Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
|
|
6 |
|
Введение |
7 |
|
1. Исходные данные |
10 |
|
1.1. Базовая информация |
10 |
|
1.2. Руководящая информация |
11 |
|
1.3. Справочная информация |
12 |
|
2. Обзор литературных источников |
13 |
|
3. Технологическая часть |
14 |
|
3.1 Характеристика изделия |
14 |
|
3.2. Конструктивно-технологическая характеристика детали "картер" |
15 |
|
3.3. Классификация и кодирование |
19 |
|
3.4. Анализ технологичности конструкции |
23 |
|
3.5. Определение типа производства |
31 |
|
3.6. Проектирование заготовки |
35 |
|
3.7. Анализ схем базирования |
46 |
|
3.8. Разработка технологического маршрута изготовления "картера" |
51 |
|
3.8.1. Анализ базового технологического процесса |
51 |
|
3.9. Расчет режимов резания и нормирование |
57 |
|
3.9.1. Расчет режимов резания |
57 |
|
3.9.2. Нормирование |
60 |
|
4. Конструкторская часть |
63 |
|
4.1. Описание станочного приспособления и принцип его работы |
63 |
|
4.2. Расчет приспособления |
66 |
|
4.2.1. Силовой расчет приспособления |
66 |
|
4.2.2. Точностной расчет приспособления |
69 |
|
4.3. Технологический процесс сборки и расчет размерной цепи редуктора |
70 |
 Аннотация
Аннотация
МГАПИ, МТ-1
УКП Стромынка
|
5. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ |
72 |
|
5.1. Анализ опасных и вредных факторов, возможных чрезвычайных ситуаций |
72 |
|
5.2. Разработка мероприятий, обеспечивающих снижение отрицательного влияния опасных и вредных производственных факторов и чрезвычайных ситуаций |
78 |
|
|
85 |
|
5.4. Расчет общего освещения механического цеха. |
88 |
|
6. ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ |
94 |
|
6.1. Определение структуры цеха и состав служб |
94 |
|
6.2. Определение расчетного объема выпуска |
96 |
|
6.3. Определение затрат времени |
97 |
|
6.4. Расчет количества оборудования и сборочных рабочих мест |
98 |
|
6.5. Рабочие основного производства |
100 |
|
6.6. Расчет общей численности работающих в цехе |
101 |
|
6.7. Выбор транспортных средств |
102 |
|
6.8. Параметры вспомогательных участков цеха |
104 |
|
6.9. Определение площадей участков и служб цеха |
105 |
|
6.10. Разработка компоновочного плана цеха |
108 |
|
6.11. Автоматизированное рабочее место (АРМ) |
109 |
|
6. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ |
112 |
|
7.1. Организация производственного процесса по производству детали «картер» |
112 |
|
7.1.1. Исходные данные |
112 |
 5.3.
Мероприятия, обеспечивающие снижение
вредного воздействия на окружающую
среду
5.3.
Мероприятия, обеспечивающие снижение
вредного воздействия на окружающую
среду|
7.1.2. Определение типа производства и обоснование формы организации производственного процесса |
113 |
|
7.1.3. Организация участка серийного производства |
115 |
|
7.2. Оценка экономической эффективности работы участка |
121 |
|
7.2.1. Определение стоимости основных фондов и амортизационных отчислений |
121 |
|
7.2.2. Определение себестоимости и цены продукции |
126 |
|
7.2.3. Определение экономической эффективности проекта и технико-экономических показателей |
134 |
|
|
138 |
|
8.1. Исследование методов отделочной и упрочняющей обработки деталей машин |
138 |
|
8.2. Применение устройств ППД отверстий при обработке «корпусов» |
143 |
|
8.3. Обработка отверстий ППД пружинными инструментами |
155 |
|
8.4. Применение универсальных измерительных центров в промышленности |
160 |
|
Список использованный источников |
165 |
|
Приложения |
168 |
Аннотация
В данной работе на основании чертежа детали и годовой программы проводится конструктивно-технологический анализ детали. Производится классификация и кодирование, а также отработка детали на технологичность. Выбирается вид исходной заготовки. Определяется тип производства.
Также мы проводим анализ схем базирования, составляем технологический маршрут и рассчитываем режимы резания и проводим нормирование данной операции.
В конструкторской части мы проектируем приспособление на одну из операций и производим его расчет.
 На
основании Методических указаний МГАПИ,
дипломный проект включает раздел
безопасности жизнедеятельности и
технико-экономический расчет.
На
основании Методических указаний МГАПИ,
дипломный проект включает раздел
безопасности жизнедеятельности и
технико-экономический расчет.
Проект включает графическую часть – 8 листов формата А1 и пояснительную записку с Приложениями и списком использованных источников из 29 наименований.
Введение
Совокупность методов и приемов изготовления машин, выработанных в течение длительного времени и используемых в определенной области производства, составляет технологию этой области. В связи с этим возникли понятия: технология литья, технология обработки давлением, технология сварки, технология механической обработки, технология сборки машин. Все эти области производства относятся к технологии машиностроения, охватывающей все этапы процесса изготовления машиностроительной продукции.
Однако под "технологией машиностроения" принято понимать научную дисциплину, изучающую преимущественно процессы механической обработки деталей и сборки машин и попутно затрагивающую вопросы выбора заготовок и методы их изготовления. Это объясняется тем, что в машиностроении заданные формы деталей с требуемой точностью и качеством их поверхностей достигаются в основном путем механической обработки, так как другие способы обработки не всегда могут обеспечить выполнение этих технических требований. В процессе механической обработки деталей машин возникает наибольшее число проблемных вопросов, связанных с необходимостью выполнения технических требований, поставленных конструкторами перед производством. Процесс механической обработки связан с эксплуатацией сложного оборудования — металлорежущих станков; трудоемкость и себестоимость механической обработки больше, чем на других этапах процесса изготовления машин.
Эти обстоятельства объясняют развитие "технологии машиностроения" как научной дисциплины в первую очередь в направлении изучения вопросов технологии механической обработки и сборки, в наибольшей мере влияющих на производительную деятельность предприятия.
Сложность процесса и физической
природы явлений, связанных с механической
обработкой, вызвала трудность изучения
всего комплекса вопросов в пределах
одной технологической дисциплины и
обусловила образование нескольких
таких дисциплин. Так, явления, происходящие
при снятии слоев металла
режущим и абразивным инструментом,
изучаются в дисциплине "Учение о
резании металлов"; изучение конструкций
режущих инструментов и материалов для
их изготовления относится к дисциплине
"Режущие инструменты".
Эти специализированные технологические дисциплины сформировались раньше, чем комплексная дисциплина "Технология машиностроения".
В "Технологии машиностроения" комплексно изучаются вопросы взаимодействия станка, приспособления, режущего инструмента и обрабатываемой детали; пути построения наиболее рациональных, т. е. наиболее производительных и экономичных, технологических процессов обработки деталей машин, включая выбор оборудования и технологической оснастки; методы рационального построения технологических процессов сборки машин.
Таким образом, научная дисциплина "Технология машиностроения" изучает основы и методы производства машин, являющиеся общими для различных отраслей машиностроения.
Вопросы же, характерные для технологии производства специализированных отраслей, изучаются в специальных руководствах, таких, например, как "Технология автотракторостроения", "Технология двигателестроения", "Технология станкостроения" и т. д.
Учение о технологии машиностроения в своем развитии прошло в течение немногих лет путь от простой систематизации производственного опыта механической обработки деталей и сборки машин до создания научно обоснованных положений, разработанных на базе теоретических исследований, научно проведенных экспериментов и обобщения передового опыта машиностроительных заводов.
Технология машиностроения как научная дисциплина создана советскими учеными. Начало формирования этой дисциплины относится к тридцатым годам нашего столетия. Развитие технологии механической обработки и сборки и ее направленность обусловливаются стоящими перед машиностроительной промышленностью задачами совершенствования технологических процессов, изыскания и изучения новых методов производства, дальнейшего развития и внедрения комплексной механизации и автоматизации производственных процессов на базе достижений науки и техники, обеспечивающих наиболее высокую производительность труда при надлежащем качестве и наименьшей себестоимости выпускаемой продукции.
1. Исходные данные
1.1. Базовая информация.
Чертеж
детали "картер".
Годовой объем выпуска детали N>r> - 7200 шт.
Режим работы цеха - в две смены.
Планируемый интервал времени выпуска по неизменным чертежам - 2 года.
1.2.
Руководящая информация.
cтандарты ЕСКД;
стандарты ЕСТПП;
стандарты ЕСТД.
1.3.
Справочная информация.
При выполнении дипломного проекта была использована следующая справочная информация:
Информация о действующем техпроцессе и его техническом оснащении;
принятый на производстве вид исходной заготовки;
каталоги оборудования, оснастки;
нормативные данные по выбору заготовки, припусков, режимов резания и т. д.
2. Обзор литературных источников
Помимо
рекомендованной литературы были
проанализированы дополнительные
литературные источники.
Дополнительно изучены для отработки детали на технологичность - Орлов Е.Н., Ершов А.А., Никифоров А.В. и др. Технология машиностроения. Методические указания. - М.: МИП, 1988. - 32 с. с ил.; для определения типа производства и выбора технологических баз - Маталин А.А. Технология машиностроения. - М.: Машиностроение, 1985 - 496 с. с ил.; для расчета припусков и режимов резания – Справочник технолога-машиностроителя. В 2-х томах. Под ред. Косиловой А.Г. и Мещерякова Р.К. - М.: Машиностроение, 1985.; для проектирования и расчета приспособления - Станочные приспособления. Справочник в 2-х т. Т. 1. Под ред. Б.Н. Вардашкина и А.А. Шатилова. - М.: Машиностроение, 984. - 592 с., ил.
Были использованы Методические пособия, разрабатываемые на кафедре МТ1 (авторы Султан-заде Н.М., Власьевнина Л.К., Орлов Е.Н., Албагачиев А.Ю. и другие).
При выполнении раздела БЖД будут изучены соответствующие учебники и справочники (авторы Еремин В.Г., Кукин П.П., Белов С.В.), Методические указания МГАПИ.
Технико-экономические расчеты будут проводиться на базе лекционных материалов и курсовой работы (руководитель Капелюш Г.С.), литературы и Методических указаний МГАПИ.
Оформление записки дипломного
проекта и графической части будем
производить с использованием следующих
источников - Стандарт СТП МГАПИ. Проекты
(работы) дипломные и курсовые – М.: МИП.
1988.- 32 с.;
Сультан-заде Н.М., Жуков К.П., Зуев В.Ф.
Методические указания по оформлению
курсовых и дипломных проектов. – М.:
МГАПИ. 2001.- 117 с.
3. Технологическая часть
3.1. Характеристика изделия.
Редуктор предназначен для передачи крутящего момента от типового двигателя на энергетическую установку. Вращение передается на цилиндрический редуктор от двигателя, через промежуточный конический редуктор. Редуктор состоит из фрикциона ведущей шестерни, ведомой шестерни, промежуточного и ведущего вала.
Фрикцион редуктора многодисковый, сухого трения, служит для гашения инерционных усилий, возникающих при резком изменении нагрузки энергетической установки.
На шлицах ведущего вала установлена зубчатая муфта через которую передается вращение от промежуточного конического редуктора на цилиндрический редуктор.
Масляная система редуктора циркуляционного типа, состоящая из насоса, сливного клапана, сапуна, указателя уровня масла, радиатора охлаждения трубопроводов, установленных на промежуточном коническом редукторе.
Привод
управления редуктором состоит из
рычага, концевого выключателя, профильного
кулачка, через вал, вилку, сухарь, муфта
включения.
Управление муфтой осуществляется рычагом, который имеет два положения. При переключении рычага в положение «работа» муфта входит в зацепление с зубчатым валиком промежуточного конического редуктора. При переключении рычага в другое положение муфта выходит из зацепления с валом промежуточного редуктора и передача вращения на цилиндрический редуктор, а следовательно и на энергетическую установку прекращается. Блокировочное устройство (концевой выключатель) исключает одновременную работу энергетической установки и коробки передач.
Обороты выходного вала – n = 8000 об./мин.;
масса
изделия – m
= 28,5 кг;
мощность э.у. – N = 70 кВт
3.2. Конструктивно-технологическая характеристика детали «Картер»
Картера
и другие корпусные детали заключают в
себе или поддерживают детали машин.
Картера в значительной степени определяют
работоспособность и надежность машин
по критериям виброустойчивости, точности
работы под нагрузкой и долговечности.
Основными критериями работоспособности
картеров служит жесткость. Повышенные
упругие перемещения в корпусник деталях
приводят к неправильной работе механизма,
способствует возникновению различных
колебавши. Картер редуктора изображен
на листе 1 графической части дипломного
проекта.
Материал для картера выбирается с учетом выше указанных критериев работоспособности и технологических требований.
Основным критерием для картеров является соосность.
Перпендикулярность относительно оси.
В картеры заправляют смазку для обеспечения обильной смазки деталей редукторов.
Диаметры основных отверстий для картера являются:
посадочные отверстия под подшипники;
посадочные отверстия под ось;
посадочные отверстия под уплотнения.
Основные допуска назначаются на:
межцентровые расстояния
A>1> – 116.101±0.090
A>2> – 84.02±0.09
посадочные отверстая подшипников, осей и уплотнителей:
67H7±0.030
125H7(+0.040)
160H7(+0.040)
Линейные размеры:
140 II (-0,26)
90 II (-0,23).
Материал изготовления картера – АК9>4>.
Относится к первой группе (по физико-механическим свойствам), то есть с высоким содержанием кремния).
Сплав характеризуется хорошими литейными свойствами
- хорошей текучестью
- хорошей герметичностью
- малой способностью к горячим трещинам.
Шероховатость основных поверхностей «картера» - R>a>=1,6…3,2 мкм, остальных – R>a>=6,3…12,5мкм
По условиям работы картер должен быть герметичным, коррозийно стойким, по возможности легким, достаточно прочным по отношению к динамическим и вибрационным нагрузкам.
С учетом выше указанных критериев работоспособности и технологических требований выбираем в качестве материала для изготовления картера сплав АК9>4> ГОСТ 1583-89.
Химический
состав сплава марки АК9>4>
ГОСТ 1583-89
Mg
= 0,17…0,3%
Si = 6,0…10,5%
Mn = 0,25…0,5%
Fe = 0,8%
Zn = 0,3%
Pb = 0,01%
Ti = 0,15%
Таблица 3.3.1
Физические свойства сплава марки АК9>4> ГОСТ 1583-89
|
Предел
прочности при растяжении >в>, |
Предел прочности на изгиб >и>, МПа |
Плотность , г/см2 |
Относительное удлинение S |
Ударная вязкость d |
|
235 |
588 |
2.5…2.7 |
3% |
0.4 |
На эскизе (рис. 3.3.1 ) представлена деталь "картер" с годовым объемом выпуска N>г> = 7200 шт. и массой детали - 6 кг.
Эскиз
детали «картер»
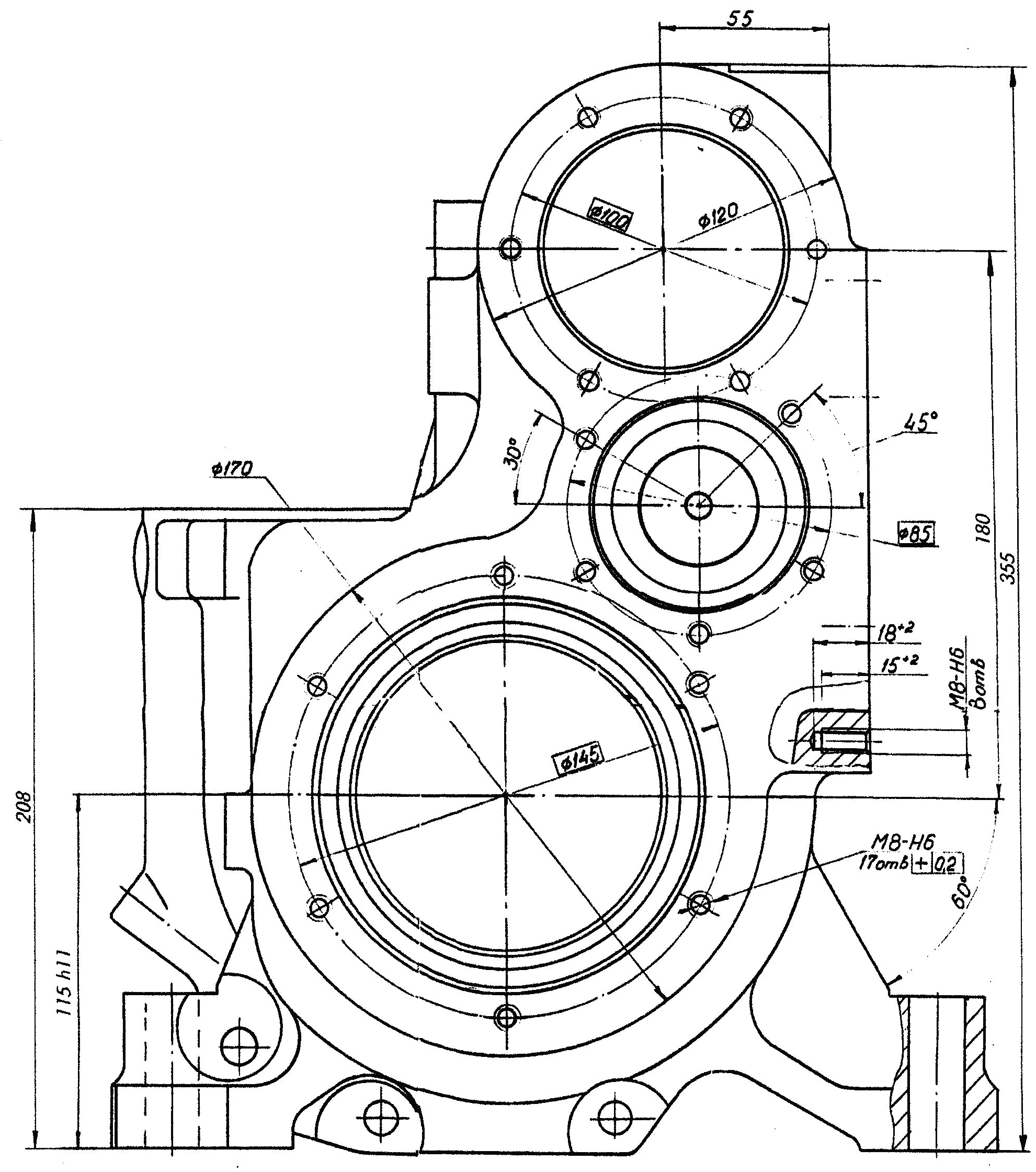
рис. 3.3.1
3.3. Классификация и кодирование.
Единая
система технологической подготовки
производства (ЕСТПП) устанавливает
единые для всех отраслей машиностроения
и приборостроения порядок и организацию
ведения технологической подготовки
производства. Наряду с применением
типовых технологических процессов,
стандартной технологической оснастки
и оборудования, унифицированных средств
механизации и автоматизации
производственных процессов. ЕСТПП
предусматривает решение большого
комплекса инженерно-технических и
технико-экономических задач, решаемых
средствами вычислительной техники, в
том числе:
- анализ состава изделия;
- технологический анализ производства;
- планирование и управление ТПП;
- проектирование технологических процессов;
- технологическое планирование площадей и оборудования;
- разработку технологических нормативов.
Осуществление этих задач, а следовательно, нормальное функционирование ЕСТПП невозможно без рационально построенной системы информационного обеспечения, позволяющей организовать связь и взаимосвязь всех элементов системы.
В настоящее время разработаны конструкторский и технологический классификаторы, которые являются носителями информационного обеспечения ЭВМ. На базе этих классификаторов осуществляется анализ конструкции детали и ее технологических признаков. На основе анализа осуществляется кодирование конструкторско-технологических признаков. Кодирование необходимо для создания на предприятии информационно-поисковой системы (ИПС) на базе ЭВМ. Информационно-поисковая система позволяет из многотысячной номенклатуры деталей предприятия выбрать детали с необходимыми конструкторско-технологическими признаками.
Подбор
деталей с одинаковыми
конструкторско-технологическими
признаками позволяет применить групповые
технологические процессы в условиях
серийного и единичного производства
Для группирования деталей по их конструкторско-технологическому подобию используется конструкторско-технологический код детали, который имеет следующую структуру
|
ХХХХХX.XXX |
ХХХХХХ.ХХХХХХХХ |

-
Обозначение детали по конструкторскому документу
Технологический
код
детали
рис.3.3.2
Таким образом, создание полного конструкторско-технологического кода детали состоит из двух этапов:
1-й этап – классификация и кодирование конструкторских признаков детали;
2-й этап классификация и кодирование технологических признаков детали.
В качестве исходный данных для обоих этапов используются рабочие чертежи деталей, выполненные в соответствиями с требованиями ЕСКД.
