Разработка конструкции и технологического процесса изготовления печатной платы
Курсовой проект
По дисциплине “Конструкторско–технологическое обеспечение ЭВМ”
На тему:
“Разработка конструкции и технологического процесса изготовления печатной платы”
Содержание
Введение
1. Разработка конструкции устройства
1.1 Выбор принципа конструирования
1.2 Выбор конструкционной системы
1.3 Выбор серии логический ИМС
1.4 Расчет теплового режима
1.5 Расчет параметров электрических соединений
1.5.1 Определение минимальной ширины печатного проводника
1.5.2 Определение минимального диаметра монтажных отверстий
1.5.3 Расчет диаметра контактных площадок
1.5.4 Определение ширины проводников
1.5.5 Определение минимального расстояния между элементами проводящего рисунка
1.6 Расчет надежности
2. Разработка технологического процесса изготовления устройства
2.1 Выбор метода изготовления печатной платы
2.2 Технологический процесс изготовления печатной платы комбинированным позитивным методом
2.3. Выбор варианта ТП изготовления блока
2.4 Анализ технологичности конструкции изделия
2.5 Расчет нормы времени
2.6 Основные требования к ТП
Условные сокращения
Список литературы
Введение
Основной особенностью производства ЭВМ является использование большого количества стандартных и нормализованных элементов, интегральных схем, радиодеталей и др. Важным вопросом, решаемым в настоящее время, является массовое производство стандартных блоков с использованием новых элементов. Унификация отдельных элементов создает условия для автоматизации их производства.
Другой особенностью является высокая трудоемкость сборочных и монтажных работ, что объясняется наличием большого числа соединений и сложностью их выполнения вследствие малых размеров контактных соединений и высокой плотности монтажа.
Повышение качества и экономичности производства во многом зависит от уровня автоматизации технологического процесса. Автоматизация развивается в направлении от автоматизации отдельных операций (пайка, сварка и др.) к широкому использованию автоматизированных линий.
Особенностью производства ЭВМ является также большая трудоемкость контрольных операций. На отдельных предприятиях количество контролеров достигает до 30 - 40% от общего числа рабочих.
Решение сложных технических задач на всех этапах конструирования и производства ЭВМ существенно повышает требования к подготовке инженеров. Они должны определять форму, материалы, размеры конструктивных узлов, способы механического и электрического соединения, обеспечение помехоустойчивости, теплового режима, защиты от внешних воздействий. Степень приближения конструкции к совершенному образцу определяется опытом и умением, широтой и глубиной научного и технического кругозора конструктора.
1. Разработка конструкции устройства
1.1 Выбор принципа конструирования
Принцип конструирования выбирается в зависимости от сложности и функционального назначения принципиальной схемы проектируемого устройства.
Сложность принципиальной схемы не позволяет выполнить ее на одной печатной плате, поскольку в этом случае будет превышено допустимое значение плотности компоновки элементов или размеры печатной платы будут слишком велики, а спроектированное устройство окажется неудобным в эксплуатации. Поэтому применение моносхемного принципа конструирования исключается. В связи с этим в данном случае целесообразно применять функционально-узловой принцип разбиения принципиальной схемы.
Принципиальную электрическую схему разрабатываемого устройства разобьем на следующие части:
блок регистров;
блок сумматоров;
блок мультиплексоров;
1.2 Выбор конструкционной системы
Конструкционная система обеспечивает необходимую конструктивную совместимость функциональной системы и включает конструкции, являющиеся базовыми, так как они предназначены для образования необходимого ряда конструкций (типоразмеров) различных уровней.Конструкционная система - иерархическая совокупность базовых конструкций, организованных в определенной соподчиненности на основе размерной совместимости с учетом функциональных, механических и тепловых факторов, а также требований технической эстетики и эргономики, предназначенная для построения вариантных компоновок функциональных изделий и ЭВМ.
В нашей стране наибольшее распространение получили конструкционные системы ЕС ЭВМ, СМ ЭВМ, микроЭВМ. В нашем случае, ввиду малофункциональности устройства и небольших габаритов будет рациональным решение использовать конструкционную систему микроЭВМ. Данная система состоит из 5 уровней:
интегральная схема;
плата;
корпус частичный;
корпус комплектный;
ЭВМ.
В соответствии со стандартом 297 МЭК выделяют следующие размеры печатных плат для СМ ЭВМ:
E1 = 100 × 180 мм;
E2 = 233,35 × 220 мм;
E3 = 233,35 × 160 мм;
E4 = 100 × 220 мм.
Исходя из количества корпусов ИМС в разрабатываемом узле, выберем размер печатной платы E1 = 100 × 180 мм.
1.3 Выбор серии логический ИМС
Один из важнейших этапов разработки ЭВМ – выбор серии ИМС, так как от правильного выбора зависит, будет ли в конечном итоге разрабатываемое устройство отвечать всем требованиям, предъявляемым к нему в техническом задании. Серии ИМС как объект выбора характеризуется совокупностью параметров, имеющих различную размерность (тока, напряжения, времени, емкости, сопротивления, мощности), а также безразмерными параметрами. Это обуславливает, применять при выборе необходимой серии ИМС методику, основанную на использовании весовых коэффициентов, числовые значения которых ставятся в соответствие тому или иному параметру. В данном случае ИМС должны
Однако при разработке необходимо учитывать требования, накладываемые заказчиком на выбор ИМС. В данном случае ИМС должны быть выбраны из серии К561. Это обосновывается тем, что в качестве элементной базы в соответствии с техническим заданием предыдущего курсового проекта была выбрана КМОП-логика.
Параметры, по которым оценивается пригодность серии ИМС, а так же соответствующие им значения весовых коэффициентов приведены в таблице 1.3.1
Таблица 1.3.1
Серия КМОП |
Параметр |
Нагрузка |
|||
|
Р>пот>, мкВт |
t>зд>, нс |
Э>пот>, пДж |
С>н>, пФ |
R>н>, кОм |
|
|
К561 |
0,4 |
60 |
30 |
30 |
0,4 |
|
К1561 |
0,4 |
50 |
25 |
20 |
2 |
|
К564 |
0,4 |
50 |
19 |
50 |
2 |
|
К176 |
10 |
200 |
17 |
15 |
4 |
|
b>j>-весовой коэффициент |
0,1 |
0,1 |
0,1 |
0,2 |
0,5 |
Данные серий сведем в матрицу параметров:

Параметры приводятся к виду, при котором большему числовому значению параметра соответствует лучшее качество ИМС. Параметры, не удовлетворяющие этому условию, пересчитываются по формуле: Уij=1/Хij. В нашем случае необходимо пересчитать все параметры. В итоге получим матрицу приведенных параметров:
Нормирование параметров матрицы Y производят по формуле
В результате получим матрицу нормированных параметров:
Для обобщенного анализа систем элементов используем оценочную функцию:
Для
К561: Q = 0+0,02+0,05+0,1+0 = 0,15;
К1561: Q = 0+0+0,0322+0,048+0,4= 0,48;
К564: Q = 0+0+0,01+0,14+0,4 = 0,55;
К176: Q = 0,096+0,075+0+0+0,45 = 0,621.
Минимальная оценочная функция у серии К561. Выберем серию К561.
1.4 Расчет теплового режима
Важнейшим фактором, определяющим эксплутационную надежность радиоэлектронной аппаратуры, ЭВМ является тепловой режим.
Для обеспечения нормального теплового режима определяют среднюю плотность теплового потока от корпуса блока:
g = P>t>/S>к>,
где
P>t> = Р>потр> + Р>вх> + Р>вых >- суммарная мощность тепловыделения в блоке;
Р>потр> =400*26+24=10424 мВт.
Р>вх> =326 мВт.
Р>вых>=400 мВт.
P>t> =9624+326+400=11150 мВт.
S>k> = 2 * [L>1>*L>2> + (L>1>+L>2>)*L>3>*K>3>] - условная площадь поверхности теплообмена корпуса блока;
L>1>, L>2>, L>3> - примерные габаритные размеры корпуса блока; примем l>1> = 260 мм, L>2> = 200 мм, L>3> = 100 мм; К>3>= 0,4....0,8 (для ЭВМ) - коэффициент заполнения объема блока.
