтами переключения, обеспечивающими работу секций раздельно или спаренно, в зависимости от длины транспортируемого проката — 12,5 или 25 м.
Натяжное устройство ведомых блоков канатов —рычажно-пружинного типа.
Шлепперные тележки приводятся в движение канатами через редуктор от реверсивного электродвигателя.
Механизм поворота кулачков шлепперных тележек передвигает тележки в том случае, • когда на рельсовом настиле находится охлаждаемый прокат.
Механизм поворота кулачков состоит из ряда двутавровых балок, рычагов, трансмиссии, редуктора, шатунного механизма и контргруза.
Двутавровые балки монтируются в проемах балок между рельсами для шлепперных тележек, вдоль холодильника.
Двутавровые балки поднимаются при помощи рычагов, шарнирно укрепленных на кронштейне к вертикальной стенке поперечных балок холодильника.
Трансмиссионный вал механизма поворота кулачков с редуктором, рычагами и шатунным механизмом располагается под рельсовым настилом, в поперечном направлении холодильника и приводится в движение электродвигателем. Уравновешивание подъемных двутавровых балок — грузовое, контргрузом, рычаги которого смонтированы на трансмиссионном валу.
При транспортировке установленного сортамента проката первый шлеппер с подводящего рольганга подает готовый прокат на одну треть длины холодильника, а второй транспортирует его до конца и подает на отводящий рольганг.
При обратном холостом ходе шлепперных тележек кулачки тележек свободно поворачиваются вокруг своих осей, и они свободно проходят внизу, под прокатом.
Свободное передвижение тележек шлепперов холодильника, когда он заполнен горячими балками и рельсами, в случае прямого хода, когда необходимо убрать остывший прокат на отводящий рольганг, производится механизмами поворота кулачков тележек.
Механизм поворота поднимает двутавровые балки, в результате кулачки тележек занимают горизонтальное положение, и тележки свободно проходят при прямом ходе под прокатом.
Кантователи холодильника предназначены поворачивать горячие балки, швеллер и уголки на угол в 90°, что устраняет коробление при остывании и создает удобства транспортировки уголков, изгибающихся На вершину угла при остывании.
Кантователь состоит из продольного составного вала, кантующих рычагов, цилиндри-ческ-конического редуктора и электродвигателя.
Кантующие рычаги монтируются на продольном валу.
Каждый кантователь приводится в движение двумя кантующими механизмами от одного редуктора и электродвигателя.
Смазка редукторов трансмиссий— жидкая, заливная с периодическим спуском и подачей масла от смазочной станции. Смазка редукторов кантователей и механизмов поворота кулачков шлепперных тележек — жидкая, индивидуально-заливная; шлепперных тележек — густая, закладная. Смазка остальных механизмов — густая, централизованная от автоматической станции густой смазки.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование холодильника поставляется комплектно с электрооборудованием, трубопроводами, смазочными станциями густой и жидкой смазки, арматурой, анкерными болтами и другими материалами, согласно описанию и спецификации.