таблица 3.3.2
Формирование
кода конструктивных признаков детали
«Картер»
|
№ п/п |
Ступень классификации |
Код |
Конструктивные признаки лежащие в основе классификации |
Источник информации |
|
1 |
Класс |
50 |
Детали общемашиностроительного применения – не тела вращения |
[21] |
|
2 |
Подкласс |
1 |
Корпусы механизмов, приводных устройств, гидро- и пневмосистем, коробчатые детали, имеющие одно или несколько отверстий |
[21] |
|
3 |
Группа |
4 |
Корпусы неразъёмные с установочной поверхностью, с комбинированной наружной поверхностью (призматической и криволинейной) |
[21] |
|
4 |
Подгруппа |
5 |
Корпусы с плоской установочной поверхностью, с фиксирующими элементами, некруглыми, с параллельными установочной поверхности базовыми отверстиями |
[21] |
|
5 |
Вид |
8 |
Несколькими параллельными, глухими и сквозными |
[21] |
Конструкторский код детали «Картер»
|
МГАПИ |
501458.001 |
таблица
3.3.1
Формирование постоянной части технологического кода детали
|
№ п/п |
Признаки технологической классификации |
Код |
Источник информации |
|
1 |
Вид исходной заготовки: отливка |
14 |
Технологический классификатор; табл. 6, стр. 3 |
|
2 |
Квалитет точности наружной поверхности: h11; внутренней поверхности: H6 |
2 3 |
Технологический классификатор; табл. 7, стр. 4 |
|
3 |
Шероховатость наружной поверхности: R>a>=1,6мкм |
3 |
Технологический классификатор; табл. 8, стр. 4 |
|
4 |
Характеристика элементов зубчатого зацепления: без элементов зубчатого зацепления |
0 |
Технологический классификатор; табл. 9, стр. 4 |
|
5 |
Характеристика термообработки: без термообработки |
0 |
Технологический классификатор; табл. 10, стр. 5 |
|
6 |
Весовая характеристика детали: масса детали 6 кг |
B |
Технологический классификатор; табл. 11, стр. 5 |
Технологический код детали «картер»:
786404.1423300B
Полный конструкторско-технологический код детали «картер»:
МГАПИ 501458.001.786404.1423300B
3.4.
Анализ технологичности конструкции
Рациональные конструкции машин, обеспечивающие необходимые эксплуатационные требования не могут быть созданы без учета трудоемкости и материалоемкости их изготовления.
Соответствие конструкции машин требованиям трудоемкости и материалоемкости определяют технологичность конструкции.
При объективной оценке технологичности конструкции машин, их деталей и узлов, учитывают ряд положительных факторов, определяющих технологичность конструкции.
При объективной оценке технологичности конструкции машин, их деталей и узлов, учитывают ряд положительных факторов, определяющих технологичность конструкции. К ним относится:
1. оптимальная форма детали, обеспечивающая изготовление заготовки с наименьшим припуском и наименьшим количеством обрабатываемых поверхностей;
2. наименьший вес машины
3. наименьшее количество материала, применяемого в конструкции машин
4. взаимозаменяемость деталей и узлов с оптимальным значением полей допуска
5. нормализация (стандартизация) и унификация деталей, узлов и их отдельных конструкторских элементов.
Корпус представляет собой полую коробку с взаимно-параллельными и перпендикулярными плоскостями, что позволяет применить типовой технологический процесс изготовления, так как обрабатываемые плоскости расположены параллельно, то возможно использовать многоинструментальный обрабатывающий центр с высокопроизводительными режимами резания и необходимой точностью.
Жесткость конструкции корпуса, толщина стенок позволяют обеспечить надежное базирование и закрепление при обработке и контроле,
Конструкция
детали не имеет резких перепадов
внутренних и наружных диаметров,
неперпендикулярность осей отверстий
относительно установочных поверхностей
не более 0,02 мм, смещение осей отверстий
от номинального расположения не более
0,02 мм.
Основные требования по технологичности конструкции деталей машиностроения излагается в литературе [5, 6].
Конструкции детали должны состоять из стандартных и унифицированных конструктивных элементов (КЭД) или быть стандартной в целом.
Детали должны изготавливаться из стандартных или унифицированных заготовок.
Размеры детали должны иметь оптимальную точность. Шероховатость поверхностей должна быть оптимальной.
Физико-химические и механические свойства материала детали, её жесткость, форма, размеры должны соответствовать требованиям технологии изготовления (включая процессы отделочно-упрочняющей обработки, нанесения антикоррозийных покрытий и т.п.), а также хранения и транспортировки.
Базовая поверхность детали должна иметь оптимальные показатели точность и шероховатости поверхности, которые обеспечивают требуемую точность установки, обработки и контроля.
Заготовки для изготовления деталей должны быть получены рациональным способом с учетом материала, заданного объема выпуска и типа производства.
Метод изготовления деталей должен обеспечивать возможность одновременного изготовления нескольких деталей.
Сопряжение поверхностей деталей различных квалитетов точности и шероховатости поверхности должны соответствовать применяемым методам и средствам обработки.
Конструкция
детали должны обеспечивать возможность
применения типовых и стандартных
технологических процессов ее изготовления.
Отработку технологичности детали «картер» на технологичность проведем в соответствии с Методическими указаниями МГАПИ [4].
Таблица 3.4.1
Анализ
технологичности конструкции детали
"картер" геометрической форме и
конфигурации поверхностей
|
№ п/п |
Требования технологичности |
Характеристика технологичности |
|
1 |
Деталь должна изготавливаться из стандартных или унифицированных заготовок |
Конструкция детали технологична |
|
2 |
Свойства материала детали должны удовлетворять существующую технологию изготовления, хранения, транспортировки |
Конструкция детали технологична |
|
3 |
Конструкция детали должна обеспечить возможность применения типовых, групповых или стандартных технологических процессов |
Конструкция детали технологична |
|
4 |
Конструкция детали должна обеспечивать возможность одновременной обработки нескольких деталей |
Конструкция детали технологична |
|
Дополнительные требования технологичности для деталей типа "корпус" |
||
|
5 |
Обеспечение одновременной многошпиндельной обработки отверстий с учетом их межосевого расстояния |
Конструкция детали технологична |
|
6 |
Возможность обработки плоских поверхностей и отверстий на проход инструмента |
Конструкция детали технологична |
|
7 |
Отсутствие глухих отверстий и других поверхностей, обрабатываемых с внутренней стороны корпусной детали |
Конструкция детали не технологична |
|
8 |
Отсутствие плоских поверхностей и осей отверстий, расположенных не под прямым углом |
Конструкция детали не технологична |
|
9 |
Отсутствие отверстий с резьбой малого или очень большого диаметра |
Конструкция детали технологична |
продолжение таблицы 3.4.1
|
Дополнительные требования технологичности для деталей, обрабатываемых на станках с ЧПУ |
||
|
10 |
Форма конструктивных элементов деталей (КЭД) - фасок, канавок, выточек и т.д. должна обеспечивать удобный подвод инструментов |
Конструкция детали технологична |
|
11 |
Всемерная унификация КЭД для сокращения времени на подготовку УП и снижению количества применяемых инструментов |
Конструкция детали технологична |
|
12 |
Конструкция детали должна быть удобной для позицирования и координирования на станке с ЧПУ |
Конструкция детали технологична |
|
13 |
В связи с возможным применением роботов (манипуляторов) деталь должна иметь поверхности, удобные для захвата |
Конструкция детали технологична |
Вывод:
по геометрической форме и конфигурации
поверхности деталь "картер" имеет
конструкцию, которую в целом можно
признать технологичной (удовлетворяется
порядка 85% основных требований по
технологичности конструкции).
Таблица
3.4.2
Анализ технологичности конструкции детали "картер" по наличию стандартных или унифицированных конструктивных элементов (КЭД)
|
№ п/п |
Наименование
КЭД |
Общее количество КЭД |
Количество стандартных КЭД |
Степень стандар-тизации, % |
Приме-чания |
|
1 |
Размеры
наружных цилиндрических
поверхностей |
2 |
0 |
0% |
Нет |
|
2 |
Размеры
внутренних цилиндрических
поверхностей |
18 |
16 |
89% |
Нет |
|
3 |
Плоские поверхности (ГОСТ 6636-69 СТ СЭВ 5 14 -77) |
14 |
13 |
93% |
Нет |
|
4 |
Радиусы закруглений (ГОСТ 10948-74) |
19 |
19 |
100% |
Нет |
|
5 |
Фаски
(ГОСТ 10948-74 |
10 |
10 |
100% |
Нет |
|
6 |
Метрические
резьбы |
3 |
3 |
100% |
Нет |
|
Итого |
66 |
61 |
92% |
Вывод:
по наличию стандартных и унифицированных
КЭД (92%) конструкцию детали "картер"
можно в целом признать технологичной.
Таблица 3.4.3
Анализ
технологичности конструкции детали
"картер"
по точностным требованиям (СТ СЭВ 144-75, 145-75)
|
№ п/п |
Наименование КЭД |
Общее количество КЭД |
Количество КЭД, обрабатываемых по следующим квалитетам точности |
|||||||||||
|
Высокая точность обработки (квалитеты) |
Средняя точность обработки (квалитеты) |
Свободные размеры (квалитеты) |
||||||||||||
|
6 |
7 |
8 |
9 |
% |
10 |
11 |
12 |
% |
13 |
14 |
% |
|||
|
1 |
Наружные цилиндрические поверхности |
2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2 |
100 |
|
2 |
Внутренние цилиндрические поверхности |
18 |
1 |
4 |
1 |
- |
33 |
- |
- |
- |
- |
- |
12 |
67 |
|
3 |
Плоские поверхности |
14 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
14 |
100 |
|
4 |
Радиусы закруглений |
19 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
19 |
100 |
|
5 |
Фаски |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
10 |
100 |
|
6 |
Метрические резьбы |
3 |
3 |
- |
- |
- |
100 |
- |
- |
- |
- |
- |
- |
- |
|
Итого |
66 |
4 |
4 |
1 |
- |
14 |
- |
- |
- |
- |
- |
57 |
86 |
Вывод: по точностным требованиям конструкцию детали "картер" можно признать технологичной, т.к. 86% поверхностей детали обрабатываются по средней точности обработки или по свободным размерам
Таблица 3.4.4
Анализ
технологичности конструкции детали
"картер"
по шероховатости
поверхностей (ГОСТ 2789-73)
|
№ п/п |
Наименование КЭД |
Общее кол-во КЭД |
Количество КЭД, имеющих следующую шероховатость поверхностей R>a> (R>z>), мкм |
||||
|
80-40 |
40-20 |
2,5-1,25 |
1,25-0,63 |
0,63-0,32 |
|||
|
1 |
Наружные цилиндрические поверхности |
2 |
2 (100%) |
- |
- |
- |
- |
|
2 |
Внутренние цилиндрические поверхности |
18 |
9 (50%) |
- |
- |
7 (39%) |
2 (11%) |
|
3 |
Плоские поверхности |
14 |
- |
11 (78%) |
3 (22%) |
- |
- |
|
4 |
Фаски |
10 |
- |
10 (100%) |
- |
- |
- |
|
5 |
Радиусы и закругления |
19 |
- |
19 (100%) |
- |
- |
- |
|
6 |
Метрические резьбы |
3 |
- |
- |
- |
- |
3 (100%) |
|
Итого |
66 |
11 (17%) |
40 (61%) |
3 (4%) |
7 (11%) |
5 (7%) |
Вывод: по шероховатости поверхностей конструкцию детали "картер" можно в целом признать технологичной - 81% всех поверхностей имеют среднюю шероховатость.
Общий вывод: конструкцию детали "картер" можно в целом признать технологичной, т.к. практически удовлетворяются 86% требований технологичности конструкции.
3.5. Определение типа производства
Производственная
программа машиностроительного завода
содержит номенклатуру изготовляемых
изделий (с указанием их типов и размеров),
количество изделий каждого наименования,
подлежащих выпуску в течение года,
перечень и количество запасных деталей
к выпускаемым изделиям.
На основании общей производственной программы завода составляется подетальная производственная программа по цехам, указывающая наименование, количество, черный и чистый вес (массу) деталей, подлежащих изготовлению и обработке в каждом данном цехе (литейном, кузнечном, механическом и др.) и проходящих обработку в нескольких цехах; составляется программа по каждому цеху и одна сводная, указывающая, какие детали и в каком количестве проходят через каждый цех.
В зависимости от размера производственной программы, характера продукции, а также технических и экономических условий осуществления производственного процесса все разнообразные производства условно делятся на три основных вида (или типа); единичное (индивидуальное), серийное и массовое. У каждого из этих видов производственный и технологический процессы имеют свои характерные особенности, и каждому из них свойственна определенная форма организации работы.
Единичным называется такое производство, при котором изделия изготовляются единичными экземплярами, разнообразными по конструкции или размерам, причем повторяемость этих изделий редка или совсем отсутствует.
Единичное производство
универсально, т. е. охватывает
разнохарактерные типы изделий, поэтому
оно должно быть очень гибким,
приспособленным к выполнению разнообразных
заданий. Для этого завод должен
располагать комплектом универсального
оборудования, обеспечивающим изготовление
изделий сравнительно широкой номенклатуры.
Этот комплект оборудования должен быть
подобран таким образом, чтобы, с одной
стороны, можно было применять
различные виды обработки, а с другой —
чтобы количественное соотношение
отдельных видов оборудования гарантировало
определенную пропускную способность
завода.
Серийное производство занимает промежуточное положение между единичным и массовым производством.
При серийном производстве изделия изготовляют партиями или сериями, состоящими из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно. Основным принципом этого вида производства является изготовление всей партии (серии) целиком как в обработке деталей, так и в сборке.
Понятие «партия» относится к количеству деталей, а понятие «серия» - к количеству машин, запускаемых в производство одновременно. Количество деталей в партии и количество машин в серии могут быть различными.
В серийном производстве в зависимости от количества изделий в серии, их характера и трудоемкости, частоты повторяемости серий в течение года различают производство мелкосерийное, среднесерийное и крупносерийное. Такое подразделение является условным для разных отраслей машиностроения: при одном и том же количестве машин в серии, но различных размеров, сложности и трудоемкости производство может быть отнесено к разным видам.
Массовым называется производство, в котором при достаточно большом количестве одинаковых выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций.
Определим тип производства при
изготовлении детали "картер"
массой 6 кг. При разработке новых
технологических процессов, когда
технологический маршрут
механической обработки детали не
определен, используют коэффициент
серийности
 ,
(3.5.1)
,
(3.5.1)
где t>в> - такт выпуска,
Т>ш.ср.> - среднее штучное время выполнения основных операций механической обработки.
Такт выпуска равен:
 ,
(3.5.2)
,
(3.5.2)
где Ф>д> - фонд времени работы оборудования, 4015 часов;
N>r> - годовой объем выпуска деталей, 7200 шт.
Среднее штучное время выполнения основных операций механической обработки:
 ,
(3.5.3)
,
(3.5.3)
где Т>ш>>i> - штучное время выполнения i-ой операции,
m - число операций.
Время Т>ш >>i> определяем по литературе [ ].
Для
однотипной детали «корпус» имеем
следующие основные операции механической
обработки:
1. Продольно-фрезерная – 8,6 мин
2. Вертикально-фрезерная – 12,8 мин
3. Плоскошлифовальная - 10,5 мин

Проверку проводим по литературе [4], где тип производства определяется по массе детали и годовому объему выпуска.
Для данного случая М>д> = 6 кг, N>r> = 7200 шт., поэтому производство - среднесерийное, что совпадает с расчетом.
3.6. Проектирование заготовки
Для
изготовления детали "картер" (рис
3.3.1) используется сплав АК9>4>
ГОСТ 1583-89, относящийся к системе
алюминий-кремний-магний, так называемым
силуминам. Эти сплавы обладают высокими
литейными свойствами, достаточными
пластичностью и механической прочностью,
удовлетворительной коррозийной
стойкостью. Габаритные размеры детали
355x292x140 мм. Для технико-экономического
анализа выбираем два варианта изготовления
отливки: в песчаные формы с использованием
ручной формовки, а также с использованием
машинной формовки. Литую заготовку
отнесем к группе сложности С4.
В настоящее время в литейном производстве используются различные связующие материалы для формовочных и стержневых смесей, которые не в полной мере удовлетворяют требованиям литейного производства.
Традиционно используемые
формовочные смеси на основе органических
связующих (синтетические смолы, олифа,
и др.) обладают хорошими физико-механическими
и технологическими свойствами (малый
рас ход, высокая скорость набора
прочности, низкая остаточная прочность),
не токсичны при отверждении и при
воздействии высоких температур в
процессе заливки металла, а также
дорогостоящи и дефицитны.
Формовочные смеси на основе глины из-за высокой осыпаемости не позволяют получать качественную поверхность отливки, а формовочные смеси на основе жидкого стекла характеризуются повышенной остаточной прочностью, что усложняет процесс извлечения отливки из формы. Поэтому разработка экологически безопасных формовочных и стержневых смесей на основе неорганических связующих которые имели бы заданные физико-механические и технологически свойства, является одной из приоритетных задач.
В Государственном НИИВМ на основе щелочных алюмосиликатных связующих разработаны новые экологически безопасные формовочные и стержневые смеси с заданными физико-механическими и технологическими свойствами: сырцовая прочность 0,01-0,02 МПа прочность при сжатии после сушки 0,6-5 МПа, газопроницаемое 120-180 ед., предел прочности при растяжении в сухом состоянии 0,6 1,4 МПа, остаточная прочность 0,004-0,03 МПа, регенерируемость после сухого механического обдира составляет 70-80% [25].
Таким образом, разработанные
формовочные смеси на основе щелочного
алюмосиликатного связующего по
физико-механическим и технологическим
свойствам удовлетворяют требованиям,
предъявляемым к формовочным смесям на
основе глины, жидкого стекла, цемента
по некоторым показателям и превосходят
их значения (живучесть, газопроницаемость,
меньшая остаточная прочность, повышенная
регенерируемость).
Кроме того, разработанные формовочные смеси обладают повышенной регенерируемостыо по сравнению с жидкостекольными формовочными смесями и являются экологически чистым по сравнению со смесями на основе органических соединений.
Точность изготовления литой заготовки в соответствии с ГОСТ 26645-85 в целом характеризуется: классом размерной точности; степенью коробления; степенью точности поверхности; классом точности масс.
Из рекомендуемых стандартом технологических процессов литья в песчаные формы, выбираем по литературе [9 ] литье в формы из смеси со средними параметрами: влажностью 2,8…3,5% и плотностью 120…160 Результаты выбора заносим для сравнения в таблицу 3.6.1.
Таблица 3.6.1
Нормы точности заготовок по вариантам
|
Показатели точности отливок |
Ручная формовка |
Машинная формовка |
||
|
Рекомендовано ГОСТ 26645-85 |
Принято |
Рекомендовано ГОСТ 26645-85 |
Принято |
|
|
Класс размерной точности |
8…13т |
10 |
8…13т |
9 |
|
Степень коробления |
7…10 |
8 |
7…10 |
8 |
|
Степень точности поверхности |
11…18 |
14 |
11…18 |
12 |
|
Класс точности масс |
6…13 |
9 |
6…13 |
7 |
|
Допуск смещения отливки |
На уровне допуска класса размерной точности для минимального размера |
0,026 мм |
На уровне допуска класса размерной точности для минимального размера |
0,026 мм |
|
Шероховатость поверхности |
R>a>, мкм, не более 20,0…100,0 |
50 |
R>a>, мкм, не более 20,0…100,0 |
20 |
|
Ряд припусков |
5…8 |
6 |
4…7 |
5 |
Для литья в песчаную форму с ручной формовкой будем ориентироваться на средние показатели, а для машинной формовки выбираем более жестокие условия для повышения точности.
На
основе выбранных условий точности
производим по литературе [9] выбор
допусков на размер отливки, допусков
формы и расположения поверхностей,
после чего определяем общие допуски и
вид окончательной обработки
и, в завершение, определяем общий припуск
на сторону. Все данные заносим в таблицу
3.6.2.
Таблица 3.6.2
Виды окончательной обработки для поверхностей детали «картер»
|
№ п/п |
Размер по чертежу, мм |
Ручная формовка |
Машинная формовка |
||
|
Соотношение допусков |
Вид окончательной обработки |
Соотношение допусков |
Вид |
||
|
1, 2 |
|
0,03/1,4 = 0,021 |
чистовая |
0,03/1,1 = 0,027 |
чистовая |
|
3 |
|
0,03/1,4 = 0,021 |
чистовая |
0,03/1,1 = 0,027 |
чистовая |
|
4 |
|
0,026/1,1 = 0,024 |
чистовая |
0,026/0,9 = 0,029 |
тонкая |
|
5 |
|
0,035/1,4 = 0,025 |
чистовая |
0,035/1,1 = 0,032 |
чистовая |
|
6 |
125H7+0,04 |
0,04/1,6 = 0,025 |
чистовая |
0,04/1,2 = 0,033 |
чистовая |
|
7 |
160H7+0,04 |
0,04/1,6 = 0,025 |
чистовая |
0,04/1,2 = 0,033 |
чистовая |
|
8 |
155+0,4 |
0,4/1,6 = 0,25 |
черновая |
0,4/1,2 = 0,33 |
черновая |
|
9 |
140-0,46 |
0,46/3,2 = 0,14 |
получистовая |
0,46/2,4 = 0,19 |
черновая |
|
10 |
90-0,54 |
0,54/2,8 = 0,19 |
черновая |
0,54/2,2 = 0,25 |
черновая |
|
11 |
115-0,25 |
0,28/3,2 = 0,088 |
получистовая |
0,28/2,4 = 0,12 |
получистовая |
|
12 |
122-0,53 |
0,53/3,2 = 0,17 |
черновая |
0,53/2,4 = 0,22 |
черновая |
Зная припуски на обработку и допуски, рассчитаем размеры отливки для обоих вариантов изготовления, и результаты расчета сведем в таблицу 3.6.3.