Пусть К>3> = 0,4 , тогда
S>K> =2*[260*10 -3 *200*10-3 + (280+200)*10-3 *100*10-3 * О,4] = 0,1408 cм2
g = 9608*10-3 / 0,1408 = 6,96 Вт/м2
Определим допустимый перегрев наименее теплостойкого элемента
t = t>i >>доп>> min >– t>0>,
где
t>i>> доп >>min> = 358 К - максимальная допустимая температура нагрева (из анализа элементной базы);
t>0> = 323 К - максимальная температура окружающей среды;
Следовательно:
t = t>i>> доп >>min>> >– t>0> = 358 – 323 = 35 к
По диаграмме представленной на рисунке 1 выбираем систему охлаждения.
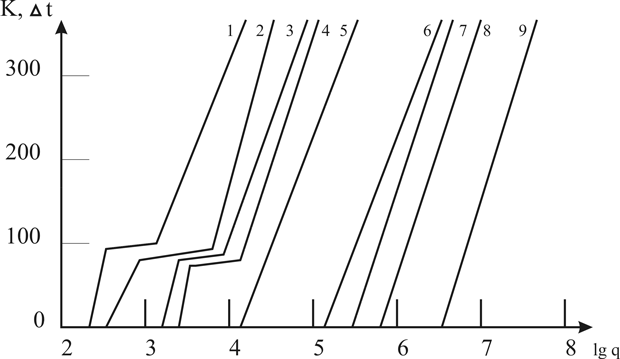
На рисунке приведены графики, характеризующие области целесообразного применения различных способов охлаждения:
естественное воздушное (области 1 и 2);
принудительное воздушное (области 2, 3 и 4);
естественное жидкостное (область 4);
принудительное жидкостное (области 5, 6 и 7);
естественное испарительное (области 6, 7 и 8);
принудительное испарительное (области 8 и 9)
Для данного блока достаточно естественного воздушного охлаждения.
1.5 Расчет параметров электрических соединений
Расчет печатного монтажа состоит из следующих этапов:
Печатная плата выполняется комбинированным позитивным методом, т.к. он обеспечивает максимальную надежность соединения печатных проводников с основанием платы. Установка ИМС на печатную плату производится вручную, поэтому устанавливать большие размеры допусков нет необходимости и возможно изготовление печатной платы по третьему классу точности (ГОСТ 4.010.022 - 85).
1.5.1 Определение минимальной ширины печатного проводника
Определение минимальной ширины проводника, исходя из допустимого падения напряжений на нем:
b>min >= p * I>max> * L/ (U>доп> * t),
где р = 0,0175 Ом мм2/м - удельное объемное сопротивление;
L - 0,5 мм - максимальная длина проводника;
U>доп> = 0,5 В - допустимое падение напряжения (из анализа электрической схемы, не должно превышать 5% от питающего напряжения для микросхем и не более запаса помехоустойчивости микросхем).
b>min> = 0,0175*0,4*0,5 / (0,035*0,5) = 0,2 мм.
Таблица 1.5.1 Допустимая плотность тока в зависимости от метода изготовления
|
Метод изготовления |
Толщина фольги t, мкм |
Допустимая плотность тока yдоп, А / мм2 |
Удельное сопротивление p, Ом*мм2/ м |
|
Химический: внутренние слои МПП наружные слои ОПП, ДПП |
20, 35, 50 20, 35, 50 |
15 20 |
0.050 |
|
Комбинированный позитивный |
20 35 50 |
75 48 38 |
0.0175 |
|
Электрохимический |
- |
25 |
0.050 |
1.5.2 Определение минимального диаметра монтажных отверстий
Определение минимального диаметра монтажных отверстий
d = d>э> + [Δd>H>>.0.>] + r,
гдеd>э> = 0,5 - максимальный диаметр вывода устанавливаемого ЭРЭ;
Δd>H>>.0. >= 0,1 - нижнее предельное отклонение от номинального диаметра монтажного отверстия (по таблице 1.5.2)
r = 0,1 - разница между минимальным диаметром отверстия и максимальным диаметром вывода ЭРЭ (выбирается в пределах 0,1…0,4), тогда:
d = 0,5 + 0,1+ 0,1 = 0,7м
Для металлизированных отверстий:
d>min> ≥ Н>расч> * γ,
где
 - расчетная
толщина платы;
- расчетная
толщина платы;
γ ≥ 0,33 (для ПП 3-го класса точности) - отношение диаметра металлизированного отверстия к толщине платы;
Н>С>>i> = 1,5 - номинальная толщина i-го слоя;
Н>npi>= 0 - номинальная толщина материала i-ой прокладки из стеклоткани (т.к. 1 слой, то прокладок вообще нет);
n = 1 - число слоев;
h>n> = 0,035 - толщина гальванически осажденных металлов
Н>расч> = 1,5 + 1* 0,035 = 1,57 мм
d>min>>=1,57* 0,33 ;
d>min>>=0,52 мм.
Исходя из этого, выбираем диаметр отверстия d = 0,7 мм из ряда ГОСТ 10317-79.
Таблица 1.5.2 Классы точности ПП
Параметры |
Класс точности ПП |
|||
|
1 |
2 |
3 |
4 |
|
|
Минимальное значение номинальной ширины проводника b, мм |
0,60 |
0,45 |
0,25 |
0,15 |
|
Номинальное расстояние между проводниками s, мм |
0,60 |
0,45 |
0,25 |
0,15 |
|
Отношение диаметра отверстия к толщине платы |
>=0,50 |
>=0,50 |
>=0,33 |
>=0,33 |
|
Допуск на отверстие d, мм, без металлизации, d<=1 мм |
0,10 |
0,10 |
0,05 |
0,05 |
|
То же, d >1 мм |
0,15 |
0,15 |
0,10 |
0,10 |
|
Допуск на отверстие d, мм, с металлизацией, d<=1 мм |
+ 0,10 - 0,15 |
+ 0,10 - 0,15 |
+ 0,05 - 0,10 |
+ 0,05 - 0,10 |
|
То же, d >1 мм |
+ 0,15 - 0,20 |
+ 0,15 - 0,20 |
+ 0,10 - 0,15 |
+ 0,10 - 0,15 |
|
Допуск на ширину проводника b, мм, без покрытия |
0,15 |
0,10 |
+ 0,03 - 0,05 |
0,03 |
|
То же с покрытием |
+ 0,25 - 0,20 |
+ 0,15 - 0,10 |
+ 0,10 - 0,08 |
0,05 |
|
Допуск на расположение отверстия при размере платы до 180 мм d |
0,20 |
0,15 |
0,08 |
0,05 |
|
Допуск на расположение контактных площадок p, мм, на ОПП и ДПП при размере платы до 180 мм |
0,35 |
0,25 |
0,20 |
0,15 |
|
Допуск на расположение контактных площадок p, мм, на МПП при размере платы до 180 мм |
0,40 |
0,35 |
0,30 |
0,25 |
|
Расстояние от края просверленного отверстия до края контактной площадки bm |
0,06 |
0,045 |
0,035 |
0,025 |
5.3 Расчет диаметра контактных площадок
Минимальный диаметр контактных площадок печатных плат, изготовленных комбинированным позитивным методом:
D >min>> >= D>1>>min> + 1,5 h>ф> + 0,03,
где h>ф> - 0,035 мм - толщина фольги;
D>1>>min> = 2*(b>m>+ d>max>/2 + δd + δр) - минимальный эффективный диаметр площадки;
b>m> = 0,035 мм (для ПП 3-го класса точности - таблица 1.5.2) - расстояние от края просверленного отверстия до края контактной площадки;
δd = 0,05 мм; δр = 0,2 мм - допуски на расположение отверстий и контактных площадок (таблица 1.5.2)
d>max> = d + Δd + (0,1 ..... 0,15) - максимальный диаметр просверленного отверстия;
Δd = 0,1 мм - допуск на отверстие (таблица 1.5.2);
d = 0,7 мм - номинальное значение диаметра;
Итак:
d>max> = 0,7 + 0,1 + 0,1 =0,9 мм;
D>1>>min> = 2*(0,035 + 0,9/2 + 0,05 + 0,2) = 1,47 мм
D> >>min> = 1,47 + 1,5*0,035 + 0,03 = 1,5525 мм
D>max> = D> >>min> + (0,02 ..... 0,06) = 1,5525 + 0,02= 1,5725мм.
Максимальный диаметр контактной площадки 1,5725 мм.
1.5.4 Определение ширины проводников
Минимальная ширина проводников для ПП, изготовленных комбинированным позитивным методом:
b >min>> >= b>1>>min> + 1,5 h>ф> + 0,03
где b>1>>min> = 0,18 мм (для ПП 3-го класса точности) - минимальная эффективная ширина проводника;
h>ф> = 0,035 мм - толщина фольги;Тогда:
b>min> = 0,18 + 1,5*0,035 + 0,03 = 0,2625 мм;
b>max> = b>min> + (0,02...0,06) = 0,263 + 0,04 = 0,3025 мм;
Максимальная ширина проводника 0,3025 мм.
1.5.5 Определение минимального расстояния между элементами проводящего рисунка
S>1min> = L>0> - [(D>max>/2 + δ>р>) + (b>max> /2 + δ>1>)
S>1>>min> - минимальное расстояние между проводником и контактной площадкой, где
L>0> - 2,5 мм - расстояние между центрами рассматриваемых элементов; δ>1> = 0,25 - допуск на расположение проводников.
S>1>>min> = 2,5 - [(1,5725/2 + 0,2) + (0,3025/2 + 0,25)] = 1,475 мм
S>2>>min> = L>0> - (D>max> + 2 * δ>p>) - минимальное расстояние между 2 - мя контактными площадками;
S>2>>min> = 2,5 - (1,5725 + 2*0,2) = 0,5275 мм
S>3>>min> = L>0> - (D>max>+ 2 * δ>1>) - минимальное расстояние между 2-мя проводниками;
S>3>>min> = 2,5 - (1,5725 + 2 * 0,25) = 0,4275 мм
1.6 Расчет надежности.
Расчет надежности заключается в определении показателей надежности изделия по известным характеристикам надежности составляющих компонентов и условиям эксплуатации. Для расчета надежности необходимо иметь логическую модель безотказной работы системы. При ее составлении предполагается, что отказы элементов независимы, а элементы и система могут находиться в одном из 2-х состояний: работоспособном и неработоспособном. Элемент, при отказе которого отказывает вся система, считается последовательно соединенным; а элемент, отказ которого не приводит к отказу системы, считается включенным последовательно на логической схеме надежности.
Расчет надежности можно производить по внезапным и по постепенным отказам. При конструировании данного устройства расчет будем проводить по внезапным отказам.
Определим интенсивность потока отказов элементов с учетом условий эксплуатации изделия:
λ = λ>0i> * k>1 >* k>2> * k>3> * k>4> * a>i>(T,k>n>),
где >0>>i> - номинальная интенсивность потока отказов;
k1, k2 - поправочные коэффициенты, зависящие от воздействия механических факторов;
k3 - поправочный коэффициент, зависящий от воздействия влажности и температуры;
k4 - поправочный коэффициент, зависящий от давления воздуха;
а>i>(Т,k>n>) - поправочный коэффициент, зависящий от температуры поверхности элемента и коэффициента загрузки.
Так как расчет надежности блока ведется на этапе технического проектирования, то значения всех поправочных коэффициентов еще не определены. Поэтому воспользуемся полученными из опыта эксплуатации значениями неких обобщенных поправочных коэффициентов, представляющих собой комплексный поправочный коэффициент К, зависящий от объекта установки ЭВМ и учитывающий все условия эксплуатации. Для наземной аппаратуры К=20.
Для последовательного соединения элементов на структурной схеме надежности вероятность безотказной работы составит:
где n - количество элементов.
Интенсивность отказов системы составит

Среднее время наработки на отказ :

Так как разрабатываемый узел не имеет резервных элементов и при отказе любого элемента узла производится полная замена платы (это будет обходиться дешевле, чем поиск неисправности и замена отказавшего элемента), то получаем не резервированную невосстанавливаемую систему. Т.к. все элементы платы являются практически необходимыми для функционирования устройства, то получим последовательную структурную схему надежности.
Исходя из этого получим : >i> = 20*>i>>н>*n, (для элементов соединенных последовательно на структурной схеме надежности блока) где n - количество элементов;
>i>>н> - интенсивность отказа i-ro элемента при нормальных условиях эксплуатации (таблица 1.6.1);
>имс>= 20* 0,013*10-6* 26 =6,76*10-6
>пп> =20*0,7*10-6*1 = 1,4*10-5
>разъема> = 20 * 0,062*10-6*46 * 1 = 5,7*10-5
>паян.соед> = 20 * 0,01*10-6 * 315 = 7,3*10-5
>перех.отв> =20*0,01*10-6*112 = 2,24*10-5

Среднее время наработки на отказ: Т = 1/, Т=1/ 1,73*10-4= 5780 часов Рассчитаем вероятность безотказной работы устройства в течении заданного времени (1000 часов) :
Полученное значение приемлемо для безотказной работы устройства в течение заданного времени.
Таблица 1.6.1 Интенсивность отказов некоторых электро- и радиоэлементов
|
Наименование элемента |
Интенсивность потока отказов, 10-6 , 1/ час |
|
Микросхемы со средней степенью интеграции Большие интегральные схемы Конденсаторы керамические Соединители Гнезда Клеммы, зажимы Плата печатной схемы Пайка печатного монтажа |
0,013 0,01 0,15 0,062 * n 0,01 0,0005 0,7 0,01 |
Таблица 1.6.2 Значения интегрального поправочного коэффициента для аппаратуры различного назначения
|
Объект установки аппаратуры |
Значения поправочного коэффициента |
|
Лабораторные условия Наземная аппаратура Корабль Автомобиль Поезд Аппаратура для высокогорной местности Самолет Ранние образцы ракет Современные образцы ракет |
1,0 20 40 50 60 68 100 400 700 |
2. Разработка технологического процесса изготовления устройства
2.1 Выбор метода изготовления печатной платы
Разработанное устройство будет выполнено на двусторонней печатной плате (ДПП). В соответствии с ГОСТ 23751-86 конструирование ДПП следует осуществлять с учетом следующих методов изготовления : комбинированного, позитивного и электрохимического (полу аддитивного).
Электрохимический метод обеспечивает высокую точность и плотность токопроводящего рисунка. Однако основным требованием к разрабатываемому устройству является высокая надежность, которую обеспечивает комбинированный позитивный метод, благодаря хорошему сцеплению проводников с ПП при использовании этого метода. Кроме того, этот мето нашел наибольшее распространение на предприятии заказчика.
2.2 Технологический процесс изготовления печатной платы комбинированным позитивным методом
Технологический процесс изготовления ПП комбинированным позитивным методом состоит из ряда взаимосвязанных между собой этапов.
Входной контроль фольгированного диэлектрика (СФ-2-35) заключается в проверке размеров листа, состояния поверхности, прочность сцепления фольги в исходном состоянии и при воздействии расплавленного припоя, гальванических растворов и других факторов (ГОСТ 10316-78). При визуальном осмотре листов устанавливается наличие проколов, пузырей и других повреждений. Коробление и изгиб диэлектрика проверяются путем погружения материала в расплавленный припой. При этом выявляются трещины на поверхности и дефекты сцепления между слоями.
Прочность сцепления фольги с диэлектриком характеризуется усилием, необходимым для отрыва плоскости фольги от основания.
Штампуемость материала определяется его способностью подвергаться обработке без образования сколов на грани отверстий и трещин в перемычках между отверстиями.
Способность материала к сверлению определяется пробной обработкой. Изготовление шлифа просверленного отверстия позволяет установить наличие прожигания при сверлении и оплавления поверхности отверстия или наличие шероховатости из торчащих волокон, затрудняющих проведение металлизации отверстий. Внешний вид диэлектрика должен соответствовать ГОСТ 23752-83.
Получение заготовок. Заготовку отрезают с припуском по контуру. Ширина технологического поля составляет 10 мм. Резка листа из фольгированного диэлектрика может производиться дисковой фрезой с охлаждением сжатым воздухом, а также роликовыми или гильотинными ножницами. Применение последних целесообразно, так как при этом повышается производительность, исключается засорение помещений пылью, сокращаются отходы.
Вскрытие базовых отверстий. Для установки заготовки при выполнении некоторых операций ТП предусмотрены фиксирующие и технологические отверстия. Их изготовляют пробивкой или сверлением с помощью специальных устройств.