Таблица 3.6.3
Назначенные
допуски и припуски на обработку детали
«картер»
|
№ п/п |
Размер по чертежу, мм |
Допуск размера, мм |
Допуск формы расположения поверхности, мм |
Общий допуск, мм |
Общий припуск на сторону, мм |
||||
|
РФ |
МФ |
РФ |
МФ |
РФ |
МФ |
РФ |
МФ |
||
|
1, 2 |
|
2,8 |
2,2 |
0,64 |
0,64 |
3,6 |
2,8 |
2,6 |
2,2 |
|
3 |
|
2,8 |
2,2 |
0,64 |
0,64 |
3,6 |
2,8 |
2,6 |
2,2 |
|
4 |
|
2,2 |
1,8 |
0,64 |
0,64 |
2,8 |
2,4 |
2,3 |
2,1 |
|
5 |
|
2,8 |
2,2 |
0,64 |
0,64 |
3,6 |
2,8 |
2,6 |
2,2 |
|
6 |
125H7+0,04 |
3,2 |
2,4 |
0,80 |
0,80 |
3,6 |
3,2 |
2,6 |
2,2 |
|
7 |
160H7+0,04 |
3,2 |
2,4 |
1,00 |
1,00 |
4,0 |
3,6 |
2,8 |
2,5 |
|
8 |
155+0,4 |
3,2 |
2,4 |
0,80 |
0,80 |
3,6 |
3,2 |
1,7 |
1,6 |
|
9 |
140-0,46 |
3,2 |
2,4 |
0,80 |
0,80 |
3,6 |
3,2 |
2,3 |
1,6 |
|
10 |
90-0,54 |
2,8 |
2,2 |
0,64 |
0,64 |
3,6 |
2,8 |
1,7 |
1,5 |
|
11 |
115-0,25 |
3,2 |
2,4 |
0,64 |
0,64 |
3,2 |
2,4 |
3,4 |
2,8 |
|
12 |
122-0,53 |
3,2 |
2,4 |
0,64 |
0,64 |
3,2 |
2,4 |
2,5 |
2,0 |
Таблица 3.6.4
Расчет размеров отливки детали "картер" по вариантам
|
№ п/п |
Размер по чертежу, мм |
Ручная формовка |
Машинная формовка |
||
|
Расчет размера отливки, мм |
Размер отливки, мм |
Расчет размера отливки, мм |
Размер отливки, мм |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1,2 |
|
80-22,6 = 74,8 |
74,8±1,8 |
80-22,2 = 75,6 |
75,6±1,4 |
|
3 |
|
67-22,6 = 61,8 |
61,8±1,8 |
67-22,2 = 62,6 |
62,6±1,4 |
|
4 |
|
58-22,3 = 53,4 |
53,4±1,4 |
58-22,1 = 53,8 |
53,8±1,2 |
|
5 |
|
100-22,6 = 94,8 |
94,8±1,8 |
100-22,2 = 95,6 |
95,6±1,4 |
продолжение табл. 3.6.4
|
1 |
2 |
3 |
4 |
5 |
6 |
|
6 |
125H7+0,04 |
125-22,6 = 119,8 |
119,8±1,8 |
125-22,2 = 120,6 |
120,6±1,6 |
|
7 |
160H7+0,04 |
160-22,8 = 154,4 |
154,4±2,0 |
160-22,5 = 155 |
155±1,8 |
|
8 |
155+0,4 |
155-21,7 = 151,6 |
151,6±1,8 |
155-21,6 = 151,8 |
151,8±1,6 |
|
9 |
140-0,46 |
140+22,3 = 144,6 |
114,6±1,8 |
140+21,6 = 143,2 |
143,2±1,6 |
|
10 |
90-0,54 |
90+21,7 = 93,4 |
93,4±1,8 |
90+21,5 = 93 |
93±1,4 |
|
11 |
115-0,25 |
115+3,4 = 118,4 |
118,4±1,6 |
115+2,8 = 117,8 |
117,8±1,2 |
|
12 |
122-0,53 |
122+2,5 = 124,5 |
124,5±1,6 |
122+2,0 = 124 |
124±1,2 |
Для подсчета общего объема припусков определяем элементарные объемы, которые они занимают на заготовке.
Сначала, пользуясь формулой для вычисления объемов полых цилиндров, рассчитываем объемы для варианта ручной формовки.
V>1>+V>2> = 55,62 см3; V>3> = 21,72 см3; V>4> = 19,9 см3; V>5> = 35,62 см3;
V>6> = 51,0 см3; V>7> = 64,28 см3; V>8> = 15,2 см3; V>9> = 63 см3; V>10> = 87,48 см3;
V>10’> = 37,34 см3; V>11> = 68,9 см3; V>12> = 79,94 см3.
Подсчитаем общий объем припуска сложив все полученные величины.
V>пр>
= V>i>,
(3.6.1)
V>пр> = 55,62+21,72+19,9+35,62+51,0+64,28+15,2+63,0+87,48+37,34+68,9+79,94 = 587,0 см3.
Массу
припуска определяют по формуле:
G>пр> = p(V>пр>+ V>нап>), (3.6.2)
где р - плотность сплава, 2,7 г/см3.
V>np> - объем припуска, см3.
G>пр> = 2,7(587,0+276,48) = 2333 г = 2,333 кг.
Отсюда масса заготовки:
G>3> = G>Д>+G>пр>, (3.6.3)
G>3> = 6+2,333 = 8,333 кг.
Аналогичным образом рассчитываем объемы и массу заготовки для машинной формовки.
V>1>+V>2> = 50,67 см3; V>3> = 17,27 см3; V>4> = 15,90 см3; V>5> = 30,17 см3;
V>6> = 46,58 см3; V>7> = 57,72 см3; V>8> = 10,86 см3; V>9> = 58,09 см3; V>10> = 82,5З см3;
V>I>>0> = 32,41 см3; V>11> = 63,8 см3; V>12> = 75,2 см3.
Общий объем припуска:
V>пр> = V>i>
V>пр>
=
50,57+17,27+15,90+31,17+46,58+59,72+10,86+58,09+82,53+32,41+63,8+75,2
= 263,2 см3.
Масса
припуска:
G>пр>
= p(V>пр>+
V>нап>),
(3.6.4)
G>пр> = 2,7(263,2+255,3) = 1407 г = 1,407 кг.
Масса заготовки:
G>3> = G>д> + G>пр>, (3.6.5)
G>3> = 6+1,287 = 7,287 кг.
Рассчитаем коэффициент весовой точности (К>в.т.>).
К>в.т.> = G>д>/G>з>, (3.6.6)
для первого варианта:
К>в.т.1> = 6/8,33 = 0,72
для второго варианта:
К>в.т.2> = 6/7,407 = 0,81
Результаты расчетов заносим в таблицу 3.6.5.
Таблица 3.6.5
Сравнительная характеристика методов получения заготовки
|
Вариант |
Масса детали, кг |
Масса кг |
Масса стружки, кг |
Коэффициент весовой точности |
|
Литье в песчаные формы с ручной формовкой |
6,0 |
8,33 |
2,33 |
0,72 |
|
Литье в песчаные формы с машинной формовкой |
6,0 |
7,40 |
1,40 |
0,81 |
За
критерии оценки технико-экономической
эффективности способов получения
заготовки, принимаем стоимость заготовки
и коэффициент весовой точности.
Стоимость заготовки определяем по формуле:
С>з> = [(С>б>/1000)G>з>K>m>K>c>K>в>К>м>К>n>]-[(G>з>-G>д>)С>с>/1000] ( )
где С>б> - базовая себестоимость одной тонны отливки по прейскуранту цен, руб.;
С>с> - стоимость одной тонны стружки, руб.;
К>т> - коэффициент, зависящий от класса точности;
К>с> - коэффициент, зависящий от группы сложности;
К>в> - коэффициент, зависящий от массы;
К>m> - коэффициент, зависящий от материала;
К>n> - коэффициент, зависящий от объема производства.
Значения коэффициентов и стоимости отливок берем из литературы [9] и заносим в таблицу 3.6.6.
Таблица 3.6.6
Показатели коэффициентов по вариантам получения заготовки
|
Наименование величин |
Символ |
Вариант |
|
|
РФ |
МФ |
||
|
Коэффициент точности |
К>т> |
1,05 |
1,05 |
|
Коэффициент сложности |
К>с> |
1,0 |
1,0 |
|
Коэффициент массы |
К>в> |
0,72 |
0,81 |
|
Коэффициент материала |
К>м> |
5,94 |
5,94 |
|
Коэффициент объема производства |
К>n> |
1,0 |
1,0 |
|
Базовая стоимость заготовки, руб/т. |
С>б> |
5944 |
5944 |
|
Стоимость стружки, руб/т. |
С>с> |
1500 |
1500 |
Производим
расчет:
для ручной формовки
С>з>>1>> >= [(5944/1000)8,331,0510,725,941]-[(8,33-6)1500/1000] = 220,34 руб.
для машинной формовки
С>з>>2>> >= [(5944/1000)7,4071,0510,815,941]-[(7,407-6)1500/1000] = 211,42 руб.
Расчеты показали, что стоимость заготовки, практически одинакова. Но поскольку во втором варианте отливка гораздо точнее, то, соответственно, меньше затраты на механическую обработку, а также коэффициент весовой точности больше, что снижает отходы стружки. Поэтому делаем вывод, что использование машинной формовки выгоднее.
3.7. Анализ схем базирования
Базой называют поверхность, заменяющую ее совокупность поверхностей, ось, точку детали или сборочной единицы, по отношению к которым ориентируются другие детали изделия или поверхности детали, обрабатываемые или собираемые на данной операции. По характеру своего назначения (при конструировании, изготовлении деталей, измерении и сборке механизмов и машин) базы подразделяются на конструкторские, технологические и измерительные.
Группу конструкторских баз составляют основные и вспомогательные базы, учет которых при конструировании (выборе форм поверхностей, их относительного положения, простановки размеров, разработке норм точности и т. п.) имеет существенное значение. Основная база определяет положение самой детали или сборочной единицы в изделии, а вспомогательная база - положение присоединяемой детали или сборочной единицы относительно данной детали. Как правило, положение детали относительно других деталей определяют комплектом из двух или трех баз.
Технологической базой называют поверхность, определяющую положение детали или сборочной единицы в процессе их изготовления.
Измерительной базой называют поверхность, определяющую относительное положение детали или сборочной единицы и средств измерения.
Наибольшей точности обработки
детали можно достигнуть в том случае,
когда весь процесс обработки ведется
от одной базы с одной установкой, так
как ввиду возможных смещений при каждой
новой установке вносится ошибка во
взаимное расположение осей поверхностей.
Так как в большинстве случаев невозможно
полностью обработать деталь на одном
станке и приходится вести обработку
на других станках, то в целях достижения
наибольшей точности необходимо
все дальнейшие установки детали на
данном или другом станке производить
по возможности на одной и той же базе.
Принцип постоянства базы состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу.
Если по характеру обработки это невозможно и необходимо принять за базу другую поверхность, то в качестве новой базы надо выбирать такую обработанную поверхность, которая определяется точными размерами по отношению к поверхностям, наиболее влияющим на работу детали в собранной машине.
Надо всегда помнить, что каждый переход от одной базы к другой увеличивает накопление погрешностей установок (погрешностей положения обрабатываемой детали относительно станка, приспособления, инструмента).
Далее, при выборе баз различного назначения надо стремиться тоже использовать одну и ту же поверхность в качестве различных баз, так как это тоже способствует повышению точности обработки.
В этом отношении целесообразно в качестве измерительной базы использовать технологическую базу, если это возможно; еще более высокой точности обработки можно достигнуть, если сборочная база является одновременно технологической и измерительной. В этом и заключается принцип совмещения баз.
Анализируя техническое задание, эскиз детали под выполняемую операцию, выбираем теоретическую схему базирования и возможные схемы практической реализации.
Для призматических корпусных деталей существует три схемы базирования:
1. по трем взаимно перпендикулярным плоскостям;
2. по плоскости и двум отверстиям в ней;
3. по двум взаимно перпендикулярным плоскостям и отверстию в одной из них.
Выбираем
схему базирования по трем взаимно
перпендикулярным плоскостям. При
обработке картера за технологическую
базу на операции 020 (фрезерная) принимаем
опорные поверхности с размером 252>±0,2>
и два посадочных отверстия 16>+0,05>
для обработки размера 140>-0,46>
и 90>-0,54>.
Схема
базирования детали "картер" на
операции 020
(фрезерование торцов
заготовки в размер 140>-0,46>)
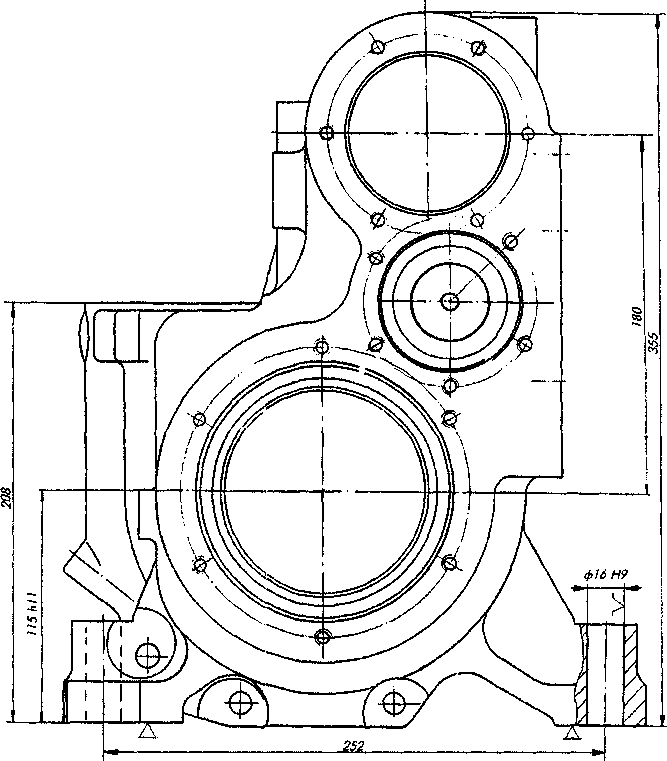
Рис. 3.7.1.
Погрешность
установки заготовки E>y>
возникает при установке в приспособление
и складывается из погрешности E>б>
базирования и погрешности закрепления
E>з>.
 ,
мм (3.7.1)
,
мм (3.7.1)
Так как технологическая и измерительная базы не совпадают то E>б> будет равно допуску на размер 115h11, т.е. E>б> = = 0,22 мм.
Так как сила зажима направлена параллельно выдерживаемого размера на который рассчитываем погрешность, то E>б> ≠ 0. По литературе [1]
E>з> = CQncos, (3.7.2)
где С = 0,2 - коэффициент, характеризующий условия контакта, материал и твердость базовой поверхности заготовок;
Q = 1030 Н - сила, действующая на опору;
- угол между направлением выдерживаемого размера и направлением приложения силы.
E>з> = 0,21030.151 = 0,40 мм
Погрешность установки будет равна E>у >= 0,44 мм.
3.8
Разработка технологического маршрута
изготовления «картера»
3.8.1 Анализ базового технологического процесса
При построении технологических процессов изготовления деталей типа "корпус", к которым относятся рассматриваемый в дипломном проекте "картер" реализуется принцип "от простого к сложному". Последующая технологическая операция имеет точность на 1-2 квалитета выше, а шероховатость на 1-2 класса ниже, чем предыдущая. Первыми двумя операциями механической обработки всякой корпусной детали должны быть по литературе [ ]:
1. обработка базовой плоскости (базовых плоскостей);
2. сверление и развертывание двух отверстий на базовой плоскости.
Для обработки базовой плоскости используются черновые литейные базы, обеспечивающие обработку этой плоскости и двух отверстий на ней. Дальнейшую обработку корпусных деталей следует выполнять по схеме, в которую входят следующие процессы:
черновая и чистовая обработка других значительных плоскостей фрезерованием или протачиванием в один или два прохода, в зависимости от требований чертежа;
черновое и чистовое растачивание основных отверстий корпусной детали;
фрезерование небольших второстепенных плоскостей, главным образом в один проход;
сверление, цекование, зенкерование, резьбы, развертывание мелких отверстий с разных сторон корпусной детали;
доводка до окончательных размеров основных точных отверстий тонкой расточкой или хонингованием, возможно использование ППД;
при требовании строгой перпендикулярности торцов к оси точных отверстий выполняют доводку этих торцов фрезерованием, шлифованием или протягиванием, если плоскость имеет форму крута. При этом базой служит точное отверстие.
Таблица
3.8.1
Базовый технологический маршрут механической обработки
однотипной детали "корпус"
|
№ п/п |
Технологическая
операция. |
Оборудование, технологическая оснастка, технологические показатели |
|
1 |
2 |
3 |
|
1 |
Литейная |
Точность отливки выполнена по третьему классу точности, ГОСТ 1855-85. Материал – чугун СЧ15. |
|
2 |
Продольно-фрезерная 1575 |
Станок продольно-фрезерный мод. 6606. Обработка базовой поверхности. Шероховатость R>a>5 мкм. Черновые литейные базы. |
|
3 |
Продольно-фрезерная 1575 |
Станок продольно-фрезерный мод.6606. Фрезерование второстепенных поверхностей. Шероховатость R>a>=5…10мкм. Черновые литейные базы. |
|
4 |
Продольно-фрезерная 1575 |
Станок продольно-фрезерный мод.6606. Фрезерование второстепенной поверхности. Черновые литейные базы. |
|
5 |
Горизонтально-фрезерная 1571 |
Станок горизонтально-фрезерный мод. 6Н82Г. Фрезерование выступов. Базирование по обработанным поверхностям. |
|
6 |
Радиально-сверлильная 1253 |
Станок радиально-сверлильный мод.2М55. Сверление отверстий. Шероховатость R>a>20 мкм. |
Продолжение
таблицы 3.8.1
|
1 |
2 |
3 |
|
7 |
Горизонтально-расточная (предварительная) 1045 |
Станок специальный расточной БК3121. Предварительная расточка отверстий. Снятие фасок. Шероховатость R>a>=2,5 мм. Базирование по обработанной поверхности и отверстию. |
|
8 |
Горизонтально-расточная (окончательная) 1045 |
Станок специальный расточной БК3121. Окончательная расточка отверстий. Шероховатость R>a>=2,5 мкм. Базирование по обработанной поверхности. |
|
9 |
Горизонтально-фрезерная 1571 |
Станок горизонтально-фрезерный мод.6Н82Г. Фрезерование второстепенной поверхности. Базирование по обработанным поверхностям. |
|
10 |
Радиально-сверлильная 1253 |
Станок радиально-сверлильный мод. 2М55. Сверление отверстий. Зенкерование, зенкование отверстий. Нарезание резьбы. Шероховатость R>a>=5…20 мкм. Базирование по трём отверстиям. |
|
11 |
Радиально-сверлильная 1253 |
Станок радиально-сверлильный мод. 2М55. Зенкерование углубления. Нарезание резьбы. Шероховатость R>a>=5…20 мкм. Базирование по трём отверстиям. |
Продолжение таблицы 3.8.1
|
1 |
2 |
3 |
|
12 |
Радиально-сверлильная 1253 |
Станок радиально-сверлильный мод. 2М55. Сверление отверстий. Зенкерование отверстий. Зенкование отверстий. Нарезание резьбы. Подрезка на 18 мм. Шероховатость R>a>=5…20 мкм Базирование по плоскости отверстию. |
|
13 |
Слесарная |
Ручная |
Вывод:
базовый технологический процесс
соответствует основным требованиям
типового технологического маршрута
механической обработку детали типа
"корпус". Его можно за основу для
разработки проектного варианта
на деталь «картер».