Сверление отверстий подлежащих металлизации выполняют в кондукторе спиральным сверлом из твердого сплава с углом при вершине сверла 130 гр. Без применения охлаждающей жидкости. Монтажные отверстия сверлят на станках с ЧПУ типа SHMOP, ALPHA-Z, которые имеют массивное гранитное основание для уменьшения промышленных вибраций. Станки должны обеспечивать частоту вращения шпинделя не менее 1000 об/мин., биение сверла не более 0,02 мм, бесступенчатое регулирование скорости, дискретность координатных перемещений. Стенки отверстий должны быть гладкими, без заусениц, расслаивания, ожогов, вмятин диэлектрика. Они должны быть перпендикулярными наружной поверхности платы и свободными от следов инструмента, смазочных веществ и стружки.
Химическая и предварительная гальваническая металлизация ПП.
Химическая и предварительная гальваническая металлизация ПП выполняется на линии химической металлизации и состоит из этапов, описанных ниже.
1. Подготовка поверхности монтажных отверстий ПП заключается в:
а) удалении с поверхности следов предшествующих обработок;
б) обезжиривании поверхности;
в) подтравливании диэлектрика в отверстиях серной кислотой и фтористым водородом;
г) промывка в проточной воде;
д) сенсибилизация, осуществляющейся в растворе двухлористого олова в течении 5.. 7 мин. С последующей промывкой в дистиллированной воде. В результате сенсибилизации на поверхности стенок отверстий адсорбируется пленка ионов двухлористого олова, являющаяся восстановителем для палладия;
е) активации, проводящейся в водном растворе двухлористого палладия и аммиака в течениие 5.. 7 мин. Активация позволяет создать на подложке тонкую пленку металлического палладия, являющегося активатором при последующем осаждении меди.
2. Химическое меднение состоит в восстановлении меди на активированных поверхностях из раствора, в который входят соли меди, никеля, формалина, сды и др. В результате на поверхности платы и в отверстиях образуются электропроводящие покрытия (толщина меди составляет 0,25 ... 0,5 мкм), которые являются основой для последующего гальванического меднения.
3. Гальваническое меднение применяют для увеличения тонкого слоя меди, полученного при химической металлизации до толщины 5 ... 8 мкм и последующего образования проводящего рисунка схемы с толщиной меди в отверстиях 25 мкм. Нанесение гальванических покрытий осуществляется в ваннах. Медь наращивают в сернокислом, борфтористо-водородном и других электролитах. Подготовка поверхности металлизированных заготовок производится на линии подготовки поверхности и включает в себя этапы :
а) обезжиривание;
б) подтравление;
в) промывка;
д) сушка.
4. Проверка качества подготовки. Получение рисунка изначально осуществляется на установке для нанесения сухого пленочного фоторезиста СПФ-2-40, представляющего собой тонкую пленку, полимеризующуюся под действием ультрафиолетового облучения и переходящую в нерастворимое состояние. В результате экспонирования на соответствующей устновке на плате образуется изображение светлых мест фотошаблона. Изображение проявляется на установках проявления струйного типа, и при этом неэкспонированные участки удаляются. Электролитическое меднение и нанесение покрытия "олово-свинец" выполняется на автоматической линии типа "Блазер" и заключается в :
а) обезжиривании;
б) подтравлении;
в) меднении - осаждения слоя меди, толщина которого должна быть не менее 25 мкм, на наружные поверхности не защищенные резистивной маской;
г) активировании
д) электролитическом осаждении сплава "олово-свинец".
Металлизированные поверхности покрываются защитным слоем сплава "олово-свинец", толщина которого 15 мкм. Это производится с целью предохранения проводящего рисунка при дальнейшем травлении плат и обеспечения хорошей паяемости.
Удаление фоторезиста происходит на установке для снятия сухого пленочного фоторезиста. Платы промываются в дистиллированной воде.Травление меди является химическим процессом, при котором участки меди незащищенные резистом удаляются с поверхности диэлектрика. Процесс травления включает в себя предварительную очистку и само травление, которое осуществляется на линии травления струйного типа, так как струйное травление обеспечивает высокую производительность благодаря тому, что с поверхностью платы постоянно соприкасается свежий раствор, поступающий из сопла. Этот метод обеспечивает травление с высокой разрешающей способностью.
Оплавление сплава "олово-свинец". После травления меди с пробельных мест наблюдается эффект нависания покрытия. Для устранения нежелательных свойств производится оплавление на установке инфракрасного облучения УИКО-92. Во время облучения температура сплава "олово-свинец" на непродолжительное время повышается до температуры, превышающей температуру плавления. В результате этого изменяется кристаллическая структура сплава, и он под воздействием сил поверхностного натяжения собирается в пределах проводника.
Обрезка плат по контуру осуществляется после изготовления печатных проводников. Такое построение ТП объясняется тем, что травитель, используемый при производстве ПП, может глубоко проникнуть в диэлектрик и вызывать короткие замыкания, и низкое сопротивление изоляции. Наружный контур получают фрезерованием.
Маркирование ПП необходимо для обеспечения удобства сборки. Для этого на поверхность платы наносят условные обозначения элементов. Для определения узла, к которому относится ПП, наносится шифр платы. На поверхности платы указывается заводской номер и дата изготовления.
Консервацию осуществляют с помощью флюса ФКСП. Флюс распыляют на поверхности платы и в отверстия в специальных распылительных камерах.
Упаковка производится в специальные полиэтиленовые пакеты.
2.3 Выбор варианта ТП изготовления блока
ТП изготовления разработанного устройства представляет собой комплекс действий исполнителей и оборудования по преобразованию исходных материалов и комплектующих элементов в готовое изделие. При разработке ТП ставится задача нахождения такого варианта, который без всяких лишних затрат обеспечит решение поставленной проблемы. В соответствии с ЕС ТПП следует, в первую очередь, использовать типовые технологические маршруты, процессы и операции. Не рекомендуется предусматривать обработку на уникальных дорогостоящих станках за исключением тех случаев, когда это технологически и экономически оправдано. Необходимо использовать только стандартный режущий и измерительны инструмент. Следует применять наиболее современные формы организации производства: непрерывные и групповые поточные линии, групповые ТП и групповые наладки. Разработка рабочего ТП должна выполняться на базе типового.
Типовой ТП сборки ТЭЗ состоит из следующих операций :
1. Подготовка навесных элементов;
2. Установка элементов на 1111;
3. Получение соединений выводов;
4. Контроль монтажа и функциональных свойств ТЭЗ;
5. Консервация.
Рассмотрим ТП более подробно.
Комплектовочная операция.
Согласно комплектовочной карте необходимо произвести комплектацию, то есть получить со склада все необходимые изделия: ПП, ИМС, разъемы и т.д. В технологическую карту записать дату выдачи со склада. Комплектующие изделия разложить в соответствующую тару.
Входной контроль ИМС и ПП.
Контроль заключается в тщательной проверке ИМС и ПП. На поверхности элементов не должно быть трещин, вмятин, сколов и других повреждений. Необходимо проверить наличие товарного знака, знака завода-изготовителя, ключа для определения первого вывода ИМС. Производится сквозная проверка работоспособности ИМС, резисторов на контрольно-проверочном стенде, т.к. отказ любой ИМС приводит к отказу всей системы. Пониженное качество отдельных деталей не исключается, исходя из следующих соображений:
1. Недостаточный контроль на входе;
2. Длительное хранение готовых изделий на складе;
3. Возможность повреждения при транспортировке.
Расконсервирование ПП.
Производится промывка ПП в ванне со спиртобензиновой смесью для удаления с ее поверхности консервирующей смазки. Для прочистки металлизированных отверстий используется специальный стержень диаметром 0,6 мм из оргстекла. Производится тщательный осмотр внешнего вида 1111 с помощью увеличительного стекла. Диэлектрическое основание ПП должно быть монолитным, однородным, без вздутий, расслоений. Цвет диэлектрика должен быть однотипным, без резких границ, выделяющих какие либо области поверхности платы. Слой металлизации должен быть ровным, плотным, без сквозных протравов, трещин, неровностей краев, уменьшающих их минимально допустимую ширину. Сквозные металлизированные отверстия должны быть чистыми и свободными от включений любого рода. При проектировании ПП неучтены размеры резисторов, поэтому необходима операция формовки выводов этих элементов.
Подготовка к лужению.
Качество выполнения паяного соединения во многом зависит от тщательности подготовки соединяемых поверхностей. Для получения прочного соединения необходима хорошя смачиваемость поверхностей флюсами и припоями, которая зависит как от свойств материала, так и от формы шероховатостей поверхностей, наличия на соединяемых поверхностях органических загрязнений, ржавчины, оксидных и жировых пленок. Подготовка поверхностей будет проводиться химическим методом. При химическом способе паяемые поверхности обрабатываются спиртобензиновыми или спиртофреоновыми смесями, путем окунания их в ванну со смесью. Затем производится промывка выводов в теплой проточной воде.
Предварительное обслуживание паяемых поверхностей.
Лужение заключается в покрытии соединяемых деталей тонкой пленкой припоя, которая должна быть сплошной, без трещин, пор, посторонних включений. Лужение производить путем окунания выводов ИМС, ДРЭ и разъема в жидкий флюс ФКС, а затем в ванну с расплавленным припоем ПОС61. Время лужения t = 1сек
Установка ИМС, ДРЭ и разъема на ПП.
Установка навесных элементов на ПП состоит из подачи их в зону установки, ориентации их относительно монтажных выводов или контактных площадок и фиксации их в требуемом положении. В зависимости от характера производства и конструктивных особенностей плат установку производят вручную, механизированным или автоматизированным способом. Автоматизированный способ применяется при сборке в крупносерийном производстве. Механизированный способ используется при укладке элементов на платы с высокой плотность компоновки. Поэтому в данном случае применение ручной сборки наиболее выгодно. При ручной сборке осуществляется также визуальный контроль.
лементы устанавливаются на плату согласно чертежу в следующей последовательности : резисторы, конденсаторы, ИМС, разъем. Для ИМС осуществляют подгибку только двух диагонально расположенных выводов. При установке ИМС должен быть предусмотрен отвод статического электричества от монтажного с помощью заземленного браслета. Последним устанавливают разъем, совмещая его отверстия с отверстиями на плате согласно сборочному чертежу. Разъем закрепляют с помощью винтов, гаек, шайб.
Подготовительная операция.
На этой стадии производится обрезка выводов ДРЭ и разъема с помощью бокорезов.
Нанесение флюса на выводы элементов.
Механизм действия флюса заключается в том, что оксидные пленки металла и припоя растворяются, разрыхляются и всплывают на поверхность флюса. Флюсы служат для уменьшения сил поверхностного натяжения расплавленного припоя на границе металл-припой-флюс.
Наиболее широкое применение при монтажной пайке получили бескислотные флюсы (канифоль и флюсы, приготовленные на ее основе с добавлением неактивных веществ - спирта, глицерина и т.п.). Остаток канифоли не гигроскопичен и является хорошим диэлектриком. Эти флюсы, в отличии от кислотных, не оказывают коррозийного действия. Поэтому будем использовать флюс марки ФСК, представляющий собой раствор сосновой канифоли (10-40%) в этиловом спирте.
Пайка
Процесс пайки контактных соединений состоит из:
а) фиксации соединяемых элементов с предварительно подготовленными поверхностями для пайки;
б) нагрева поверхностей пайки до заданного значения температуры в течениие ограниченного времени;
в) введения в зону пайки флюса и припоя в необходимых и достаточных для пайки дозах;
г) расплавления припоя с максимальным смачиванием им поверхности пайки;
д) остывания припоя в условиях, исключающих взаимное перемещение паяемых деталей.Большое влияние на качество пайки оказывает марка выбранного припоя. Припой должен быть с заданными электрическими характеристиками, легко вытеснять флюс, образуя с основным металлом соединения достаточной механической прочности, а так же обладать определенной плотностью, коэффициентом теплового расширения и антикоррозийными свойствами. Наилучшее качество пайки обеспечивает эвтектический припой. Важное его свойство - узкий диапазон температур для кристаллизации. Припой ПОС61 близок к такому типу припоя. Кроме того, ПОС61 имеет низкую температуру плавления, высокую устойчивость к коррозии. Так как заказчик располагает средствами только для групповой пайки путем погружения платы в расплавленный припой, то выберем этот метод пайки. Время выдержки при температуре припоя Т=240 °С составляет 2…5 сек. Необходимо поддерживать постоянный уровень припоя в ванне и следить за чистотой зеркала припоя, очищая при необходимости от оксидной пленки.
Удаление флюса.
осле пайки необходимо тщательно очистить и отмыть узлы и паяные соединения от загрязнений, способных привести к коррозии и снижению сопротивления диэлектрических материалов. Используем для удаления флюса последовательное погружение в ванну со спиртобензиновой смесью, затем в ванну с горячей и холодной водой. Продолжительность выдержки в каждой ванне около 1 минуты.
Контроль качества пайки производится визуально.
Паяная поверхность должна быть блестящей, ровной, без вздутий, раковин и острых выступов припоя. Дефекты устраняются с помощью паяльника и флюса ФКС путем нанесения небольшого количества флюса на место дефекта и снятия избытка припоя паяльником. Осмотр проводить с помощью увеличительного стекла.
Маркировка производится для повышения ответственности изготовителя блока устройства. Черными чернилами наносится номер устройства, дата изготовления и код цеха или завода изготовителя. При этом дается отметка в техпаспорте на блок.
Проверку на работоспособность проводят на заранее разработанных стендах. В случае неисправности устройства для поиска дефекта применяют осциллограф, с помощью которого можно сравнивать временные диаграммы работы схемы в определенной точке с эталонными. В случае отказа в карточке отказа указываются выявленные при первичном анализе причины и отмечается, как установленные причины отказа влияют на работу других элементов схемы. В техпаспорте делается отметка о дате отказа, причине, элементах схемы, подлежащих замене. Повторное включение производится только после устранения дефекта.
Вторичный монтаж включает в себя демонтаж элементов, вышедших и строя и обнаруженных в процессе проверки. Общее число таких элементов не должно превышать 5,5% , в противном случае плата забраковывается. Повторная пайка замененных элементов производится вручную. Время касания паяльником выводов элементов не превышает 3сек. Повторное касание производится не ранее, чем через 15 сек.
Очистка мест повторной пайки производится с использованием щетинной кисти и спиртобензиновой смеси.
Выходной контроль устройства предназначен для установления соответствия изделий физическим и электрическим параметрам. Все ИМС должны быть припаяны без перекосов. Корпус разъема должен вплотную стоять на плате. На наружной поверхности ПП не должно быть вмятин, царапин и других дефектов, способных повлиять на качество.
Лакировка плат и сушка устраняют влияние климатических воздействий, а так же для повышения коррозийной стойкости. Для этих целей используют лак УР231. Сушка производится горячим воздухом при t = 40..бО°С. После этого плата ставится в тару и упаковывается.
2.4 Анализ технологичности конструкции изделия
Согласно ГОСТ 14.205-803 под технологичностью следует понимать совокупность свойств конструкции изделия, определяющую ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Основным показателем оценки технологичности конструкции является комплексный показатель технологичности, который определяется с помощью базовых показателей по формуле:
 ,
,
де Ki - значение базового показателя;
>i> - значимость показателя;
i - порядковый номер показателя;
S - общее число показателей.
Расчет базовых показателей технологичности.
1. Коэффициент использования ИМС в блоке
К>исп.имс>> >= Н>имс> /(Н>имс> +H>эрэ>), где
Н>имс> = 24 - число ИМС;
Н>эрэ>=1 - общее число элементов в блоке;
К>исп.имс> = 24 / (24+1) = 0,96 (>1> = l)
2. Коэффициент автоматизации и механизации монтажа изделий.