Таблица 3.8.2
Проектный
технологический маршрут механической
обработки детали «картер»
|
№ п/п |
Наименование, содержание и код операции |
Обрабатываемые поверхности |
Оборудование и оснащение |
|
1 |
2 |
3 |
4 |
|
005 |
Заготовительная |
- |
- |
|
010 |
Горизонтально-фрезерная 1571 |
Фрезеровать в размер 115>-0,23> |
Горизонтально- фрезерный станок 6Н13 |
|
015 |
Радиально-сверлильная 1253 |
Сверлить на L = 252 два отверстия 16Н9 |
Сверлильный станок 2Н55 |
|
020 |
Фрезерная 0839 |
Фрезерование в размер 140>-0,46> и 90>-0,54> |
Фрезерный станок 6622 |
|
025 |
Координатно-расточная черновая 1046 |
Растачивание поверхностей 80Js7, 67H7, 58Js7, 100Js7, 125Н7, 155, 160Н7, сверление, нарезание резьбы |
Агрегатный станок АСФРН- 1 600 |
|
030 |
Координатно- расточная чистовая 1046 |
Растачивание поверхностей 80Js7, 67H7, 58Js7, 100Js7, 125Н7, 155, 160Н7, сверление, нарезание резьбы |
Агрегатный станок АСФРН- 1 600 |
|
035 |
Раскатная |
Раскатывание поверхностей 80Js7, 67H7, 58Js7, 100Js7, 125Н7, 155, 160Н7 |
Агрегатный станок АСФРН- 1600 |
Продолжение табл. 3.8.2
|
1 |
2 |
3 |
4 |
|
040 |
Сверлильная 0837 |
Обработать 6 отв. 6,8, 5 отв. 6,8, 6 отв. 6,8, 8 отв. 8,6, 6 отв. 6,8, 3 отв. 11 выдерживая минимальный размер |
Сверлильный станок АМ517 |
|
045 |
Резьбонарезная |
Нарезать резьбу, выдерживая минимальный размер |
Сверлильный станок АМ-517 |
|
050 |
Горизонтально-фрезерная 1571 |
Фрезеровать в размер 122 |
Горизонтально-фрезерный станок 6Н13 |
|
055 |
Сверлильная |
Сверлить 8 отв. 6,8 |
Сверлильный станок АМ-517 |
|
060 |
Промывка |
- |
- |
|
065 |
Контрольная |
- |
- |
3.9. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И НОРМИРОВАНИЕ
3.9.1. Расчет режимов резания
Операция 020 фрезерная, код 4263.
Фрезеровать
торцы заготовки в размер 140>-0,46>,
шероховатость R>a>
= 3,2 мкм.
Станок модели 6622, двухшпиндельдый, мощность 7x2 кВт.
Приспособление - специальное пневматическое.
Инструменты: фрезы торцевые с насадочными зубьями из твердого сплава Т15К6, D>фр1> = 500 мм, D>фр2> = 300 мм, z = 6 по ГОСТ 9304-72.
Длина рабочего хода:
L>px> = L>рез>+y+L>доп>, (3.9.1)
где L>рез> = 200 мм - длина резания;
y = 44 мм - длины подвода, врезания и перебега инструмента;
L>доп> = 15 мм - длина дополнительного хода, вызванная особенностью наладки, мм;
L>px> = 200+44+15 = 259мм
Глубина резания t = 2,5 мм.
Подача по литературе [ ]:
S>z> = 0,22 мм/зуб;
S>o> = 1,12 мм/об.
Расчет скорости резания ведем для наибольшей длины резания:
 ,
м/мин (3.9.2)
,
м/мин (3.9.2)
где C>v> = 197;
T = 500 мин - стойкость инструмента;
B = 200 мм - ширина фрезерования;
K = K>mv>K>uv>K>uv>K>nv>K>>>v>, (3.9.3)
где K>mv> = l,43 - коэффициент, зависящий от материала
K>uv> = 1,1 - коэффициент, зависящий от материала инструмента
K>nv>
= 0,8 - фрезерование по литейной корке [
];
K>>>v> = 0,96 - коэффициент, зависящий от главного угла в плане
 м/мин
м/мин
Число оборотов фрезы:
 ,
об/мин (3.9.4)
,
об/мин (3.9.4)
 об/мин
об/мин
по паспорту станка принимаем n>ст> = 340 об/мин.
Фактическая скорость резания:
 ,
(3.9.5)
,
(3.9.5)
 м/мин
м/мин
Величина минутной подачи:
S>м> = S>z>zn>ст>, (3.9.6)
S>м> = 0,226,,340 = 449 мм/>мин>
Мощность при фрезеровании:
 ,
(3.9.7)
,
(3.9.7)
где P – окружная сила резания
P = C>p>txpSyp>z>zBzpDдр, (3.9.8)
P = 682,50,860,220,7462001,0300-0,86 = 4130 H
Согласно рекомендаций литературы [ ] окружная сила P для алюминия составляет 25% от окружной силы по стали.
P = 1032 H
 кВт
кВт
Проверка станка по мощности:
N < 1,2N>дв>0,8
N < 1,270,8 = 6,81
3.9.2. Техническое
нормирование.
Основное время по литературе [ ] равно:
T>осн.> = L/S>м>, (3.9.9)
L = L>g>+L>доп>, (3.9.10)
Штучное время
Т>шт> = T>о>+Т>в>+Т>обсл>+Т>отд>, (3.9.11)
T>о> = 259/499 = 0,58мин
Т>в> – вспомогательное время
Т>в> = 0,32+0,07 = 0,39 мин
Т>оп> = Т>о>+Т>в>, (3.9.12)
Т>оп> = 0,58+0,39 = 0,97 мин
Т>обсл> = Т>т.о.>+Т>о.о>>.> , (3.9.13)
где Т>т.о.> – время обслуживания
Т>о.о.> –
Т>отд.> – время отдыха
Т>обсл>+Т>отд> = 6% от Т>оп>
Т>ш> = 1,06Т>оп>, (3.9.14)
Т>ш> = 1,03мин
Для
условий серийного производства, кроме
штучного времени Т>ш>,
необходимо определить штучно-калькуляционное
время Т>ш.к.>.
Для обеспечения производства дополнительно
нормируют Т>п.з.>
- подготовительно-заключительное время.
Это время включает: получение
технологической документации и
знакомство с ней, получение партии
заготовок, подбор и наладку инструмента
и приспособлений, сдачу готовой продукции
и др. В зависимости от сложности
технологической операции назначают
Т>п.з.> = 10…30
мин. Для нашей операции Т>п.з.>
= 20 мин
Т>ш.к.> = Т>м>+Т>п.з>>.>/n, (3.9.15)
Оптимальный объем партии (серии) деталей запускаемых в производство для серийного метода:
 ,
(3.9.16)
,
(3.9.16)
где N>г> = 7200 штук – годовая программа выпуска
Ф>г> = 252 дня – годовой фонд времени
Ф>зап> – число дней запаса по наличию деталей на складе для обеспечения ритмичной сборки изделий. В зависимости от стоимости деталей принимают:
Ф>зап> = 2…10 дней. Для «картера» Ф>зап> = 5 дней.
N = 72005/252 = 143 дет.
Т>ш.к.> = 1,03+20/143 = 1,03+0,14 = 1,17~1,2 мин
Полученные
результаты отражаем в Оперативной
карте ОК и Карте эскизов КЭ, которые
даны в Приложении к записке проекта.
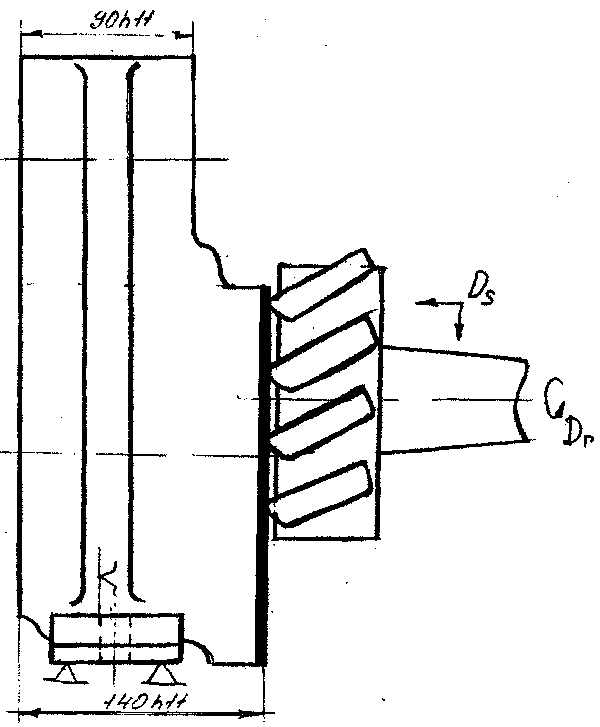 рис.3.9.1.
Фрезерная операция.
рис.3.9.1.
Фрезерная операция.
4.
КОНСТРУКТОРСКАЯ ЧАСТЬ
4.1. Описание станочного приспособления и принцип его работы
Интенсификация производства в машиностроении неразрывно связана с техническим перевооружением и модернизацией средств производства на базе применения новейших достижений науки и техники. Техническое перевооружение, подготовка производства новых видов продукции машиностроения и модернизация средств производства неизбежно включают процессы проектирования средств технологического оснащения и их изготовления.
В общем объеме средств технологического оснащения примерно 50% составляют станочные приспособления. Применение станочных приспособлений позволяет:
1. надежно базировать и закреплять обрабатываемую деталь с сохранением ее жесткости в процессе обработки;
2. стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего;
3. повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений;
4. расширить технологические возможности используемого оборудования.
В зависимости от вида производства технический уровень и структура станочных приспособлений различны. Для массового и крупносерийного производства в большинстве случаев применяют специальные станочные приспособления. Специальные станочные приспособления имеют одноцелевое назначение для выполнения определенных операций механической обработки конкретной детали. Эти приспособления наиболее трудоемки и дороги при исполнении. В условиях единичного и мелкосерийного производства широкое распространение получила система универсально-сборных приспособлений (УСП), основанная на использовании стандартных деталей и узлов. Этот вид приспособлений более мобилен в части подготовки производства и не требует значительных затрат.
Создание
любого вида станочных приспособлений,
отвечающих требованиям производства,
неизбежно сопряжено с применением
квалифицированного труда. В последнее
время в области проектирования станочных
приспособлений достигнуты значительные
успехи. Разработаны методики расчета
точности обработки деталей в станочных
приспособлениях, созданы прецизионные
патроны и оправки, улучшены зажимные
механизмы и усовершенствована методика
их расчета, разработаны различные
приводы с элементами, повысившими их
эксплуатационную надежность.
Приспособление разработано на продольнофрезерный станок модели 6622 для обработки торцов картера в размер 140>-0,46>.
За базовое приспособление взята однопарная стойка по нормам МН2493-71. На стойку можно устанавливать слепные установочные приспособления, что значительно снижает его стоимость. В сменном приспособлении при фрезеровании размера 140>-0,46> картер устанавливается на центровые пальцы поз. 20 (круглый) и поз.21 (ромбический), крепится качалкой (поз.4). Чертеж приспособления приведен на листе графической части работы.
Приспособление состоит из плиты (поз.1) с укреплением на ней опорной колонки (поз.6сб). На плите располагаются плотики (поз.26), закрепленные болтами (поз.28). Прижимная планка (поз.30сб) устанавливается на оси (поз.2). На прижимной планке имеется качалка (поз.4) на оси (поз.6, 8) и установочный винт (поз.7), который служит для обеспечения более качественного зажатия деталей.
Закрепление заготовки производится
от пневмокамеры (поз.17), к которой воздух
из сети подводится через штуцер (поз.16).
Используется камера одностороннего
действия, при выпуске воздуха в ней
срабатывает пружина. Камера взята как
целый покупной узел ГОСТ 3151-71. Она
крепится болтами к кронштейну (поз.27сб),
который, в свою очередь, крепится болтами
(поз.28) к плите (поз.1). Шток пневмоцилиндра
соединен с рычагом (поз.19), который
является
усилителем, увеличивая силу зажима
детали в три раза. Усилие передается
через тягу (поз.13) на прижимную планку
(поз.31сб). При откинутой прижимной планке
(поз.31сб) картер устанавливается на
круглый и ромбический пальцы (поз.21,
22). Сжатый воздух подается в камеру и
связанная через рычаг (поз.13) со штоком
тяга (поз.19) через прижимную планку
(поз.31сб) и качалку (поз.4) переводится
в крайнее левое положение. Таким образом,
деталь оказывается зажатой и начинается
обработка. После обработки воздух
выпускается из пневмокамеры, рычаг
подает тягу вправо, прижимная планка
за счет противовеса поднимается и
деталь освобождается.
4.2.
Расчет Приспособления
4.2.1. Силовой расчет приспособления
Определяем по рекомендациям литературы усилие при фрезеровании размера 140>-0,46> в картере:
P = C>p>txpsyp>z>zBzpDдp, (4.2.1)
где С>p> = 68; x>p> = 0,86; y>p> = 0,74; z>p> = 1; д>p> = -0.86 – коэффициенты по справочнику [ ]
t = 3,0 мм - глубина резания;
S>z> = 0,3 мм/лезвие - подача на лезвие инструмента;
z = 6 - количество режущих кромок;
D = 500мм – диаметр фрезы;
В = 200 мм - ширина режущей части.
Рассчитываем
Р = 683,00,860,30,7462001500-0,86 = 411,3 кГ = 4112 H.
Согласно рекомендации окружная сила для алюминия принимается равной 25% от окружной силы резания по стали.
Р = 102,8 кГ 1030 H.
Схема зажима заготовки представлена на рис. 4.2.1.
Схема
зажима

рис. 4.2.1. - усилие штока пневмокамеры,
Q - усилие действующее на прижимную планку для зажатия детали.

Определяем
усилие зажатия на качалку:
Производим расчет элементов пневмокамеры.
Усилие возвратной пружины принимается в размере 5% от усилия штока пневмокамеры:
Р>пр> = 0,05400 = 20 кГ = 200 H.
Из формулы
 ,
(4.2.2)
,
(4.2.2)
определяем диаметр диафрагмы
 ,
(4.2.3)
,
(4.2.3)
где p = 4 кГ/см2 = 0,4 Мпа - давление сжатого воздуха в сети.
По ГОСТ 9881-71 принимаем диаметр диафрагмы пневмокамеры:
D = 125 мм, толщина 4 мм.
Диаметр опорного диска
d
= 0,75D,
(4.2.4)
d = 0,75125 = 100 мм.
4.2.2. Точностной расчет приспособления.
В
процессе обработки заготовки возникают
отклонения от геометрической формы и
размеров, заданных чертежом и техническим
заданием, которые должны находиться в
пределах допусков, определяющих
наибольшие допустимые значения
погрешностей размеров и формы заготовки
или детали.
Суммарную погрешность установки найдем по формуле
 ,
(4.2.5)
,
(4.2.5)
где >u> = 0,02 мм - погрешность, связанная с размерным износом инструмента;
>д> = 0,015 мм - погрешность, связанная с температурной и упругой деформацией СПИД;
H = 0,1>т>, (4.2.6)
H = 0,10,7 = 0,7 мм - погрешность, связанная с настройкой инструмента,
где >т> = 0,7 мм - допуск на заданный размер;
>ст> = 0,05 мм - погрешность станка нормальной точности.

Сравним полученную величину с заданным допуском
>т>
0,646 0,7
Вывод: полученная погрешность не выходит за границы допуска.
4.3.
Технологический процесс сборки и расчет
размерной цепи редуктора.
На базовом заводе сборка производится стационарным методом – вся сборочная единица целиком собирается на одном рабочем месте. Расчленение сборки на отдельные подсборки нет. Выполнение операций повторяется в различных сочетаниях и последовательности. Проектируемый технологический процесс сборки существенно отличается от заводского, а именно:
1. технологический процесс детально разработан на сборку сборочных единиц, групп и изделий с расчленением его на операции и переходы
2. сборка сборочных единиц осуществляется на основе полной взаимозаменяемости
3. на рабочем месте выполняется одна технологическая операция, состоящая из небольшого количества переходов
4. в основном применяются специальные приспособления и инструменты (пневмозажимы и держатели, пневмоключи и гайковерты), предназначенные для небольшого числа сборочных операций. Кроме того, сборка производится на предварительно собранных сборочных единицах, так как такая организация сборочных работ значительно сокращает длительность общей сборки по сравнению со сборкой изделия непосредственно из деталей.
Сборка сборочных единиц производится стационарно на стендах.
Сборка всего изделия ведется ленточным методом на движущемся конвейере, скорость движения которого V>к> = 0,2 м/мин.
При полной взаимозаменяемости точность замыкающего звена размерных цепей достигается ужесточением размеров сопрягаемых деталей.
Ниже дан расчет одной из размерных цепей редуктора.
Определяется номинальное, наибольшее и наименьшее значение замыкающего звена "А" при установки крышки.

рис. 4.3.1. Эскиз сборки.
1
- картер; 2 – подшипник; 5 – крышка; 6 –
прокладка.
Далее составляем размерную цепь.
рис. Схема размерной цепи
Номинальное значение "А"
А = (18+5)-22 = 1 мм
Наибольшее и наименьшее значения замыкающего звена размера "А":
А>max> = (A>2max>+A>3max>)-A>1min>
A>max> = (5,3+18,1)-21,93 = 1,47 мм
A>min> = (A>2min>+A>3min>)-A>1max>
A>min>
= (4,7+18,0)-22,07 = 0,63 мм
5.
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ.
5.1. Анализ опасных вредных производственных факторов и возможных чрезвычайных ситуаций, возникающих в проектируемом цехе.
На участке механического цеха по производству "картера" редуктора
возможно возникновение нижеизложенных опасных вредных производственных факторов.
1. Образование в воздухе дисперсных систем за счет выделения пыли, состоящей из твердых частиц обрабатываемого и инструментального материала размером более 1 мкм, которая систематически попадая на слизистые оболочки работающего может вызвать раздражение или повреждение (например, глаз)
Попадая через легкие с вдыхаемым воздухом частицы могут приводить к различной тяжести профессиональным заболеваниям.
При использовании СОЖ в воздухе производственных помещений возникает аэрозоли с размером жидких частиц менее 10 мкм - туманы, которые отрицательно сказываются на параметрах микроклимата рабочей зоны. Попадание СОЖ на слизистую оболочку глаза человека может вызвать раздражение, а систематическое попадание на открытые участки кожи (например, рук) вызывают ухудшение ее состояния (шелушение, растрескивание и так далее).
Метеорологические условия или микроклимат в производственных условиях определяются следующими параметрами:
температурой воздуха;
относительной влажностью;
скоростью движения воздуха на рабочем месте.
освещением.
Для комфортного самочувствия человека важно определенное сочетание температуры, влажности и скорости движения воздуха в рабочей зоне. Оптимальная величина относительной влажности составляет 40% - 60%. Повышенная влажность (более 85%) затрудняет терморегуляцию из-за снижения испарения пота, а слишком низкая влажность (ниже 20%), вызывает пересыхание слизистых оболочек дыхательных путей.
Минимальная
скорость движения воздуха ощущаемая
человеком, составляет 0.2 м/>с>.
Особенно неблагоприятные условия
возникают в том случае, когда наряду с
высокой температурой в помещении
наблюдается повышенная влажность,
ускоряющая возникновение перегрева
организма. Вследствие резких колебаний
температуры в помещении, обдувание
холодным воздухом (сквозняки) на
производстве имеют место простудные
заболевания.
2. При работе на станках из-за несоблюдения правил безопасности могут произойти несчастные случаи вследствие ранения стружкой, при прикосновении к вращающимся патронам, планшайбам и зажимным приспособлениям на них, а также к обрабатываемым деталям.
В процессе резания образуется отлетающая стружка. При фрезеровании образование отлетающей стружки представляет собой опасность для рабочих. Большое значение для безопасности работы фрезеровщика имеет установка режущего инструмента.
Наличие на рабочих местах, в проходах и проездах металлической стружки может привести к тяжелым ранениям рук и ног. Уборка стружки непосредственно руками связана с опасностью их травмирования и не должна допускаться.
3. Правильно спроектированное и выполненное освещение в механическом цехе обеспечивает возможность нормальной производственной деятельности, сохранность зрения человека, состояние его центральной нервной системы. От освещения зависит производительность труда и качество выпускаемой продукции. Неправильно подобранные параметры искусственного освещения могут привести к повышенной утомляемости и, как следствие этого, к травмам различной степени тяжести и происхождения. Например:
1)
на рабочей поверхности должны
отсутствовать резкие тени, т. к. их
наличие создает неравномерное
распределение поверхностей с различной
яркостью в поле зрения, искажает размеры
и формы объектов различения, в результате
повышается утомляемость, снижается
производительность труда; особенно
вредны движущиеся тени, которые могут
привести к травмам;
2) в поле зрения должна отсутствовать прямая и отраженная блескость. Блескость - повышенная яркость светящихся поверхностей, вызывающая нарушение зрительных функций (ослепленностъ), т. е. ухудшение видимости объектов; ослепленность приводит к быстрому утомлению и снижению работоспособности; внезапная резкая ослепленность может привести и к травме; и т. д.
Запыленность воздуха рабочей зоны может ухудшать освещенность.
Основная задача освещения на производстве - создание наилучших условий для видения.