К>а.м. >= Н>а.м.>> >/ Н>м>,
где Н>а.м.>> >- число монтажных соединений, осуществляемых механизированным или автоматизированным способом;
Нм - общее число монтажных соединений;
К>а.м.>=1 (Н>а.м>=Н>м>) (>2> = 0,2)
3. Коэффициент повторяемости ИМС :
К>п.имс> = 1 - Н>т.имс> / Н>имс>,
где Н>т.имс> = 4 – число типоразмеров ИМС в блоке;
Н>имс> =24 - общее число ИМС;
К>п.имс> = 4 - 4/24= 3,8 (>3> = 0,31)
4. Коэффициент прогрессивности формообразования деталей :
К>ф>=Д>пр.> / Д,
где Д>пр.> - число деталей, которые получены прогрессивными методами формообразования;
Д - общее число деталей Кф=0 (>4>=0,11)
5. Коэффициент механизации автоматизации операций контроля и настройки параметров:
К>мнп> = Н>мнп> / Н>кн>,
где Н>мнп> - число операций контроля и настройки параметров, осуществляемых автоматическим или механическим методом;
Н>кн> - общее число операций контроля и настройки;
К>мнп> = 1 (>5>=0,5)
С учетом полученных коэффициентов найдем К :
К = (0,96*1 + 1*0,2 + 3,8*0,31 + 0*0,11+1*0,5)/(1+0,2+0,31 +0,11 + 0,5) = 1,34
В целях обеспечения высокого технического уровня изделий для всех предприятий, разрабатывающих и выпускающих приборы и РЭА, устанавливаются нормативы комплексных показателей, которые характеризуют допустимый предел технологичности, ниже которого показатели вновь разрабатываемого изделия быть не должны. Согласно ОСТ ЧГО. 091.219 норматив комплексного показателя для электронных блоков К>и>=0,5..0,8.
Оценка уровня технологичности проектируемого изделия при известном нормативном комплексном показателе должна удовлетворять условию:
К / К>и> 1.В нашем случае К / К>и> 1,34 / 0,8 = 1,68.
На основании этого можно сделать вывод о технологичности устройства.
Качественная оценка технологичности изделия.
Данное устройство выполнено на ПП, размер которой 4U = 144,5*220 мм точно соответствует принятому размеру в конструкционной системе микроЭВМ. Повышение технологичности изделия обеспечивает применение в разработанном устройстве стандартных элементов. Установка ИМС на ПП производится рядами, что упрощает процесс сборки платы. Отсутствие объемного и жгутового монтажа повышает технологичность конструкции.
2.5 Расчет нормы времени
Норма времени - регламентированное время для выполнения некоторого объема работ в определенных производственных условиях одним или несколькими исполнителями соответствующей квалификации.
Норма штучного времени Т>ш> - время, затрачиваемое на выполнение одной операции по изготовлению одной детали или сборке одной сборочной единицы.
Т>ш> = Т>о> + Т>в> + Т>обс >+ Т>отд> ,
где Т>о>> >- основное время, затрачиваемое на изменение и последующее определение состояния объекта;
Т>в> - вспомогательное время, затрачиваемое на выполнение приемов, необходимых для обеспечения изменения и последующего определения состояния предмета труда;
Т>обс> - время обслуживания рабочего места, затрачиваемое исполнителем на поддержание средств технического оснащения в рабочем состоянии и уход за рабочим местом:
Т>обс> = (0,01...0,07) * Т>оп>.Т>отд> - время необходимых перерывов в работе, затрачиваемое на личные потребности и дополнительный отдых:
Т>отд> = 0,02 * Т>оп>
T>o>>п> - оперативное время, затрачиваемое на осуществление работы, результатом которой является выполнение заданной операции:
T>o>>п> = Т>о> +Т>д>
Рассчитаем Т>ш> на операцию пайки
Ton = 0,8 мин
Тобс = 0,05 * 0,8 = 0,04 мин
Тотд = 0,02 * 0,8 = 0,016 мин
Тш = 0,8 + 0,04 + 0,016 = 0,856 мин
2.6 Основные требования к ТП
1. При работе с ИМС на руку надеть браслет, предварительно заземлив его.
2. Не допускается использование восстановленных деталей и замена материалов комплектующих изделий, которые могут привести к ухудшению технических характеристик и внешнего вида изделия.
3. Работа с платами производится на металлическом листе, заземленном через R = l MОм.
4. Дефекты пайки исправлять паяльником со встроенной термопарой и системой автоматического регулирования температуры.
5. Периодически, после операции лужения производить проверку выводов элементов на паяемость.
6. Во всех производственных помещениях должна быть обеспечена стабильность температуры и влажности воздуха в заданных пределах. Помещения должны очищаться от пыли путем влажной обработки.
7. Организация рабочих мест и выполнение правил личной гигиены по СТП 610-459.
8. Правила техники безопасности согласно ТБ-104.
Условные сокращения
ДРЭ - дискретный радиоэлемент - интегральная микросхема
ПП - печатная плата
ТП - технологический процесс
Список литературы
1. Гузаиров М.Б. Методические указания к курсовому проектированию по дисциплине "Конструкторско-технологическое обеспечение производства ЭВМ ", УГАТУ, Уфа, 1995.-18 с.
2. Шило В. П. Популярные цифровые микросхемы: Справочник.2- е изд. Испр.- Челябинск: Металлургия, 1989.- 352 с.
3. Пирогова Е.В. Проектирование и технология печатных плат: Учебник. – М.: ФОРУМ: ИНФРА-М, 2005. – 560 с.
4. Савельев А.Я., Овчинников В.А. Конструирование ЭВМ и систем. - М.: Высшая школа, 1988.- 305с.
5. ГОСТ 2.707- 81. Правила выполнения электрических схем цифровой вычислительной техники.- М.: Изд- во стандартов, 1981.- 16 с.
6. ГОСТ 2.743- 91. Обозначения условные графические в схемах. Элементы цифровой техники.- М.: Изд-во стандартов, 1992.- 58 с.
|
Инв. № подл. |
Подл. И дата |
Взаим. инв. № |
Инв. № дубл. |
Подл. и дата |
|||||||||||
|
Предприятие- разработчик |
Ведомость оснастки |
||||||||||||||
|
Литера |
|||||||||||||||
|
Номер операции |
Наименование приспособления и вспомогательного инструмента |
Код приспособления и вспомогательного инструмента |
Кол ичес тво |
Наименование режущего инструмента |
Код режущего инструмента |
Кол ичес тво |
Наименование измерительного инструмента |
Код измерительного инструмента |
Кол ичес гво |
||||||
|
5 |
Пинцет |
БА7809-4001 |
|||||||||||||
|
Ручка шариковая |
ЛН1455-0772 |
||||||||||||||
|
Тара |
БА7878-9150 |
||||||||||||||
|
10 |
Ванна |
БА1810-9156 |
|||||||||||||
|
Кисть щетинная |
БА7816-1000 |
||||||||||||||
|
Стержень из |
БА7816-1010 |
||||||||||||||
|
оргстекла |
|||||||||||||||
|
Стекло увеличит. |
УСЗОЗО-4040 |
||||||||||||||
|
15 |
Контр.-измер. стенд |
ЛН2990-4005 |
|||||||||||||
|
20 |
штамп |
БА1420-5001 |
|||||||||||||
|
БАО 152-6007 |
|||||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Нач. ТБ |
Гузаиров М.Б. |
1 |
|||||||||||||
|
Нач.БИХ |
|||||||||||||||
|
Гл.технолог |
Листов |
||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н.контр. |
4 |
|
Инв. № подл. |
Подл. И дата |
Взаим. инв. № |
Инв. № дубл. |
Подл. и дата |
|||||||||||
|
Предприятие- разработчик |
Ведомость оснастки |
||||||||||||||
|
Литера |
|||||||||||||||
|
Номер операции |
Наименование приспособления и вспомогательного инструмента |
Код приспособления и вспомогательного инструмента |
Кол ичес тво |
Наименование режущего инструмента |
Код режущего инструмента |
Кол ичес тво |
Наименование измерительного инструмента |
Код измерительного инструмента |
Кол ичес тво |
||||||
|
25 |
Ванна |
БА7810-9158 |
|||||||||||||
|
Тара |
БА0810-6091 |
||||||||||||||
|
Тара |
БА0870-6091 |
||||||||||||||
|
30 |