4. Повышенный уровень вибрации станков, машин и оборудования вызывает виброболезнь, эффективное лечение которой возможно лишь на начальной стадии. Установлено, что чем больше человек работает с вибрирующими инструментами, тем выше вероятность заболевания этой опасной болезнью. Вибрация, возникающая при неправильной эксплуатации и отладке станка, а также при неточной установке детали на станке может вызвать неприятные ощущения у находящегося в контакте со станком человека (рабочего, наладчика). [13]
Различают общую и локальную
вибрации. Общая вибрация вызывает
сотрясение всего организма, локальная
(местная) вовлекает в колебательные
движения отдельные части тела Общая
вибрация с частотой менее 0,7 Гц хотя и
неприятно, но не приводит к виброболезни.
Локальная вибрация вызывает спазмы
сосудов, которые начинаются с концевых
фаланг пальцев и распространяются на
всю
кисть, предплечье, захватывают сосуда
сердца. Вследствие этого происходит
ухудшение снабжения конечностей кровью.
В принципе, возможна только локальная
вибрация. [13]
5. Шум является одним из наиболее распространенных неблагоприятных факторов условий труда на производстве. Под влиянием интенсивного шума нарушаются функции не только слухового анализатора, но и центральной нервной, сердечно-сосудистой и других физиологических систем [13]. Работа в условиях интенсивного шума приводит к снижению производительности труда, росту брака, увеличению вероятности получения производственных травм. Шум возникает вследствие упругих колебаний как машин в целом, так и отдельных ее деталей. Причины возникновения этих колебаний - механические, аэродинамические, гидродинамические и электрические явления, определяемые конструкцией и характером работы машины, а также неточностями допущенными при ее изготовлении и условиями эксплуатации. Шум возникающий при работе станка может оказывать психологическое воздействие на работающего или какие-либо индивидуальные последствия. В данном случае имеется в виду опасность возникновения заболеваний таких как гипертоническая и язвенная болезни, неврозы и другие, возникающие вследствие перенапряжения нервной системы в процессе труда. Сильный шум негативно отражается на здоровье человека и его работоспособности. Продолжительное воздействие производственного шума может привести к ухудшению слуха, а иногда и к глухоте. Звуковые колебания могут восприниматься не только ухом, но и непосредственно через кости черепа (так называемая костная проводимость). Уровень шума, передаваемого этим путем на 20 - 30 дБ А меньше уровня, воспринимаемого ухом [13].
6. Опасность поражения человека электрическим током можно отнести к наиболее опасным факторам, возникающим при эксплуатации станка или его
обслуживании.
Тело человека является проводником
электрического тока. Однако проводимость
в отличии от обычных проводников
обусловлена не только ее физическими
свойствами., но и сложнейшими биохимическими
и биофизическими процессами; присущими
лишь живой материи. Фрезеровщик,
сверловщик и лица других специальностей
у которых руки загрязняются токопроводящими
веществами подвержены большей опасности
поражения током, чем лица, работающие
чистыми руками. Действие электрического
тока на человека может произойти при
появлении на нетоковедущих частях
оборудования напряжения. Так же к
поражению человека электрическим током
может привести повреждение изоляции,
проводящих к станку необходимое
напряжение, кабелей. Неправильное
обслуживание станка, а именно чистка
смазка контроль за состоянием
электрооборудования станка, может
также привести к поражению человека
электрическим током.
Действие электрического тока на живую ткань, в отличии от действия пара химических веществ, излучений и т. п. носит своеобразный и разносторонний характер. Проходя через организм человека электрический ток производит термическое, электролитическое и биологическое действие.
Многообразие действия электрического тока на организм человека нередко приводит к различным электротравмам.
7. Основными причинами возникновения
пожаров и связанных с ними несчастных
случаев на производстве являются
неосторожное обращение с огнем,
неисправность электрических сетей,
нарушение требований при эксплуатации
электроустановок, машин и оборудования
на производстве. Особенно опасны пожары,
связанные с применением электроэнергии,
чаще всего они происходят вследствие
короткого замыкания, при перегрузке
электросетей, а также в тех случаях,
когда остаются без надзора включенные
в электросеть электронагревательные
приборы. Короткое замыкание в большинстве
случаев возникает по причине неисправности
изоляции проводов, вызванной их
длительной эксплуатацией или механическим
повреждением. Перегрузка
электросети происходит при включении
в сеть электроустановок большей
мощности, чем рассчитанная. Пожар может
также произойти от неисправности
силового или осветительного оборудования,
повреждения проводов, повреждения
трубопроводов с жидким и газообразным
топливом. В цехах холодной обработки
металлов пожарную опасность представляют
горючие и легковоспламеняющиеся
жидкости, применяемые для охлаждения
обрабатываемых деталей и инструментов.
Температура воспламенения таких
жидкостей невысока (около 200°С). В то же
время при больших скоростях резания
обрабатываемая деталь и режущий
инструмент на станках сильно разогреваются,
поэтому при уменьшении или прекращении
подачи охлаждающей жидкости может
возникнуть возгорание.
5.2.
Разработка мероприятий, обеспечивающих
снижение отрицательного влияния опасных
и вредных производственных факторов
и чрезвычайных ситуаций.
На основе проведенного анализа опасных и вредных производственных факторов, возникновение которых возможно на участке цеха по производству «картера» редуктора, предложены следующие конструктивные и организационные мероприятия по их снижению и ликвидации.
1. Для поддержания в помещениях оптимальной температуры воздуха применяют в летний период – кондиционеры, а в зимний период – система отопления. В данном случае система водяного отопления, наиболее эффективная в санитарно-гигиеническом отношении, вода в систему отопления подается от собственной котельной предприятия.
Для теплового самочувствия человека важно определенное сочетание температуры, относительной влажности и скорости движения воздуха в рабочей хоне. Влажность воздуха оказывает большое влияние на терморегуляции организма, а движение воздуха в помещениях является важным фактором, влияющим на тепловое самочувствие человека. Скорость воздуха оказывает также влияние на распределение вредных веществ в помещении.
Для обеспечения чистоты воздуха и заданных метеорологических условий в производственном помещении предусматривается приточно-вытяжная вентиляция [12]. Наличие в вентиляционной системе устройства для подогрева, осушки или увлажнения воздуха обязательно. Конструкция станков предусматривает место для подсоединения вытяжной насадки, таким образом пыль и туман, образовавшиеся в зоне резания удаляются непосредственно из неё, не распространяясь по всему производственному помещению. Удаленный и очищенный воздух, особенно в холодное время года, рекомендуется использовать при рециркуляции. Попадание СОЖ в глаза, на руки, отлет стружки из зоны резания предотвращается применением для контроля за процессом резания специального смотрового окна, защищенного металлической решеткой с толщиной прутьев 5 мм. Возможна работа без применения защитного кожуха с заменой человека промышленным роботом портативного типа.
Станки, имеющие приспособления для охлаждения режущего инструмента распыленной жидкостью, выделяющей в процессе резания вредные аэрозоли, оборудуются гидроприемниками, приспособлениями к индивидуальной или групповой вентиляционной установки для удаления этих аэрозолей [12].
2.
Для ограждения людей от движущихся
частей станка применяются заграждения.
Зона обработки на фрезерных и сверлильных
станках с ЧПУ должна ограждаться
защитным устройством (экраном). При
этом экранируется зона обработки не
только со стороны рабочего места, но
также и со стороны противоположной
рабочему месту. Заграждения имеют также
защитные патроны. Ограждения подвижны
и легко отводятся при установке и снятии
заготовок, не ограничивая технологических
возможностей станка. Ограждение ременной
передачи привода главного движения
станка осуществляется металлическим
откидывающимся кожухом, штампованным
или клепанным из листовой стали толщиной
1,5 мм.
Проектом не допускается:
поддерживать деталь руками, при необходимости нужно использовать деревянные подкладки;
во время работы станка измерять деталь;
проверять рукой чистоту наружной и внутренней поверхностей детали;
передавать через станок инструмент, техническую документацию и так далее;
для ускорения остановки выключенного станка тормозить рукой патрон или планшайбу.
Для дробления стружки и её безопасного удаления из рабочей зоны применяются специальные стружкоотводчики [12].
В
механическом цехе используется
естественное и искусственное освещение,
как дополнение при недостатке
естественного освещения по нормам, в
зависимости от времени суток, времени
года. При выполнении точных зрительных
работ необходимо комбинированное
освещение, т.е. освещение при котором
к общему освещению (источники света
располагаются в верхней зоне помещения)
добавляется местное освещение (источники
света концентрируются на рабочих
местах).
В данном цехе в качестве источников общего освещения применяются дуговые ртутные лампы с люминофором – ДРЛ (ГОСТ 16354-70).
Станки оборудованы стационарными устройствами местного освещения. Рекомендуется широкое использование встроенного освещения. Кронштейн для местного освещения должен иметь надежную фиксацию светильника во всех требуемых положениях.
Проводится чистка стекол, оконных проемов и световых фонарей не реже двух раз в год [12].
4. Во избежание возникновения
опасных последствий от действия вибраций
необходима защита от них. Защита от
вибрации начинается , прежде всего, с
их ликвидации. Достигается это
совершенствованием кинематических
схем и улучшением работы механизмов.
Для отдельных частей конструкции
применяют упругую подвеску, амортизацию,
изолируют опоры. Изоляция фундамента
(в почве вокруг фундамента устанавливают
разрывы с заполнением или без заполнения)
предотвращает передачу колебаний от
фундамента к окружающей почве или от
нее к фундаменту. Техническими мерами
не всегда удается снизить уровень
вибрации ниже установленных норм, в
этих случаях приходится бороться
использовать индивидуальные защитные
средства. Для защиты от локальной
вибрации используется обувь на толстой
виброгасящей подошве. Снижение вибрации
при эксплуатации станка достигается
применением вместо зубчатых передач
– ременных, которые обладают повышенной
плавностью работы. Для снижения вибрации
за счет потери энергии в колебательной
системе применяются
специальные резиновые коврики, при
монтаже станка, а также в цехах делают
двойные полы, гасящие вибрацию, также
устанавливается силовое оборудование
в пролетах мощных балок, лежащих на
изолированных от полов опорах. Полы
цеха устанавливают на опорах основного
фундамента здания. При таком расположении
полов виброударные нагрузки силового
оборудования гасятся упругостью пролета
несущих балок.
Для снижения вибрации и соответственно увеличения точности вращения отдельных механизмом (шпинделя, ходовых винтов, приводов подач) проводится их балансировка и обкатка вместе с сопряженными деталями (например вал-зубчатое колесо и так далее) [12].
5. Для снижения производственного шума используют различные методы:
1. устранение причин или ослабления шума в источнике его возникновения
2. снижение шума на пути его распространения
3. применение индивидуальных средств защиты рабочих
Ослабление шума в источнике его возникновения является наиболее радикальным средством борьбы с шумом производственного оборудования. Однако, опыт предприятий показал, что эффективность мероприятий по снижению шума эксплуатируемых машин и механизмов невелика и поэтому снижение шума следует добиваться прежде всего в процессе проектирования оборудования. Снижение шума зубчатых передач эксплуатируемых станков заключение коробок передач скоростей, редукторов в звукоизолирубщие кожухи, а также помещением зубчатых колес в масляные ванны. Уменьшение шума электродвигателей металлорежущих станков достигается хорошей динамической балансировкой ротора двигателя, повышением жесткости корпуса двигателя, вала ротора, подшипников и т.д., заключением электродвигателя в звукоизолирующий кожух. Снижение шума можно добиться применив менее интенсивный режим резания или разместив станки в изолированных помещениях с потолками, облицованными звукоизолирующим материалом.
Проведение
планового ремонта позволит уменьшить
уровень шумов, связанный с износом
деталей.
Принудительная смазка трущихся частей и механизмов, применяемая в станке, позволяет существенно снизить уровень шума. Сочетание вышеперечисленных мер позволяет уменьшить звуковое давление на основных шумовых частотах станка до 30…40 дБ [12].
6. Во избежание поражения электрическим током предпринимаются следующие основные меры защиты:
1. обеспечение недоступности токоведущих частей, находящихся под напряжением, для случайного прикосновения;
2. заземление станков;
3. в комплексе используется защитное отключение.
Для устранения опасности поражения людей электрическим током, при появлении напряжения на конструктивных частях электрооборудования, т.е. при замыкании на корпус, используется защитное заземление. Это преднамеренное электрическое соединение с землей или её эквивалентом металлических токоведущих частей, которые могут оказаться под напряжением. Принцип действия – снижение до безопасных значений напряжений соприкосновения и шага.
Для защиты токоведущих кабелей от механических повреждений (как силовых, так и управляющих) их заключают в защитные металлические кожухи или специальные пазы.
Регулярное техническое обслуживание должно включать в себя осмотр и чистку, при необходимости, электрооборудования станка от пыли и грязи.
Кроме того регулярно проводится инструктаж по техники безопасности при работе с электрическим оборудованием. Участие рабочих неэлектрических специальностей (фрезеровщик, сверловщик) в ремонтных, наладочных, испытательных или других работах совершенно недопустимо.
7.
Во избежание возникновения пожаров
строго выполняются меры пожарной
безопасности. Пожарная безопасность
– это состояние объекта, при котором
исключается возможность пожара. На
нашем механическом участке это
достигается путем:
1. применения негорючих и трудно горючих веществ и материалов вместо пожароопасных
2. ограничения применения горючих веществ
3. предотвращения распространения пожара за пределы очага, т.е. применения противопожарных преград, к ним относятся стены, перегородки, двери, ворота, тамбур-шлюзы и окна между помещениями, цехами
4. использования средств пожаротушения, в данном случае применяются углекислотные огнетушители, и т.д.
Применение автоматических средств обнаружения пожаров является одним из основных условий обеспечения пожарной безопасности в машиностроении, так как позволяет оповестить дежурный персонал о пожаре и месте его возникновения. В данном случае в механическом цехе используются дымовые извещатели ДИП-1.
К числу организационных
мероприятий по обеспечению пожарной
безопасности относятся обучение рабочих
и служащих пожарной безопасности,
инструктаж о порядке работы с
пожароопасными веществами и материалами,
организация пожарной охраны объекта.
При работе соблюдаются противопожарные
требования и имеется на рабочем месте
средства для тушения пожара: песок,
воду, огнетушители и т.д. Во избежание
опасности возникновения пожара на
рабочем месте (станке) станок
эксплуатируется в соответствии с
указанными в его паспорте эксплуатационными
параметрами. Перегрузка
станка по мощности недопустима. Для
предотвращения возгорания посторонних
предметов и материалов не разрешено
захламлять ими прилегающие к станку
(особенно к электрооборудованию)
территории [12].
5.3.
Мероприятия, обеспечивающие снижение
вредного воздействия на окружающую
среду
В проектируемом механическом цехе, и на предприятии в целом, во избежание загрязнения окружающей среды предусмотрены следующие мероприятия.
1. Для очистки выбрасываемого воздуха применяют циклоны.
Механическая обработка на металлообрабатывающих станках сопровождается выделением пыли, стружки, туманов, масел и эмульсий, которые через систему вентиляции выбрасываются из помещения в окружающую среду.
При эксплуатации одного фрезерного или сверлильного станка выбросы паров воды, туманов и эмульсий не регламентируются, т.к. в их объеме не содержится веществ, загрязняющих окружающую среду.
Очистка выбрасываемого вентиляцией воздуха от пыли производится посредством применения циклонов.
2. Отработанные СОЖ отправляются на переработку.
3. Стружка и другие твердые металлические отходы отправляются на переработку.
Для недопущения загрязнения окружающей среды твердыми отходами (стружкой) предусматриваются следующие мероприятия:
1. сбор стружки по территории цеха с последующим её прессованием;
2. последующая отправка её на переработку
В механическом цехе предусмотрен участок по переработке стружки, что позволяет сократить затраты на погрузочно-разгрузочные работы, снижает безвозвратные потери при их перевалке и транспортировке и высвобождает транспортные средства.
Стружку, которая образуется при
обработке деталей, собирают и
перерабатывают на стружко-дробилках,
брикетировочных прессах. Основные
операции первичной обработки метало
отходов – сортировка, разделка и
механическая обработка. Сортировка
заключается в разделении лома и отходов
по
видам металлов. Разделка лома состоит
в удалении неметаллических включений.
Механическая обработка включает рубку,
резку, брикетирование на прессах.
Основной источник образования отходов металла – металлообработка (84%) и амортизационный лом (16%). Амортизационный лом – отходы, состоящие из частиц металла, образовавшиеся из-за трения подвижных частей оборудования, как предусмотренного конструкцией деталей и механизмов станка, так и не предусмотренного.
Регулярный плановый ремонт станка исключает не предусмотренное конструкцией трение, а регулярная чистка, смазка, замена выработавших свой срок узлов (например подшипников качения) снизит количество твердых отходов в целом.
4. Для очистки сточных вод применяют маслоловушки, нефтеловушки и песколовы.
На территории промышленных предприятий образуются сточные воды трех видов:
бытовые;
поверхностные;
производственные.
Бытовые сточные воды образуются в результате эксплуатации на территории предприятия душевых, туалетов, прачечных, столовых. Предприятие не отвечает за качество данных сточных вод и направляют их на городскую станцию очистки.
Поверхностные сточные воды образуются в процессе сливания с дождевой, талой и поливочной водой примесей, скапливающихся на территории, крышах и стенах сооружений предприятия. Основные компоненты примесей в этих водах: песок, стружка, опилки, пыль, сажа, нефтепродукты, масло и т.п.
Примечание. Анализ загрязнения
окружающей среды ведется с точки зрения
эксплуатации фрезерных и сверлильных
станках. Производственные сточные воды
образуются в результате использования
воды в технологических целях.
Очистка от загрязняющих веществ –
масла, производится применением
маслоловушек, нефтеловушек.
5.4.
Расчет общего освещения механического
цеха.
Исходные данные для расчета
производственное помещение цеха с металлорежущими станками;
габариты помещение – 486x8 м
типа лампы общего освещения – ДРЛ
мощность лампы 1000 Вт
световой поток лампы 55000 лм
норма освещенности при общем освещении не менее 150
1. Определяем количество светильников общего освещения с лампами ДРЛ-1000:
= L / H>p>, (5.4.1)
отсюда L = H>p>, (5.4.2)
где L – расстояние между светильниками, м
H>p> – высота подвеса светильников, H>p> = 8 м
- коэффициент наивыгоднейшего расположения светильников, = 1,8
L = 1,88 = 14,4 м
Количество ламп определяется из выражения:
N2 = S/L, (5.4.3)
где S – площадь цеха,
S = AB, (5.4.4)
S
= 4836
= 1728 м
N = 1728/14.42 = 1728 / 207.36 = 8,3 ~ 9 шт
2. Определяем световой поток лампы:
F>л>>.>>расч>>.> = (ESKZ)/(N), (5.4.5)
где E – нормируемая освещенность, E = 150 лк
S – площадь цеха, S = 172.8 м2
K – коэффициент запаса, K = 1,7 (для помещений с большим выделением пыли)
Z – поправочный коэффициент (отношение средней освещенности к минимальной горизонтальной), Z = 1,1…1,5, принимаем Z = 1,1
N – количество светильников, причем в каждом светильнике находится одна лампа ДРЛ-1000, N = 9 шт.
- коэффициент использования светового потока, зависит от индекса помещения, типа светильника и коэффициента отражения потолка и стен.
Индекс помещения определяется из формулы:
i = (AB)/(A+B)Hp, (5.4.6)
где A – ширина помещения, A = 36 м
B – длина помещения, В = 48 м
i = (3648)/(36+48)8 = 1728/848 = 1728/672 = 2,6
При коэффициенте отражения потолка 50% и стен 30% коэффициент использования светового потока для различных типов светильников имеет следующие значения:
|
I |
2 |
3 |
|
|
0,34…0,57 |
0,37…0,62 |
Проводим интерполяцию, чтобы определить интервал значений при i = 2,6
Нижний предел:
(0,37-0,34)6/10+0,34 = 0,036/10 + 0,34 = 0,18/10+0,34 = 0,018+0,34 = 0,358
Верхний предел:
(0,62-0,57)/10+0,57 = 0,056/10+0,57 = 0,3/10+0,57 = 0,03+0,57 = 0,6
Получили
i = 2,6
= 0,358…0,6
Принимаем = 0,489
F>л.расч.> = (15017281,71,1)/(90,489) = 484704/4,401 = 110135 лм
F>л.расч.>/F>л.табл.> = 110135/55000 = 2,002
F>л.расч.> в два раза больше чем F>л.табл.>>max>, поэтому количество ламп, полученное при первоначальном расчете увеличиваем в два раза.
N
= 92
= 10 шт
При этом: F>л.расч.> = 484704 / 180,489 = 484704/8,802 = 67362 лм
Получили, что F>л.расч.> = 1,043 F>л.табл..>
Это удовлетворяет условию F>л.расч.> = (0,9…1,2)F>л.табл.>
3. Определяем потребляемую мощность ламп
P = pNn, (5.4.7)
где p – мощность лампы, p = 1000 Вт;
n – количество ламп в светильнике, 1
P = 1000181 = 18000 Вт
4.
Теперь необходимо расположить 18 ламп
в шахматном порядке на потолке площадью
1728 м2
Расстояние между светильниками равно:
L = (S/N)0,5, (5.4.8)
L = (1728/18)0,5 = (96)0,5 = 9,8
Расположим светильники в четыре ряда, в первом и третьем рядах – по 4 светильника, а во втором и четвертом – по 5 светильников. Схема расположения светильников отображена на рис. 5.1.

рис.
5.1. Расположение
светильников.
Заключение
Благодаря
проведенному и изложенному выше анализу,
а именно анализу вредных производственных
факторов (опасность поражения людей
электрическим током, движущимися
частями оборудования и др.), и проведенному
на основе этого анализа мероприятий
снижающих или вовсе исключающих эти
вредные факторы, а именно:
использование установок вентиляции и кондиционирования воздуха;
предохранительные, защитные и изолирующие устройства машин и станков;
рациональное освещение;
меры противопожарной безопасности.
Проведена отработка оборудования и рабочего места с точки зрения безопасности
1. В проектируемом цехе для очистки выбрасываемого воздуха применяют циклоны
2. Отработанные СОЖ отправляют на переработку
3. Для очистки сточных вод применяются маслоловушки, нефтеловушки и песколовы.
4. Для снижения уровня шума применяют шумопоглащающие материалы
5. Стружка отправляется на переработку
На основе вышеизложенных
мероприятий значительно уменьшается
загрязненность окружающей среды
промышленными выбросами, т.е. санитарное
благоустройство машиностроительных
заводов и надлежащее их содержание
являются важнейшими мероприятиями в
борьбе с вредными производственными
факторами,
такими как газ, пыль, загрязненные
вредными веществами сточные воды.
6. ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ.
6.1. Определение структуры цеха и состав служб
По
рекомендациям литературы [ ] в состав
механосборочных цехов следует включать
производственные и вспомогательные
участки, служебные и бытовые помещения.
Производственные помещения и службы предназначены непосредственно для осуществления технологических процессов, механической обработки и сборки, отделки, регулировки, испытаний, упаковки готовых изделий, сборочных единиц (узлов) и запасных частей.
Вспомогательные отделения, участки и мастерские необходимы для ремонта станков и приспособлений, для заточки инструментов. Также необходимы подразделения для обслуживания основного производства - участки подготовки, раздачи, регенерации СОЖ, сбора и переработки отходов, цеховые лаборатории, помещения ОТК, отделения специального персонала - электриков, смазчиков и др.
Ориентировочный состав цеха по литературе [ ] принимаем в следующем виде:
1. Производственные участки:
- механические;
- сборочные.
2. Вспомогательные участки:
- контрольные;
- группы ремонта и обслуживания станков;
- отделения ремонта приспособлений;
- заточного отделения;
- отделения СОЖ;
- отделения сбора и утилизации стружки.
3.
Цеховые склады:
- материалов, заготовок, полуфабрикатов;
- промежуточные (комплектовочные);
- межоперационные;
- инструментов и приспособлений;
- хозяйственных материалов и запасных частей.
4. Подсобные помещения:
- служебные;
- контроля;
- бытовые;
- санитарно-гигиенические;
6.2.
Определение расчетного объема выпуска
Для участка точный расчет программы:
П>р> = П>в> К>1> К>2> К>3>, (6.2.1)
где П>в> = 7200 - программа выпуска изделия по заданию;
К>1> = 1 - количество данных деталей в изделии (в нашем случае корпус);
К>2> = 1…1,2 - коэффициент, учитывающий выпуск запчастей (в нашем случае К>2> = 1,2);
К>2> = l…l,05 - коэффициент, учитывающий цеховые потери (для массового производства принимаем значение 1,04);
П>р> = 720011,21,04 = 8986 шт.
Для цеха приведенная программа:
П>р> = П>в1>К>прив>, (6.2.2)
где К>прив> = K>G>К>cep>К>слож>
К>прив> - коэффициент приведения;
К>с> - коэффициент приведения по массе;
К>сер> — коэффициент приведения по объему;
К>слож> - коэффициент приведения по сложности.
Принимаем, что в цехе изготовляют одно изделие –
П>р> = 8986 шт комплектов деталей.
6.3.
Определение затрат времени
При проектировании механосборочных цехов затраты времени могут определяться по одному из следующих методов:
- по технологическому процессу;
- методом сравнения;
- по данным базового завода или ранее выполненных проектов;
- по технико-экономическим показателям;
- по типовым нормам.
Воспользуемся данными по технологическому процессу.
Рассчитываем станкоемкость детали:
Т>с> = Т>ш.к>, (6.3.1)
где Т>ш.к.> - сумма штучно-калькуляционного времени по каждой операции.
Тогда Т>с> = 58,21 мин.
Для станкоемкости в целом по изделию:
Т>с.и.> = 510 мин, переводим в часы Т>с.и.> = 8,5 часа.
Трудоемкость изделия при ручной сборке: Т>р.и.> = 1,6 часа.
При конвейерной сборке: Т>к.и.> = 0,8 часа.
6.4.
Расчет количества оборудования и
сборочных рабочих мест
Количество станков.
 ,
(6.4.1)
,
(6.4.1)
где Т>с> - станкоемкость (8,5 часа);
П - программа (8986 шт);
К>и.ср.> - средний коэффициент использования (0,85 для среднесерийного производства);
Ф>э> - эффективный годовой фонд времени (3983,2 часов).
По расчету получаем:
 23
станка
23
станка
Количество сборочных рабочих мест.
Узловой сборки:
где Ф>э.р.> = 4106,4 часов - для сборочных рабочих мест без оборудования;
>ср> = 1, коэффициент плотности сборочных работ;
К>и.ср.> - средний коэффициент использования рабочего места (0,85 для среднесерийного производства).
 ,
(6.4.2)
,
(6.4.2)
 =
4,2
5 рабочих мест.
=
4,2
5 рабочих мест.
Число сборочных рабочих мест на конвейере:
 ,
(6.4.3)
,
(6.4.3)
где
Ф>э.к.>
= 3983,2 часов - эффективный фонд времени
на конвейерной сборке.
 =
2,2
3 рабочих места.
=
2,2
3 рабочих места.
6.5.
Рабочие основного производства
Количество рабочих-станочников основного производства определим по станкоемкости:
 ,
(6.5.1)
,
(6.5.1)
где Ф>д.р.> = 1847,9 часов - действительный фонд времени рабочего с учетом потерь;
К>м> = коэффициент многостаночного обслуживания (для среднесерийного производства принимаем 1,4).
 =
29,5
30 человек.
=
29,5
30 человек.
Число рабочих сборщиков:
 ,
(6.5.2)
,
(6.5.2)
где Т>сб> - трудоемкость узловой сборки.
 =
11,7
12 человек.
=
11,7
12 человек.
6.6.
Расчет общей численности работающих
в цехе
Расчет общей численности персонала цеха проведем укрупненно по нормативам. Результаты оформим в виде таблицы.
Таблица 6.1
Ведомость персонала механосборочного цеха.
|
№ п/п |
Категории работников |
Обоснование расчета |
Результат, чел |
|
1. |
Рабочие станочники (всего) в том числе в первую смену |
Р>ст> 50% от Р>ст> |
30 15 |
|
2. |
Рабочие сборщики (всего) в том числе в первую смену |
Р>сб> 50% от Р>сб> |
12 6 |
|
3. |
Всего производственных рабочих |
Р>пр> = Р>ст>+Р>сб> |
42 |
|
4. |
Вспомогательные рабочие (всего) В том числе в первую смену |
30% от Р>пр> 60% от Р>всп> |
13 8 |
|
5. |
ИТР механической обработки |
Р>итр.м>> >= 20% от С>общ> |
5 |
|
6. |
ИТР сборки |
P>итр.м> = 10% от Р>сб> |
2 |
|
7. |
Всего ИТР в том числе в первую смену |
Р>итр.м.> = Р>итр.м.>+Р>итр.сб> 70% от Р>итр> |
7 5 |
|
8. |
Служащие в том числе в первую смену |
Сл = 1,5% от Р>пр> 70% от Сл |
1 1 |
|
9. |
Младший обслуживающий персонал (МОП) в том числе в первую смену |
МОП = 2,5% (Р>пр>+Р>всп>) 60% от МОП |
2 1 |
|
Итого: |
Р>пр>+Р>всп>+Р>итр>+С>л>+МОП В том числе в 1-ую смену |
65 36 |
6.7.
Выбор транспортных средств
Для транспортирования материалов, заготовок готовых деталей на сборку, средств технологического оснащения (приспособления, инструменты и т.п.) в цехах используют кары, погрузчики, тележки.
Количество транспортных средств:
 ,
(6.7.1)
,
(6.7.1)
где М - масса перевозимых грузов (принимаем укрупненно по массе комплектов деталей для общей сборки
М = GN, (6.7.2)
M = 0,068986 = 539,2 тонны;
I = 8 - среднее число транспортных операций;
Т>т> = 25 мин - среднее время транспортировки;
К>н> = 1,25 - коэффициент неравномерности подачи груза;
q = 1 тонна - грузоподъемность одного транспортного средства;
K>q> = 0,4 - коэффициент использования грузоподъемности;
Ф>э> = 3983,2 часов - эффективный фонд времени;
 =1,42
шт.
=1,42
шт.
Крупногабаритные заготовки, детали, узлы, приспособления станков в цехе транспортируются тельферами, кранами-балками, мостовыми кранами.
Их количество рассчитывается по следующей формуле:
 ,
(6.7.3)
,
(6.7.3)
где
i
= 10 - среднее число транспортных операций;
Т>т> = 5 мин - среднее время транспортировки;
К>н> = 1,5 - коэффициент неравномерности подачи груза;
 =
2,2
3 шт.
=
2,2
3 шт.
6.8.
Параметры вспомогательных участков
цеха
Расчеты по вспомогательным участкам и службам ведем укрупненно с использованием с использованием нормативов. Основной параметр при этом - число станков основного производства в цехе.
Таблица 6.8.1
Параметры вспомогательных участков.
|
№ п/п |
Наименование участка |
Обоснование расчета |
Количество оборудования по нормативам |
|
1. |
Участок ремонта станков |
2% от С>общ> |
1 станок |
|
2. |
Участок ремонта приспособлений |
[ ] |
3 станков |
|
3. |
Участок заточки |
2,5% от С>o6щ> |
1 станок |
6.9.
Определение площадей участков и служб
цеха
Расчет площадей участков и отделений проводим укрупненно по нормативам, изложенным в литературе в процентах от площадей участков основного производства. Результаты оформляем в табличном виде.
Таблица 6.9.1
Расчет участков и служб.
|
№ и/и |
Категория площадей |
Расчетная формула |
Фактическая площадь, м2 |
|
1 |
2 |
3 |
4 |
|
1. |
Производственная |
805 |
|
|
1.1. Механический участок |
F>м> = С>общ>У>ст> С>общ> = 23 станка У>ст> = 35 м2/1 станок |
||
|
1.2. Сборочный участок |
F>сб> = М>сб>У>сб> У>сб> = 40 м2/1 раб. место М>сб> = 8 человек |
320 |
|
|
2. |
Вспомогательные |
||
|
2.1 Отделение заточки |
F>з> = С>зат>У>зат> С>зат> = 1 станок У>зат> = 25 м2/1станок |
25 |
|
|
2.2. Участок ремонта станков |
F>р.с.> = С>р.с.>У>р.с.> С>р.с.> = 1 станок У>р.с.> = 35 м2/ станок |
35 |
|
|
2.3. Участок ремонта приспособлений |
Fр.н. = Ср.п.Ур.п. Ср.п. = 30 м>2>/1станок |
90 |
|
|
2.4. Площадь ОТК |
F>отк> = 4% от (F>м>+F>сб>) F>м>+F>сб> = 1125м2 |
45 |
Продолжение табл. 6.9.1
|
1 |
2 |
3 |
4 |
|
2.5. Отделение приготовления и раздачи СОЖ |
F>сож> = 3% от F>м> F>м> = 805 м2 |
25 |
|
|
2.6. Отделение переработки стружки |
F>стр> = 3% от F>м> F>м> = 805 м2 |
25 |
|
|
Итого: |
Вспомогательная площадь |
245 |
|
|
3. |
Помещения складов |
||
|
3.1. Материалов и заготовок |
|
25 |
|
|
3.2. Межоперационный |
|
40 |
|
|
3.3. Комплектовочный |
|
30 |
|
|
Итого: |
Площадь складов |
95 |
|
|
4. |
Помещения кладовок |
||
|
4.1. Режущего инструмента |
F>р.и.> = С>м>У>р.и.> С>м> = 23 станка У>р.и.> = 0,3 м2/1 станок |
10 |
|
|
4.2. Измерительного инструмента |
F>и.и.> = С>м>У>и.и.> С>м> = 23 станка У>и.и> = 0,1 м2/1 станок |
5 |
|
|
4.3. Приспособлений для станков |
F>с.п.> = С>м>У>с.п.> С>м> = 23 станка У>с.п.> = 0,2 м2/1 станок |
8 |

Продолжение табл. 6.9.1
|
|
2 |
3 |
4 |
|
4.4. Вспомогательных материалов |
F>в.м.> = (Р>м>+Р>сб>)У>вс> Р>м>+Р>сб> = 42 человека У>вс> = 0,1 м2/1 человека |
7 |
|
|
Итого: |
Площади кладовок |
30 |
|
|
Итого: |
Общая площадь основных и вспомогательных помещений |
1495 1500 |
|
|
5. |
Подсобные площади |
10% от F |
150 |
|
Всего: |
Площадь цеха в производственном корпусе |
1650 |
6.10.
Разработка компоновочного плана цеха.
По результатам расчетов, с учетом рекомендаций литературы, выполняем компоновочный план цеха. Наиболее распространенной конструкцией здания цехов механосборочного производства является здание прямоугольной формы с полом на бетонном основании с системой колонн. Колонны соединены стропильными и подстропильными фермами, на которые сверху укладываются перекрытия. Для машиностроения приблизительно 85% зданий являются одноэтажными, как более экономичные и не имеющие ограничения по размещению тяжелого оборудования.
Основными параметрами производственных зданий являются:
L - ширина пролета (расстояния между продольными осями колонн, образующими пролет);
t - шаг колонн (расстояние между поперечными осями колонн);
h - высота пролета.
При реализации требований к типизации и унификации производственных зданий разработаны производственные помещения габаритами 36x48 м, сеткой колонн 18х12 м. И общей площадью 1728 м2.
Поскольку в данном цехе имеются грузовые краны грузоподъемностью 10/1,5 т, то высоту пролета принимаем 8,4 м.
6.11.
Автоматизированное рабочее место
(АРМ).
Современные масштабы и темпы внедрения средств автоматизации управления в народном хозяйстве с особой остротой ставит задачу проведения комплексных исследований, связанных со всесторонним изучением и обобщением возникающих при этом проблем как практического, так и теоретического характера.
В последние годы возникает концепция распределенных систем управления народным хозяйством, где предусматривается локальная обработка информации. Для реализации идеи распределенного управления необходимо создание для каждого уровня управления и каждой предметной области автоматизированных рабочих мест (АРМ) на базе профессиональных персональных ЭВМ.
Анализируя сущность АРМ, специалисты определяют их чаще всего как профессионально-ориентированные малые вычислительные системы, расположенные непосредственно на рабочих местах специалистов и предназначенные для автоматизации их работ.
Для каждого объекта управления нужно предусмотреть автоматизированные рабочие места, соответствующие их функциональному назначению. Однако принципы создания АРМ должны быть общими: системность, гибкость, устойчивость, эффективность.
Согласно принципу системности АРМ следует рассматривать как системы, структура которых определяется функциональным назначением.
Принцип гибкости означает приспособляемость системы к возможным перестройкам благодаря модульности построения всех подсистем и стандартизации их элементов.
Принцип устойчивости заключается в том, что система АРМ должна выполнять основные функции независимо от воздействия на нее внутренних и возможных внешних факторов. Это значит, что неполадки в отдельных ее частях должны быть легко устранимы, а работоспособность системы - быстро восстановима.
Эффективность
АРМ следует рассматривать как интегральный
показатель уровня реализации приведенных
выше принципов, отнесенного к затратам
по созданию и эксплуатации системы.
Функционирование АРМ может дать численный эффект только при условии правильного распределения функций и нагрузки между человеком и машинными средствами обработки информации, ядром которых является ЭВМ. Лишь тогда АРМ станет средством повышения не только производительности труда и эффективности управления, но и социальной комфортности специалистов.
Накопленный опыт подсказывает, что АРМ должен отвечать следующим требованиям:
• своевременное удовлетворение информационной и вычислительной потребности специалиста.
• минимальное время ответа на запросы пользователя.
• адаптация к уровню подготовки пользователя и его профессиональным запросам.
• простота освоения приемов работы на АРМ и легкость общения, надежность и простота обслуживания.
• терпимость по отношению к пользователю.
• возможность быстрого обучения пользователя.
• возможность работы в составе вычислительной сети.
Обобщенная схема АРМ представлена на рис. 6.11.1.
Схема
автоматизированного рабочего места.
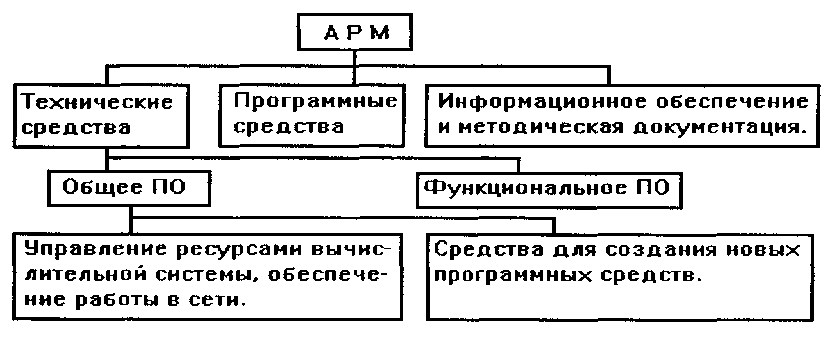
рис. 6.11.1.
Немаловажную
роль в процессе проектирования отводится
комфортным условиям труда. Схема
представлена на рисунке 6.11.2.
Схема
расположения инструментов АРМ и
оператора
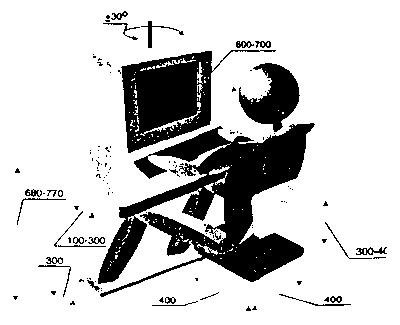
рис. 6.11.2.
7.
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
7.1. Организация производственного процесса по производству детали «картер»
7.1.1. Исходные данные.
Таблица 7.1.
Технологический маршрут обработки детали «картер»
|
№№ п/п |
Наименование операции |
Время на данной операции, мин |
|
|
t>шт> |
t>п.з.> |
||
|
Заготовительная |
- |
- |
|
|
1 |
Фрезерование основных поверхностей |
2,5 |
3,2 |
|
2 |
Сверление основных отверстий |
2,86 |
6,3 |
|
3 |
Фрезерование остальных поверхностей чистовое |
12,68 |
5,9 |
|
4 |
Растачивание отверстий начерно |
14,45 |
12,5 |
|
5 |
Растачивание отверстий начисто |
16,56 |
12,5 |
|
6 |
Раскатная |
10,55 |
8,4 |
|
7 |
Сверление крепежных отверстия |
9,25 |
7,2 |
|
8 |
Фрезерование поверхности под крышку |
2,5 |
4,4 |
|
9 |
Сверление отверстия под крышку |
2,06 |
4,8 |
|
10 |
Нарезание резьбы |
5,95 |
6,1 |
|
11 |
Промывка |
2,64 |
7,1 |
|
12 |
Контрольная |
2,78 |
4,8 |
|
Всего: |
84.78 |
7.1.2. Определение типа производства и обоснование формы организации производственного процесса.
Разработке организационно-плановых вопросов предшествует установление типа производства и формы его организации [ ].
Установить тип производства можно по коэффициенту закрепления операций (η>з.о.>). Для определения числового значения этого коэффициента надо предварительно рассчитать средний производственный такт (>с>) и среднее штучное время изготовления детали по всем операциям (t>шт.с.>).
η>з.о.> = >с>/t>шт.с.>, (7.1)
>с> = F>дс> / N>r>, (7.2)
F>дс> = F>н>η>р>, (7.3)
F>н> = (F>рд>Т>см>-F>nn>Т>ск>)h60, (7.4)
 ,
(7.5)
,
(7.5)
где F>д> – номинальный фонд рабочего времени оборудования (рабочих мест) в плановой периоде при заданном режиме работы, мин;
F>дс> – действительный фонд рабочего времени оборудования в плановом году, мин;
N>r> – годовой объем выпуска деталей по заданию, N>r> = 7200 шт;
h – число рабочих смен в день, h = 2;
F>рд>, F>nn> – количество рабочих и предпраздничных дней в году;
T>см> – продолжительность рабочей смены, T>см> = 8,2 часа;
Т>ск> – количество часов, на которые сокращается рабочая смена в предпраздничные дни, Т>ск> = 1 час;
η>р> – коэффициент, учитывающий потери времени на ремонт оборудования, при h = 2 принимаем η>р> = 0,97;
t>шт.>>i> – норма штучного времени на i-й операции;
m – число операций.