Ванна |
БА7810-9160 |
|||||||||||||
|
Ванна |
БА7810-9161 |
||||||||||||||
|
Тара |
БА0871-6092 |
||||||||||||||
|
Тара |
БА0871-6093 |
||||||||||||||
|
35 |
Пинцет |
БА7800-6141 |
|||||||||||||
|
Шаблон |
БА7800-4002 |
||||||||||||||
|
Браслет |
БА7269-1295 |
||||||||||||||
|
Ключ гаечный |
КТ1953-1777 |
||||||||||||||
|
40 |
бокорезы |
БА7814-6245 |
|||||||||||||
|
45 |
Устройство для |
ФП1435-6519 |
|||||||||||||
|
Флюсования и |
|||||||||||||||
|
пайки |
|||||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Нач. ТБ |
Гузаиров М.Б. |
2 |
|||||||||||||
|
Нач. БИХ |
|||||||||||||||
|
Гл.технолог |
Листов |
||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н. контр. |
4 |
|
Инв. № подл. |
Подл.И дата |
Взаим. инв. № |
Инв. № дубл. |
Подл. и дата |
|||||||||||
|
Предприятие- разработчик |
Ведомость оснастки |
||||||||||||||
|
Литера |
|||||||||||||||
|
Номер операции |
Наименование приспособления и вспомогательного инструмента |
Код приспособления и вспомогательного инструмента |
Кол ичес тво |
Наименование режущего инструмента |
Код режущего инструмента |
Кол ичес тво |
Наименование измерительного инструмента |
Код измерительного инструмента |
Кол ичес гво |
||||||
|
55 |
Ванна |
БА0871-6095 |
|||||||||||||
|
Кисть щетинная |
БА7816-1001 |
||||||||||||||
|
60 |
Стекло увеличит. |
УС1601-1205 |
|||||||||||||
|
Паяльник |
БА0388-6011 |
||||||||||||||
|
Подставка |
НЛ40-548 |
||||||||||||||
|
Флакон ФД-10 |
БА1843-3222 |
||||||||||||||
|
Кисть №2 |
НБ072-02 |
||||||||||||||
|
65 |
Испытат. стенд |
БА1843-3222 |
осциллограф |
БА7001-2466 |
|||||||||||
|
70 |
Ручка чернильн. |
НЛ1516-1817 |
|||||||||||||
|
75 |
Флакон ФД-10 |
БА1846-3222 |
|||||||||||||
|
Паяльник |
БА0838-6011 |
||||||||||||||
|
Кисть №2 |
НБ072-02 |
||||||||||||||
|
Подставка |
М40-548 |
||||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Нач. ТБ |
Гузаиров М.Б. |
3 |
|||||||||||||
|
Нач. БИХ |
|||||||||||||||
|
Гл.технолог |
Листов |
||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н.контр. |
4 |
|
Инв.№ подл. |
Подл. И дата |
Взаим. инв. № |
Инв. № дубл. |
Подл. и дата |
|||||||||||
|
Предприятие- разработчик |
Ведомость оснастки |
||||||||||||||
|
Литера |
|||||||||||||||
|
Номер операции |
Наименование приспособления и вспомогательного инструмента |
Код приспособления и вспомогательного инструмента |
Кол ичес тво |
Наименование режущего инструмента |
Код режущего инструмента |
Кол ичес тво |
Наименование измерительного инструмента |
Код измерительного инструмента |
Кол ичес тво |
||||||
|
80 |
Кисть щетинная |
КЩ073-3232 |
|||||||||||||
|
Флакон ФД-10 |
БА1846-1002 |
||||||||||||||
|
Кисть № 2 |
БАВ1816-1002 |
||||||||||||||
|
85 |
Приспособление |
ГГ6-3669/02 |
стенд |
БА7269-1769 |
|||||||||||
|
для визуального |
осциллограф |
БА7002-2465 |
|||||||||||||
|
контроля |
|||||||||||||||
|
Браслет |
БА3514-1 111 |
||||||||||||||
|
90 |
Стойка для ПП |
ГГ 1879-4097 |
|||||||||||||
|
Ванна |
БА3514-1 111 |
||||||||||||||
|
95 |
Тара |
БА7878-6476 |
|||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Нач. ТБ |
ГузаировМ.Б. |
4 |
|||||||||||||
|
Нач.БИХ |
|||||||||||||||
|
Гл.технолог |
Листов |
||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№докум. |
Подпись |
Дата |
Н.контр. |
4 |
|
Маршрутная карта |
|||||||||||||||
|
Литера |
|||||||||||||||
|
Материал |
Код ед. величины |
Масса детали |
Заготовка |
Единица нормир. |
Номер расхода |
Коэф. исп. материал |
|||||||||
|
Наименование, марка |
Код |
Код и вид |
Профиль и размер |
Кол. дет. |
Масса |
||||||||||
|
Номер |
Наименование и содержание операции |
Оборудование (код, наименование, инвентарный номер) |
Приспособление И инструмент (код, наименование) |
Коэф. штучного времени |
Кол. рабочих |
Кол. одн. обрабат. дет. |
Код тариф- ной сетки |
Объем производственной партии |
Тп.з. |
||||||
|
цеха |
участка |
операции |
|||||||||||||
|
Код про-фессии |
Разряд работы |
Единица нормиро- вания |
Код вида нормы |
Т. шт. |
|||||||||||
|
80 |
Очистка мест повторной пайки |
8320045 |
1,7мин |
||||||||||||
|
Стол МЗО-14 |
|||||||||||||||
|
85 |
Выходной-контроль устройства |
8220007 |
|||||||||||||
|
Стол МЗО-14 |
|||||||||||||||
|
90 |
Лакировка |
8310047 |
0,31мин |
||||||||||||
|
Кабина ВТ4127 |
|||||||||||||||
|
95 |
Упаковка |
8550000 |
|||||||||||||
|
Стол МЗО-14 |
|||||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Нач. Т.Е. |
Гузаиров М.Б. |
4 |
|||||||||||||
|
Нач. БТЗ |
|||||||||||||||
|
Гл.Технол. |
Листов |
||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н.контр. |
4 |
|
Инв.№ подл. |
Подпись и дата |
Взам. инв. № |
Инв. № дубл. |
Подпись и дата |
|||||||||||
|
Комплектовочная карта |
|||||||||||||||
|
Номер |
Обозначение |
Наименование |
Откуда поступает |
Кол. ед. величины |
Единица нормиров |
Норма расхода |
Кол. |
Текст подачи |
|||||||
|
цеха |
участка |
Раб. места |
операции |
№ позиции |
Разовая подача |
Общая подача |
|||||||||
|
5 |
Покупные |
||||||||||||||
|
К561ИР6 |
8 |
||||||||||||||
|
К561КП1Б |
8 |
||||||||||||||
|
К561ИМ1 |
8 |
||||||||||||||
|
К561АГ1 |
2 |
||||||||||||||
|
Разъем PC104-64 |
1 |
||||||||||||||
|
Отходы ИМС содержат драгоценные |
|||||||||||||||
|
металлы, подлежат сборе и |
|||||||||||||||
|
сдаче на материальный склад. |
|||||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Пров. |
Гузаиров М.Б. |
1 |
|||||||||||||
|
Листов |
|||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н.контр. |
3 |
|
Инв.№ подл. |
Подпись и дата |
Взам. инв. № |
Инв. № дубл. |
Подпись и дата |
|||||||||
|
Комплектовочная карта |
|||||||||||||
|
Номер |
Обозначение |
Наименование |
Откуда поступает |
Кол. ед. величины |
Единица нормиров |
Норма расхода |
Кол. |
Текст подачи |
|||||
|
цеха |
участка |
Раб. места |
операции |
№ позиции |
Разовая подача |
Общая подача |
|||||||
|
60 |
Канифоль сосновая ГОСТ19113-73 |
кг/127 |
0,4 |
||||||||||
|
65 |
Краска черная ФА59ТУ6-10-9043 |
кг/127 |
0,01 |
||||||||||
|
75 |
Канифоль сосновая ГОСТ 19113-73 |
кг/127 |
ОД |
||||||||||
|
Припой ПОС61 ГОСТ 21930-73 |
кг/127 |
0,1 |
|||||||||||
|
80 |
Спирт ГОСТ 183000-72 |
л/097 |
0,2 |
||||||||||
|
Бензин БР-1 ГОСТ 443-76 |
л/097 |
0,2 |
|||||||||||
|
90 |
Лак УР-231ТУ6-10-863-76 |
кг/127 |
0,3 |
||||||||||
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№ дубл. |
Подпись и дата |
|||||||||||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
||||||||||||||
|
Номер цеха |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
||||||||||
|
5 |
Комплектовочная |
||||||||||||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
||||||||||
|
1 |
Комплектацию произвести согласно комплектовочной карте |
БА7878-9150 |
тара |
||||||||||||
|
2 |
Сделать отметку в техпаспорте |
ЛН1455-0772 |
|||||||||||||
|
- поставить дату выдачи комплектовки |
ручка |
||||||||||||||
|
- поставить личное клеймо |
шариковая |
||||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Пров. |
ГузаировМ.Б. |
1 |
|||||||||||||
|
Листов |
|||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н. контр. |
19 |