Производим
расчет для мая 2002 года.
F>н> = (2518,2-51)260 = 246384 мин
F>дс> =2463840,97 = 238992,5 мин
t>шт.с> = 84,78/12 = 7,06 мин
>с> = 238992,5/7200 = 33,19 мин/шт
η>з.о.> = 33,19/7,06 = 4,7 мин
Так как 1 < η>з.о> < 4,7, то производство будет крупносерийным.
Следует проектировать серийной участок, так как η>з.о> > 2.
7.1.3.
Организация участка серийного
производства.
Важнейшими календарно-плановыми нормативами в серийном производстве являются: размер партии деталей, периодичность (ритм) их запуска в производство, длительность производственного цикла изготовления деталей, величина задела.
Посчитаем месячный объем выпуска детали.
N>м> = N>r>F>дс.м>/F>дс.г>, (7.6)
N>м> = 720018973,2/238992,5 = 570 шт.
Размер партии деталей, запускаемый одновременно в производство, рассчитывается по среднему соотношению подготовительно-заключительного времени к штучному.
n>д> = t>п.з.с.>/t>шт.с>η>д.п.>, (7.7)
где n>д> – размер партии деталей, шт
t>п.з.с.> – среднее подготовительно-заключительное время, мин
t>шт.с> – среднее штучное время, мин
η>д.п.> – коэффициент допустимых потерь на переналадку оборудования, принимаем для среднесерийного производства η>д.п.> = 0,02
n>д> = 6,76/7,060,02 = 50,1 шт.
Предварительный размер партии деталей корректируем так, чтобы он был кратным месячному объему выпуска. Принимаем n>д> = 57 шт.
Определив
размер партии деталей и зная объем
выпуска деталей в месяц, устанавливаем
сколько раз в течении месяца будет
повторятся запуск (Q>з>)
этой партии:
Q>з> = N>м>/n>д>, (7.8)
Q>з> = 570/57=10
Затем определяем какова будет периодичность повторения (ритм) запуска:
R>n> = F>рд>/Q, (7.9)
R>n> = 20/10 = 2 дн.
Далее рассчитываем штучно-калькуляционное время (t>к>), по каждой операции по формуле:
t>к>>i> = t>шт>+t>п.з>/n>д>, (7.10)
t>k>>1> = 2,5+3,2/57 = 2,55 мин
t>k>>2> = 2,86+6,3/57= 2,97 мин
t>k>>3> = 12,68+5,9/57= 12,78 мин
t>k>>4> = 14,45+12,5/57 = 14,66 мин
t>k>>5> = 16,56+12,5/57=16,79 мин
t>k>>6> = 10,55+8,4/57 = 10,69 мин
t>k>>7> = 9,25+7,2/57 = 9,37 мин
t>k>>8> = 2,5+4,4/57 = 2,57 мин
t>k>>9> = 2,06+4,8/57 = 2,14 мин
t>k>>10> = 7,95+6,1/57 = 6,05 мин
t>k>>11> = 2,64+5,1/57 = 2,72 мин
t>k>>12> = 2,78+4,8/57 = 2,86 мин
t>k> = 86,15 мин
t>k>>ср.> = 7,17 мин
Для определения календарных
сроков выпуска и запуска партии деталей
в производство и построения графика
работы участка необходимо определить
длительность
производственного цикла в зависимости
от принятой формы ее движения по
операциям технологического процесса.
Определяем длительность производственного цикла для параллельно-последовательного вида движения.
 ,
(7.11)
,
(7.11)
где Т>ц> – длительность производственного цикла изготовления партии деталей, раб.дней
t>кл> – штучно-калькуляционное время обработки детали на i-й операции, мин
n>тр> – величина транспортной партии, шт
t>ест> – время естественных процессов, мин
S>п>>i> – количество параллельно работающих рабочих мест i-й операции
t>мд> – время межоперационного пролеживания партии деталей, принимаем для крупносерийного производства 0,55 дня.
 =
6,9 дн.
=
6,9 дн.
Рассчитаем общую величину задела на участке по формуле:
Z>д> = N>д>Т>ц>, (7.12)
где N>д> – дневной выпуск деталей, шт.
Z>д> = 28,56,9 = 196 шт.
Количество
рабочих мест и рабочих по каждой операции
технологического процесса, а также
соответствующие коэффициенты их
использования. Результаты расчетов
сводим в таблицу.
Количество рабочих мест на участке (S>p>) определяем по формуле:
S>p> = t>к>N>г>/F>дс>60, (7.13)
S>p1> = 2,557200/398360 = 0,07
S>p2> = 2,977200 / 398360 = 0,08
S>p3> = 12,787200/398360 = 0,36
S>p4> = 14,667200/398360 = 0,42
S>p5> = 16,797200/398360 = 0,46
S>p6> = 10,697200/398360 = 0,32
S>p7> = 9,377200/398360 = 0,28
S>p8> = 2,577200/398360 = 0,07
S>p9> = 2,147200/398360 = 0,06
S>p10> = 6,057200/398360 = 0,18
S>p11> = 2,727200/398360 = 0,08
S>p>>12> = 2,867200/398360 = 0,08
S>p> = 2,54
Коэффициент использования рабочих мест определяется отношением их расчетного числа к принятому.
Расчетное количество рабочих (W>p>) рассчитываем по каждой операции по формуле:
 ,
(7.14)
,
(7.14)
F>др> = F>и>>пр>, (7.15)
где S>n> – принятое количество рабочих мест
F>др>
– действительный годовой фонд рабочего
времени одного рабочего, час.
F>др> = 4106,40,9 = 3695,8 час
>пр>
- коэффициент, учитывающий потери
рабочего времени рабочих в связи с
отпусками и болезнями, принимаем >п>>p>
= 0,9;
>ис> - коэффициент использования рабочих мест;
>м> - коэффициент многостаночного обслуживания, принимаем для крупносерийного производства >м> = 1,5.
Принятое количество рабочих мест определяется по каждой операции путем округления расчетного количества до ближайшего большего числа с учетом сменности работы, а затем данные суммируются. Коэффициент использования рабочих (>п>>p>) определяется, как отношение их расчетного числа к принятому.
Таблица 7.2.
Количество рабочих мест и рабочих на участке.
|
№ |
Расчетное кол-во рабочих мест S>p> |
Принятое число рабочих мест S>n> |
Коэфи-циент исполь-зования рабочего места >ис> |
Расчетное кол-во рабочих W>p> |
Принятое
число рабочих |
Коэффи-циент исполь-зования рабочих >ир> |
|
1 |
0,07 |
1 |
0,07 |
0,05 |
2 |
0,03 |
|
2 |
0,08 |
1 |
0,08 |
0,06 |
2 |
0,03 |
|
3 |
0,36 |
1 |
0,36 |
0,81 |
2 |
0,40 |
|
4 |
0,42 |
1 |
0,42 |
0,83 |
2 |
0,42 |
|
5 |
0,46 |
1 |
0,46 |
0,41 |
2 |
0,20 |
|
6 |
0,32 |
1 |
0,32 |
0,26 |
2 |
0,13 |
|
7 |
0,28 |
1 |
0,28 |
0,23 |
2 |
0,11 |
|
8 |
0,07 |
1 |
0,07 |
0,05 |
2 |
0,02 |
|
9 |
0,06 |
1 |
0,06 |
0,04 |
2 |
0,02 |
|
10 |
0,18 |
1 |
0,18 |
0,14 |
2 |
0,07 |
|
11 |
0,08 |
1 |
0,08 |
0,06 |
2 |
0,03 |
|
12 |
0,08 |
1 |
0,08 |
0,06 |
2 |
0,03 |
|
Итого: |
12 |
Ср. 0,18 |
3,00 |
24 |
Ср. 0,14 |
 Стандарт-план
запуска-выпуска партии деталей и
изменения задела на участке.
Стандарт-план
запуска-выпуска партии деталей и
изменения задела на участке.
|
Наименование детали |
Месячный выпуск, шт. (N>м>) |
Дневной выпуск, шт. (N>д>) |
Количество деалей в партии, шт. (n>д>) |
Длительность произв. цикла, дн. (Т>ц>) |
Период повт. запуска, дн. (R>n>) |
Количество дет. на начало месяца |
Май 2002 г. |
Июнь |
||||||||||||||||||||||||||||||||
|
Календарные дни |
||||||||||||||||||||||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
1 |
2 |
3 |
|||||||
|
Картер |
570 |
29 |
57 |
6,9 |
2 |
157 |
рис. 7.1
7.2.
Оценка экономической эффективности
работы участка.
7.2.1. Определение стоимости основных фондов и амортизационных отчислений.
Стоимость основных фондов для базового и проектного вариантов рассчитываются по следующим группам:
1. Здания, включая санитарно-технические устройства и сети промышленных проводок (отопление, вентиляция, водопровод, канализация освещение и др.).
2. Производственное оборудование.
3. Энергетическое оборудование.
4. Подъемно-транспортное оборудование.
5. Инструменты и приспособления.
6. Производственный и хозяйственный инвентарь.
При определении стоимости зданий необходимо учитывать производственную площадь, занимаемую оборудованием, включая площадь проходов и проездов средствами наземного межоперационного транспорта и т.п., а также соответствующую долю конторских и бытовых помещений.
Определим производственную площадь из расчета 15…25 м2 на один средний станок, 40…50 м2 на один крупный станок и 15…25 м2 на одно слесарное или контрольное место.
S>пр> = 445+720+115 = 335 м2
Площадь конторских и бытовых помещений принимаем в размере 25% от производственной площади.
S>всп> = 25% от 335 =84 м2, (7.16)
Общая площадь здания:
S>общ.> = S>пр>+S>всп>, (7.17)
S>общ.> = 335+84 = 419 м2
Общую стоимость здания определяем по наружной площади, которую принимаем 1,05 от внутренней (расчетной) площади.
С>общ>
= 51004191,05
= 2243745 руб.
С учётом среднего коэффициента станков:
С>общ> = 22437450,21 = 471186 руб.
Стоимость производственного оборудования (балансовая) определяется исходя из его количества по видам, оптовой цены по прейскуранту и затрат на транспортно-заготовительные и монтажные работы в размере 15% от цены. Расчеты сводим в таблицу.
Таблица 7.3.
Расчет
стоимости и мощности производственного
оборудования.
|
№ п/п |
Наименование марка оборудования |
Цена за единицу, |
Мощность
единицы |
Кол-во единиц, шт. |
Коэффи-циент исполь-зования |
Стоимость оборудо-вания, руб. |
Мощность оборудования, кВт |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Продольно фрезерный станок 6622 |
552000 |
30 |
2 |
0,38 0,28 |
364320 |
19,8 |
|
2 |
Горизонтально фрезерный станок 6Н13 |
192600 |
13 |
2 |
0,07 0,07 |
26964 |
1,82 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
3. |
Радиально сверлильный станок 2Н55 |
275400 |
4 |
1 |
0,86 |
236844 |
3.44 |
|
4. |
Специальный сверлильный станок АМ-517 |
320100 |
6,3 |
3 |
0,28 0,06 0,18 |
166452 |
3,27 |
|
5. |
Агрегатный станок АСФРН-1600 |
414000 |
10 |
2 |
0,44 0,5 |
389160 |
5,92 |
|
6. |
Моечная машина |
36000 |
1,5 |
1 |
0,08 |
2880 |
0.12 |
|
Всего: |
1186620 |
34,37 |
Стоимость
энергетического оборудования определяется
укрупненно из расчета 1400 руб. на
киловатт-час установленной мощности.
Стоимость подъемно-транспортного оборудования определяется по его оптовой цене с учетом затрат на транспортно-заготовительные и монтажные работы в размере 25% от цены.
Стоимость инструментов и приспособлений (включенных в основные фонды) можно принять в размере 10% от балансовой стоимости производственного оборудования.
Стоимость производственного и хозяйственного инвентаря может быть принята в размере 3% от стоимости производственного оборудования и здания.
Расчеты заносим в таблицу.
Таблица 7.4.
Расчет стоимости и
мощности
грузоподъемного и транспортного
оборудования
|
№ п/п |
Наименование оборудования |
Цена
за ед., |
Мощность единицы оборудова-ния, руб. |
Кол-во ед., шт. |
Стоимость оборудования, руб. |
Мощность
оборудо-вания, |
|
1 |
Кран
мостовой, |
188000 |
36 |
2 |
376000 |
72 |
|
2 |
Тельфер
электрический, |
40000 |
1,5 |
2 |
80000 |
3 |
|
3 |
Электрокар, |
30000 |
2 |
4 |
60000 |
8 |
|
Всего: |
516000+25%∙ |
14,94 |
>мощ.об.> = 49,31 кВт
>мощ.ст.> = 34,37 кВт
Таблица 7.5.
Расчет
стоимости основных фондов и амортизационных
отчислений
|
№ п/п |
Наименование групп основных фондов |
Балансовая стоимость основных фондов |
Амортизационные отчисления |
||
|
Расчет или ссылка |
Сумма, руб. |
Норма амортиза-ционных отчислений |
Годовая сумма амортизационных отчислений, руб. |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Здания |
п. 7.2.1 |
471186 |
2,6% |
14000 |
|
2 |
Производственное оборудование |
1186620 |
1364613 |
11% |
150107,43 |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
3 |
Энергетическое оборудование |
1400 |
69034 |
6,4% |
4418,17 |
|
4 |
Подъемно-транспортное оборудование |
116100 |
145125 |
8,4% для кр. 16,6% |
24090,75 |
|
5 |
Инструменты и приспособления |
1364613 0,1 |
136461,3 |
20% |
27292,26 |
|
6 |
Производственный и хозяйственный инвентарь |
47186 0,003 |
3701,41 |
12,5 |
444,17 |
|
Всего: |
2190120,71 |
7.2.2.
Определение себестоимости и цены
продукции.
Себестоимость изготовления детали по базовому и проектному вариантам определяется по следующим статьям затрат:
Затраты на материалы за вычетом возвратных отходов.
Материал заготовки: АК9>4> ГОСТ 1583-89
С>м> = m>з>z>м>>тр>-m>о>z>о>, (7.19)
где m>з> - масса заготовки, кг;
z>м> - оптовая цена данного вида материала, принимаем 50 руб./кг;
>тр> - коэффициент, учитывающий транспортно-заготовительные расходы, принимаем >тр> = 1,03.
m>о> - масса реализуемых отходов, кг, 1,287 кг
z>о> - цена отходов, 15 руб./кг.
С>м> = 7,287501,3-1,28715 = 454,35 руб.
В статье "Основная заработная плата производственных рабочих" учитываются затраты на прямую (тарифную) зарплату (С>зт>) и доплаты по прогрессивно-премиальным системам (С>зп>).
С>зо> = С>зт>+С>зп>, (7.20)
 ,
(7.20)
,
(7.20)
где i и j - разряды рабочих;
>м> - коэффициент многостаночного обслуживания, принимаем, >м> = 1,4;
t>кс.>>i> и t>кр.>>i> - штучно-калькуляционное время операций i-го и j-го разрядов соответственно для станочных и прочих работ, мин;
r>ci>
и r>pj>
- часовая тарифная ставка соответственно
рабочих станочников и нестаночников,
принимаем 4 разряд - 30 руб./час.
 руб.
руб.
Доплаты по прогрессивно-премиальным системам определяются по формуле:
С>зп> = С>зт>q>зп>/100, (7.21)
где q>зп> - процент доплат по прогрессивно-премиальным системам к тарифной зарплате, принимаем q>зп> в размере 50%.
С>зп> = 20676050/100 = 103380 руб.
Подсчитаем основную заработную плату:
С>зо> = 206760+103380 = 310140 руб.
Кроме премий из фонда заработной платы, производственные рабочие и контролеры получают премии из фонда материального поощрения (ФМП), которые не входят в фонд зарплаты, однако учитываются при определении среднемесячной заработной платы и отчислений на социальное страхование. Сумма премий определяется следующим образом:
В>ф> = С>зт>q>ф>/100, (7.22)
где q>ф> - процент премий из фонда материального поощрения, принимаем q>ф> = 15%.
В>ф>
= 20676015/100
= 31014 руб.
Дополнительная заработная плата производственных рабочих включает оплату отпусков, компенсацию за использованный отпуск и т.д.
Дополнительная заработная плата рассчитывается по формулам:
С>зд> = С>здо>+С>здф>, (7.23)
С>здф> = В>ф>q>зд>/100, (7.24)
С>здо> = С>зд>q>зд>/100, (7.25)
где С>зд>, С>здо> и С>здф> - сумма дополнительной заработной платы соответственно: общая, от основной зарплаты и от премий из ФМП;
q>зд> - процент дополнительной заработной платы, принимаем 11%.
С>здф> = 3101411/100 = 3411 руб.
С>здо> = 31014011/100 = 34115 руб.
С>зд> = 34115+2169 = 37526 руб.
Общая сумма выплат из фонда заработной платы и из ФМП будет равна:
J>о> = С>зо>+В>ф>+С>зд>, (7.26)
J>о> = 310140+31014+37526 = 378680 руб.
От
этой общей суммы выплат определяются
отчисления на социальные нужды (С>ос>)
и среднемесячная заработная плата с
учетом выплат из ФМП (J>см>).
С>ос> = J>о>q>ос>, (7.27)
J>см> = J>о>/12W>р>, (7.28)
где q>oc> - норматив отчислений на социальное страхование, q>oc>=35,6%;
W>p> - расчетное количество рабочих.
Рассчитываем эти показатели и сводим все результаты в таблицу.
С>ос> = 37868035,6/100 = 128124 руб.
J>см> = 378680/12240,14 = 9391 руб.
В статье "Расходы на содержание и эксплуатацию оборудования" учитываются затраты на амортизацию, эксплуатацию и текущий ремонт производственного и подъемно-транспортного оборудования и т.д.
Плановая сумма расходов определяется исходя из их величины на час работы оборудования (в зависимости от стоимости, сложности, мощности и других параметров), занятого на изготовлении деталей, и количества часов его работы для производства одной детали.
Расчеты по данной статье приведены в таблице 7.6.
В статью "Цеховые расходы"
входят затраты на содержание цехового
персонала (основная и дополнительная
заработная плата и отчисления на
социальное
страхование), на амортизацию, содержание
и текущий ремонт зданий, сооружений и
инвентаря цеха, на испытания, исследования,
охрану труда и т.п.
Цеховые расходы распределяются по отдельным видам продукции пропорционально сумме основной заработной платы производственных рабочих (без доплаты по прогрессивно-премиальным системам) и расходов по содержанию и эксплуатации оборудования.
Принимаем для укрупненного расчета 30% прямой зарплаты и расходов по содержанию и эксплуатации цеха.
Таблица 7.6
 Расчет
заработной платы и отчислений на
социальное страхование.
Расчет
заработной платы и отчислений на
социальное страхование.
|
Количество работников |
Расчетное количество рабочих |
Основная зарплата |
Премия из ФМП, руб. |
Дополнительная зарплата |
Общая сумма выплат, руб. |
Отчисления на соцстрах |
Среднемесячная зарплата, руб. |
|||||||
|
в том числе |
На годовой выпуск, руб. |
На одну деталь, руб./шт. |
в том числе |
Общая, руб. |
На годовой выпуск, руб. |
На одну деталь, руб./шт. |
||||||||
|
Прямая тарифная, руб. |
Доплаты из фонда зарплаты, руб. |
на основной |
От премий из ФМП |
|||||||||||
|
На годовой выпуск, руб. |
На одну деталь, руб./шт. |
|||||||||||||
|
24 |
2,53 |
206760 |
103380 |
310140 |
43,07 |
31014 |
34115 |
4,73 |
3411 |
37525 |
378680 |
134810 |
18,72 |
9391 |
Таблица
7.7.
Расходы по содержанию и эксплуатации оборудования.
|
№ п/п |
Наименование оборудования |
Количество машиночасов на одну деталь, 1/час |
Коэффициент затрат |
Количество коэффициенто-машиночасов на одну деталь, 1/час |
|
1 |
Радиально-сверлильные станки 2Н55 |
5,83 |
1,3 |
5,831,3 |
|
2 |
Специальные сверлильные станки АМ-517 |
28,03 |
0,9 |
28,030,9 |
|
3 |
Горизонтально-фрезерные станки 6Н13 |
10,12 |
0,9 |
10,120,9 |
|
4 |
Продольно-фрезерные станки 6622 |
46,35 |
1,5 |
46,351,5 |
|
5 |
Агрегатные
станки |
62,48 |
3,6 |
62,483,5 |
|
6 |
Моечные машины |
5,64 |
0,54 |
5,640,54 |
|
Всего: |
5,63 |
Сметная
(нормативная) ставка расходов на одно
изделие (плановая стоимость одного
машиночаса в крупносерийном производстве
10 руб.):
5,6310 = 56,3 руб.