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№ дубл. |
Подпись и дата |
|||||||||||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
||||||||||||||
|
Номер цеха |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
||||||||||
|
10 |
Расконсервирование ПП |
||||||||||||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
||||||||||
|
1 |
Промыть ПП в спиртобензиновой смеси |
БА7810-9156 |
|||||||||||||
|
ванна |
|||||||||||||||
|
БА7816-1000 |
|||||||||||||||
|
кисть щетинная |
|||||||||||||||
|
2 |
Прочистить отверстия |
БА7818-1000 |
|||||||||||||
|
стержень из |
|||||||||||||||
|
оргстекла |
|||||||||||||||
|
3 |
Произвести тщательный осмотр ПП |
УСЗОЗО-4040 |
|||||||||||||
|
стекло |
|||||||||||||||
|
увеличительное |
|||||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Пров. |
ГузаировМ.Б. |
2 |
|||||||||||||
|
Листов |
|||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н.контр. |
19 |
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№ дубл. |
Подпись и дата |
||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
|||||
|
Номер цеха |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
|
|
15 |
Входной контроль |
|||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
|
|
1 |
Произвести тщательный визуальный осмотр НЭ |
|||||
|
2 |
Произвести сквозную проверку работоспособности НЭ |
ЛН2990-4005 |
||||
|
контрольно- |
||||||
|
измерительный |
||||||
|
стенд |
||||||
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№ дубл. |
Подпись и дата |
|||||||||||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
||||||||||||||
|
Номер цеха |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
||||||||||
|
20 |
Формовка выводов ДРЭ |
||||||||||||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
||||||||||
|
1 |
Произвести формовку выводов ДРЭ согласно ТО-01.02/30 |
БА1420.50001 |
|||||||||||||
|
штамп |
|||||||||||||||
|
2 |
Уложить формованные ДРЭ в тару |
БАО 152-6007 |
|||||||||||||
|
тара |
|||||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Пров. |
ГузаировМ.Б. |
4 |
|||||||||||||
|
Листов |
|||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Н.контр. |
19 |
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№дубл. |
Подпись и дата |
||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
|||||
|
Номер цеха |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
|
|
25 |
Подготовка к лужению |
|||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
|
|
1 |
Наполнить ванну спиртобензоловой смесью |
БА1810-958 |
||||
|
ванна |
||||||
|
2 |
Опустить выводы ИМС в ванну со смесью на Зс. |
БА0879-8091 |
||||
|
тара |
||||||
|
3 |
Повторить переход 2 для разъёма |
БА0879-8091 |
||||
|
тара |
||||||
|
4 |
Промыть выводы в теплой промывочной воде |
|||||
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№ дубл. |
Подпись и дата |
|||||||||||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
||||||||||||||
|
Номер цеха |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
||||||||||
|
35 |
Установка НЭ и разъёма на ПП |
||||||||||||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
||||||||||
|
1 |
Установить разъём |
КГ1953-1777 |
|||||||||||||
|
ключ гаечный |
|||||||||||||||
|
2 |
Установить ПП в кассету |
БА7327-4096 |
|||||||||||||
|
кассета |
|||||||||||||||
|
Разраб. |
Петров Д.Г. |
Лист |
|||||||||||||
|
Пров. |
ГузаировМ.Б. |
7 |
|||||||||||||
|
Листов |
|||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
Изм. |
Лист |
№докум. |
Подпись |
Дата |
Н. Контр. |
19 |
||||
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№ дубл. |
Подпись и дата |
|||||||||||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
||||||||||||||
|
Номер <еха |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
||||||||||
|
40 |
Обрезка выводов НЭ и разъёма |
||||||||||||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
||||||||||
|
1 |
Обрезать выводы разъёма в размер (0,8 ± 0,2)мм от основания |
БА7814-6245 |
|||||||||||||
|
платы |
бокорезы |
||||||||||||||
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№ дубл. |
Подпись и дата |
||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
|||||
|
Номер цеха |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
|
|
45 |
Нанесение флюса на выводы |
|||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
|
|
1 |
Произвести флюсование волной с использованием флюса ФКС |
ФП1435-6919 |
||||
|
устройство для |
||||||
|
флюсования |
||||||
|
и пайки |
||||||
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№ дубл. |
Подпись и дата |
||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
|||||
|
Номер цexa |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
|
|
50 |
Пайка |
|||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
|
|
1 |
Включить электропитание установки |
|||||
|
2 |
Включить нагреватель ванны с припоем ПОС61 |
ФП1435-6519 |
||||
|
Время нагрева ванн до t=245± 5°C 30 мин. |
устройство для |
|||||
|
флюсования |
||||||
|
3 |
Вставить кассету с платой в держатель кассет |
|||||
|
4 |
Нажать кнопку «Пуск» на установке |
|||||
|
Инв.№ подл. |
Подпись и дата |
Взаим. инв.№ |
Инв.№ дубл. |
Подпись и дата |
||
|
9А |
Операционная карта Слесарных, слесарно-сборочных и электромонтажных работ |
|||||
|
Номер цеха |
Номер участка |
Номер раб.м. |
Номер операции |
Наименование операции |
Оборудование (наименование, модель) |
|
|
55 |
Удаление флюса |
|||||
|
Номер перехода |
Содержание перехода |
Технологический режим |
Приспособление (код, наименование) |
Инструмент (код, наименование) |
То |
|
|
1 |
Наполнить ванну раствором бензина и этилового спирта |
БА6871-6069 |
||||
|
ванна |
||||||
|
2 |
Погрузить ПП в ванну с раствором |
БА6871-6069 |
||||
|
ванна |
||||||
|
3 |
Промыть ПП в горячей воде |
БА7816-1001 |
||||
|
кисть щеточная |
||||||
|
4 |
Промыть ПП в холодной воде |
БА7819-1001 |
||||
|
кисть щеточная |
||||||
|
5 |
Проверить визуально качество удаление флюса |
|||||
|
|
Зона |
Поз. |
Обозначение |
Наименование |
Кол. |
Приме- чание |
||
|
Документация |
||||||||
|
А4 |
5093.096 000.000СБ |
Сборочный чертеж |
1 |
|||||
|
А3 |
5093.096 000.000Э3 |
Схема электрическая |
1 |
|||||
|
принципиальная |
||||||||
|
А4 |
5093.096 000.000ПЭ3 |
Перечень элементов |
1 |
|||||
|
Детали |
||||||||
|
А4 |
1 |
5093.096 000.001 |
Плата печатная |
1 |
||||
|
Прочие изделия |
||||||||
|
Микросхемы |
||||||||
|
1-4 |
КР561ИР6 |
4 |
DD1-DD4 |
|||||
|
5,6 |
КР561ИР6 |
2 |
DD16,DD17 |
|||||
|
7,8 |
КР561ИР6 |
2 |
DD24,DD25 |
|||||
|
9-12 |
КР561КП1Б |
4 |
DD5-DD8 |
|||||
|
13-16 |
КР561КП1Б |
4 |
DD10-DD13 |
|||||
|
17 |
КР561ИМ1 |
1 |
DD9 |
|||||
|
18-23 |
КР561ИМ1 |
6 |
DD18-DD23 |
|||||
|
24 |
КР561ИМ1 |
1 |
DD26 |
|||||
|
25,26 |
КР561АГ1 |
2 |
DD14,DD15 |
|||||
|
Разъемы |
||||||||
|
27 |
PC104-64 |
1 |
X1 |
|||||
|
5093.077 000.000 |
||||||||
|
Изм |
лист |
N докум |
Подпись |
дата |
||||
|
Разраб. |
Петро Д.Г. |
Управляющий автомат умножителя |
Литер |
Лист |
Листов |
|||
|
Провер |
Гузаиров М.Б. |
у |
1 |
|||||
|
УГАТУ ВМ-330Т |
||||||||
|
Н.Конт. |
||||||||
|
Утв. |
 Формат
Формат