К статье "Износ инструментов и приспособлений" относятся затраты на изготовление, приобретение и ремонт технологической оснастки, предназначенной для изготовления определенных деталей.
К прочим специальным расходам относятся расходы по содержанию специальных конструкторских и технологических бюро и отделов, испытательных станций и лабораторий и т.д.
Принимаем
укрупненно 22% от расходов по содержанию
и эксплуатации оборудования.
В состав общезаводских расходов включается зарплата персонала заводоуправления и отчисления на соцстрах, расходы на командировки, служебные разъезды, содержание легкового транспорта, содержание и текущий ремонт зданий, сооружений, инвентаря, оплата за электроэнергию.
Принимаем укрупненно в размере 50% от отношения основной зарплаты к прямой и расходов на содержание и эксплуатацию оборудования.
В статью "Расходы на подготовку и освоение производства" входят затраты на освоение производств, агрегатов, новой техники.
Укрупненно принимаем 4% от производственной себестоимости по базовому варианту.
В статью "Прочие производственные расходы" включаются отчисления на стандартизацию, исследовательские работы, гарантийное обслуживание и ремонт продукции.
Принимаем укрупненно 0,8% к производственной себестоимости.
К статье "Внепроизводственные расходы" относятся затраты на сбыт продукции.
Принимаем 3% от производственной (заводской) себестоимости.
Результаты всех расчетов по себестоимости заносим в таблицу 7.8.
Таблица 7.8.
Калькуляция
себестоимости.
|
№ п/п |
Наименование статей расходов |
Расчет или ссылка |
Сумма, руб. |
|
1 |
Материалы за вычетом возвратных отходов |
п.7.2.2 |
454,35 |
|
2 |
Электроэнергия на технологические цели |
- |
- |
|
3 |
Основная зарплата производственных рабочих |
Табл. 7.6. |
43,07 |
|
4 |
Дополнительная зарплата производственных рабочих |
Табл. 7.6. |
4,73 |
|
5 |
Отчисления на соцнужды |
Табл. 7.6. |
18,72 |
|
6 |
Расходы на содержание и эксплуатацию оборудования |
Табл. 7.7 |
56,3 |
|
7 |
Износ инструментов и приспособлений целевого назначения и прочие специальные расходы |
0,2гр.6 |
11,26 |
|
8 |
Цеховые расходы |
0,3(гр.6+Зтар.) |
29,81 |
|
Всего: цеховая себестоимость |
618,24 |
||
|
9. |
Общезаводские расходы |
0,5(З>тар>+гр.6) |
71,22 |
|
10. |
Расходы на подготовку и освоение производства |
0,04∙(ц.c.+гр.9) |
27,57 |
|
11. |
Прочие производственные расходы |
0.003(ц.с.+гр.9+гр.10) |
2,15 |
|
Всего: производственная (заводская) себестоимость |
719,18 |
||
|
12. |
Внепроизводственные расходы |
0,03пр.с.>.> |
21,57 |
|
Всего: полная себестоимость (С>п>) |
740,75 |
7.2.3.
Определение экономической эффективности
проекта и технико-экономических
показателей.
Общая сумма капитальных вложений:
К = К>ос>+К>об>, (7.30)
где К>ос> - стоимость основных фондов;
К>об> - стоимость нормируемых оборотных средств, принимаем в размере 25% от полной себестоимости годового выпуска.
К = 2190120,71+740,7572000,25 = 3523470,71 руб.
Станкоемкость и трудоемкость единицы продукции определяем по формулам:
 ,
(7.31)
,
(7.31)
 ,
(7.32)
,
(7.32)
где m
и n
- количество механизированных и ручных
операций технологического
процесса;
t>i>,
и t>j>
- норма штучно-калькуляционного времени
на i-ой
или j-ой
операциях.
t>ст> = 1,52 ст.час
t>тр> = 1,52/1,4+0,09 = 1,18 н.час
Электровооруженность труда производственных рабочих рассчитываем по формуле:
>эл.с> = Р>эл.с>/W>с>, (7.33)
где Р>эл.с> - мощность металлорежущих станков, кВт.
>эл.с> = 34,37/12 = 2,86 кВт/чел.
Прибыль от реализации продукции:
П = 0,5C>п>, (7.34)
П = 0,5740,75 = 370,37 руб.
Цена за единицу продукции:
Z>о> = C>п>+П, (7.35)
Z>о> = 740,75+370,37 = 1111,12 руб.
Годовой объем продукции в оптовых ценах:
Q = Z>о>N>г>, (7.36)
где Z>о> – оптовая цена детали
Q = 1111,127200 = 8000064 руб.
Производительность труда производственных рабочих рассчитывается следующим образом:
Р = Q/W>р>, (7.37)
P = 8000064/240,14 = 46667,04 руб./чел.год
Показатель фондоотдачи - выпуск продукции на один рубль основных фондов:
h>фо>
= Q/К>ос>,
(7.38)
h>фо> = 8000064/2190120,7 = 3,65 руб./руб.>оф>
Определим рентабельность продукции:
 ,
(7.39)
,
(7.39)
 =
50%
=
50%
Общая (абсолютная) экономическая эффективность капитальных вложений в производственные фонды (коэффициент общей рентабельности) определим по формуле:
E = П>о>N>г>/К, (7.40)
где П>о> - общая сумма прибыли;
К - сумма капитальных вложений в производственные фонды.
Е = 370,377200/3523470,71 = 0,73
Срок окупаемости планируемых капитальных вложений в производственные фонды определим следующим образом:
Т>ок> = К/П>о>N>г>, (7.41)
Т>ок> = 3523470,71/370,377200 = 1,3 года
Результаты расчетов заносим в таблицу.
Таблица 7.9.
Технико-экономические
показатели работы участка.
|
№ п/п |
Наименование показателей |
Единица измерения |
Значение показателей |
|
1 |
2 |
3 |
4 |
|
1 |
Годовой выпуск продукции: в натуральном выражении в оптовых ценах |
шт. тыс.руб. |
7200 8000064 |
|
2 |
Производственная площадь участка |
м2 |
335 |
|
3 |
Количество металлорежущих станков |
шт. |
10 |
|
4 |
Мощность производственного оборудования в т.ч. металлорежущих станков |
кВтчас |
49,31 34,37 |
|
1 |
2 |
3 |
4 |
|
5 |
Сумма капитальных вложений в производственные фонды в т.ч.: основные фонды; нормируемые оборотные средства |
руб. |
3523470,71 2190120,71 1333350 |
|
6 |
Количество производственных рабочих |
чел. |
24 |
|
7 |
Станкоемкость единицы продукции |
ст.час |
1.52 |
|
8 |
Трудоемкость единицы продукции |
н.час |
1,18 |
|
9 |
Средняя мощность одного станка |
кВтчас |
3,4 |
|
10 |
Электровооруженность труда производственных рабочих станочников |
кВт/чел. |
2,86 |
|
11 |
Коэффициент многостаночного обслуживания |
- |
1,4 |
|
12 |
Производительность труда производственных рабочих |
руб./чел.год |
46667,04 |
|
13 |
Среднемесячная заработная плата производственных рабочих |
руб. чел.мес. |
9391 |
|
14 |
Фондоотдача |
руб./руб.>оф> |
3,65 |
|
15 |
Полная себестоимость: единицы продукции годового выпуска |
руб./шт. тыс.руб. |
740,75 5333400 |
|
16 |
Рентабельность продукции |
% |
50 |
|
17 |
Общая (абсолютная) экономическая эффективность капитальных вложений (коэффициент общей рентабельности) |
руб./руб. |
0,73 |
|
18 |
Срок окупаемости капитальных вложений |
лет |
1,3 |
8.
ИССЛЕДОВАТЕЛЬСКИЙ РАЗДЕЛ
8.1. Исследование методов отделочной и упрочняющей обработки деталей машин
В технологии машиностроения механическая обработка корпусных деталей составляет до 30-40 % от общего объема механической обработки всех элементов изделия. Одновременно, корпусные детали во многих случаях являются базовыми при сборке изделий (например, корпус редуктора, корпус коробки передач и др.). [ ]
Упрочняющая обработка деталей машин, в т. ч. и корпусных делится на следующие основные методы [ ].
|
Методы упрочнения |
|||
|
Силовое и тепловое воздействие |
Нанесение покрытий |
||
|
Комбинированное воздействие |
|||
|
ППД |
Наплавки и напыление |
||
|
Термическая обработка |
Химико-термическая обработка |
||
|
Электролитические |
|||
|
Покрытия полимерами |
рис. 8.1.1.
Для повышения
работоспособности корпусных деталей
и, следовательно, работоспособности
изделия в целом разработаны и реализуются
различные технологические
методы
чистовой и упрочняющей обработки
поверхностным пластическим деформированием
(ППД).
Основными положительными особенностями ППД являются:
• высокая эффективность способов ППД, как средства повышения одной из важнейших эксплуатационных характеристик - усталостной прочности. Срок службы многих деталей за счет применения ППД повышается в несколько раз. Одновременно с этим существенно повышается износостойкость деталей стабилизируются показатели шероховатости и прочность неподвижных посадок;
• универсальность способов ППД. Поверхностной чистовой и упрочняющей обработке можно подвергать детали практически из любых конструкционных материалов, любой твердости, детали любых размеров и конфигураций;
• технологичность способов ППД, возможность его применения в различных типах производства, как при изготовлении новых деталей, так и в ремонтной технологии. В большинстве случаев внедрение процессов ППД не требует применения дорогостоящего специального оборудования. Конструкция применяемых приспособлений и оснастки не сложны, надежны в работе, имеют невысокую стоимость. Большинство методов ППД обладает малой трудоемкостью и себестоимостью;
• возможность замены методами ППД традиционных методов абразивной обработки (шлифование, полирование). Как известно, последние методы сопровождаются появлением прижогов, структурной неоднородности, формирование в поверхностном слое неблагоприятных остаточных напряжений, шаржирование поверхности деталей
осколками абразивных зерен.
Теоретически механизм
ППД может объяснить теория дислокации.
Пластическая деформация
есть выражение сдвигов, происходящих
в кристаллической решетке материала
под действием нагрузки. Решетка
искажается, в результате происходящих
сдвигов на месте бывших
зерен металла образуются продукты их
разрушения - вытянутые вдоль приложения
силы (нагрузки)
обломки зерен материала и блоки. Растет
плотность дислокаций, меняется не
только взаимное расположение атомов в
кристаллической решетке,
но многие узлы оказываются
незаполненными атомами. Таким образом,
на ряду с ростом количества дислокаций,
растет и количество вакансий. Все это
в комплексе и ведет к упрочнению металла
при холодной пластической деформации.
При ППД детали имеются две основные причины упрочнения:
1. Улучшение физико-механических свойств материала за счет различных структурных превращений (измельчение зерен и др.).
2. Формирование в поверхностном слое благоприятных для эксплуатации остаточных напряжений сжатия, возникающих вследствие развития явлений сдвига в кристаллической решетке.
Одновременно с вышеуказанными факторами при ППД формируется определенный микрорельеф рабочих поверхностей деталей - снижается высота микровыступов, они становятся более плавными, увеличивается площадь фактического контактирования деталей, что обуславливает улучшение эксплуатационных свойств.
Все многообразие методов ППД классифицируется в соответствии с ГОСТ 18296-72. Условно их можно подразделить на две основные группы: статические методы и динамические методы.
Статические методы ППД основаны на постоянном взаимодействии деформируемого материала с инструментом, рабочим телом или средой в процессе обработки. Инструментом может быть специальный резец, алмазный наконечник, роликовый, шариковый или дисковый раскатник и т. п.
Динамические метода ППД характеризуются прерывистым взаимодействием деформируемого материала и инструмента, рабочего тела, среды. В качестве инструмента используют бойки, ролики, металлические щетки. Рабочими телами при обработки служат костяная или абразивная крошка, металлические или стеклянные шарики, стальная или чугунная дробь..
Обкатка роликами и
шариками позволяет получить наклепанный
слой глубиной 3 мм и более,
твердость по сравнению с исходной
повышается на 20…40 %, предел выносливости
гладких образцов - на 20…30 %, а при
эксплуатации в агрессивной среде - до
4 раз. Процесс обкатки
характеризуется формированием остаточных
напряжений сжатия, после, обработки
шероховатость
поверхности достигает R>a>
= 0,16 мкм.
Подача при обкатке назначается с учетом обеспечения равномерного пластического деформирования всей поверхности, скорость при накатывании не оказывает существенного влияния на результаты и регламентируется преимущественно размерами и конфигурацией обрабатываемой детали. В большинстве случаев обкатка производится за один проход. Ролики для обкатки изготавливаются из сталей X12М, ХВГ, 5ХНМ, У10, У12, ШХ15, их рабочие поверхности должны иметь твердость не менее НRС>э> 58. Обкатка деталей может производиться на токарных, шлифовальных, специальных накатных станках с установкой детали в центрах или патроне. При упрочнении деталей обкаткой в зону обработки может подаваться масло или сульфопрезол, смесь машинного масла 40% и веретенного масла 60%. Машинное время при раскатывании составляет 2…3 мин, что обеспечивает повышение, производительности труда по сравнению с хонингованием до 10 раз. В результате раскатывания деталей роликами, их износостойкость возрастает в 2…5 раз.
Взаимосвязь
показателей качества поверхности и
эксплуатационных свойств детали.
|
Поверхностный слой детали |
|||||||||||||
|
Неровности поверхности |
Физико-химическое состояние поверхности |
||||||||||||
|
Шерохо-ватость |
Волнис-тость |
Дефекты поверхности |
Струк-тура |
Фазовый состав |
Химич. состав |
||||||||
|
Физико-химические свойства поверхностного слоя деталей |
|||||||||||||
|
Эксплуатационные свойства поверхностного слоя деталей |
|||||||||||||
|
Механические 1. прочность 2. Твердость 3. Пластичность 4. Пористость 5. Износостойкость 6. Сопротивление эрозии |
Химические 1. Сопротивление коррозии 2. Адсорбция 3. Катализ |
Прочие (физ.) 1. Тепловые 2. Электрические 3. Магнитные 4. Оптические |
рис. 8.1.2.
8.2.
Применение устройств ППД отверстий при
обработке «корпусов»
Одним из главных узлов, обеспечивающих работоспособность изделий является сопряжение "корпус-подшипник-вал", схема которого представлена на рис. 8.2.1. Известно, что в результате чистовой обработки деталей резанием (например, шлифованием) обработанная поверхность имеет островершинный характер. В процессе этапа приработки микро выступы шероховатости деформируются до 60-75 % по высоте, в результате чего ухудшаются показатели контактной жесткости прессового соединения "деталь-подшипник".
Для чистовой и упрочняющей обработки отверстий под подшипник в корпусных деталях с одновременным обеспечением плосковершинного характера профиля поверхности применяют роликовые и шариковые раскатники. Конструкция шарикового обкатника для отверстий 50...150 мм показана на рис. 8.2.2. Для обкатки используют горизонтально-расточные станки, на столе которых можно закрепить корпусную деталь. Конструкции роликовых и шариковых раскатников для ППД отверстий корпусов в настоящее время нормализованы (ГОСТ 17573-72). Мелкими партиями они выпускаются промышленностью.
Необходимо особо подчеркнуть, что для обработки корпусов из цветных металлов (например, алюминия), чугуна способ ППД отверстий является практически единственным для повышения работоспособности узла. Такие традиционные мероприятия, как нанесение поверхностных твердых износостойких покрытий, термическая или химико-термическая обработка и т. п. часто вообще неприемлемы.
При обеспечении положительных результатов известные роликовые и шариковые раскатники не лишены определенных недостатков. Часто они сложны по конструкции, трудоемки в изготовлении, ограничены по типоразмерам обрабатываемых поверхностей. Тем не менее, многие известные фирмы в настоящее время включают обкатники и раскатники в штатное обеспечение оборудования с ЧПУ (SANDVIK Coromant и др.).
Двух
роликовый раскатник (рис. 8.2.3), с упругими
элементами, для отделочно-упрочняющей
обработки детали включает в себя рычаг
(1), ролики
(2), стакан для регулирования усилия (5),
распорный клин (6), опорные сухари
(7). [ ]
С помощью стакана для регулирования усилия осуществляется необходимое силовое воздействие ролика на обрабатываемую поверхность детали.
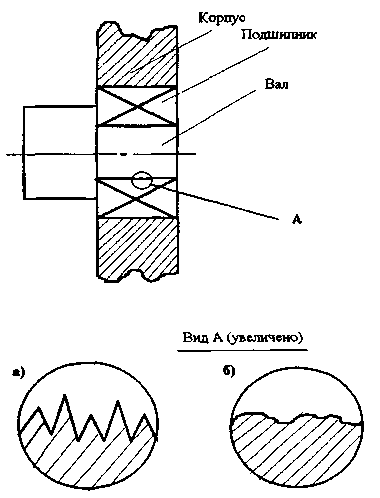
Рис.
8.2.1. Упрощенная схема узла сопряжения
корпус-подшипник-вал:
а - островершинная поверхность после чистовой обработки резанием;
б - плосковершинная поверхность после чистовой обработки ППД
рис. 8.2.2. Роликовые раскатники фирмы «SANDVIC Coromant» для ППД отверстий (исходная шероховатость поверхности R>a> = 2,5 мкм, после обработки R>a> = 0,2 мкм)
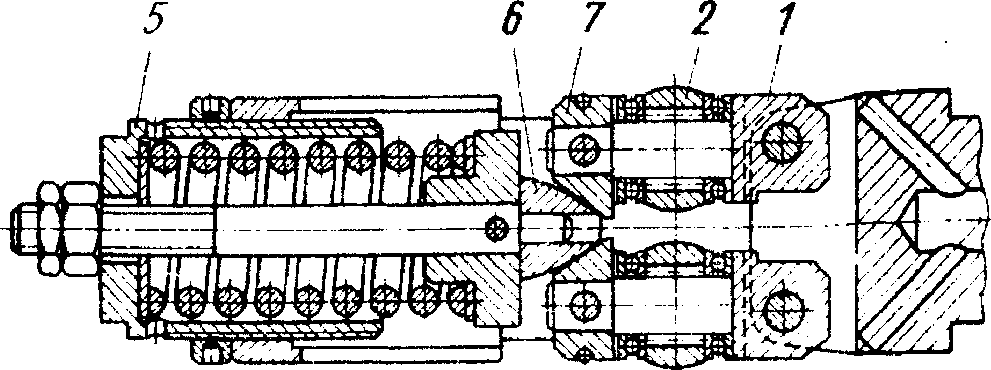
Рис. 8.2.3. Эскиз приспособления.
Раскатывание
глубоких отверстий выполняют на токарных
станках или станках для глубокого
сверления. Для разгрузки роликов от
силы тяжести раскаток и борштанг на
раскатках монтируют деревянные, резиновые
пластмассовые направляющие.
Производительность процесса обкатывания или раскатывания определяют радиусом профиля R>пр> ролика. Ролики с большим радиусом профиля позволяют вести обработку с большей подачей, однако в этом случае для получен высокого качества поверхности необходимо создавать большие рабочие усилия. От значения допустимого рабочего усилия зависят параметры ролика.
Ролики с цилиндрическим пояском позволяют работать с большей подаче. Чем больше ширина цилиндрического пояска, тем больше может быть подача.
Материал изготовления ролика - ШХ15, ГОСТ 4543-73.
Для обработки внутренней поверхности детали можно использовать приспособление показанное на рисунке 8.2.4, разработанное в МГАПИ [ ].
Результаты чистового и упрочняющего раскатывания роликами отверстий изложены в работе [ ].
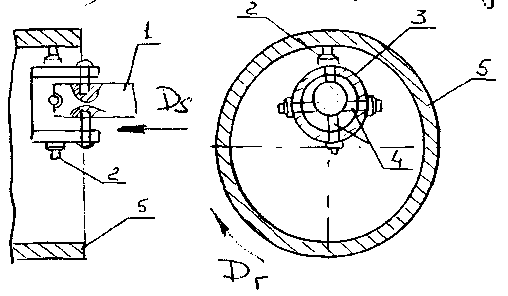
рис. 8.2.4. Приспособление
для обработки внутренних поверхностей
(патент
RU
1156864) с планетарным движением инструмента
1.
державка; 2.
алмазные наконечники; 3.
упругое кольцо; 4.
штифты; 5.
деталь
В
мелкосерийном производстве тяжелого
машиностроения глубокие
отверстия в деталях из легированных
сталей марок 9X4, 9X2, 9Х2Г,
9Х2МФ, ЗОХМ1А, 38ХМЗА, 34ХН1М, 34ХНЗМ получают
на станках
глубокого сверления сплошным сверлением
диаметром до 90 мм, свыше 90 мм - кольцевым
сверлением. С целью выпрямления оси
отверстия
производят предчистовое растачивание
однорезцовыми головками,
а чистовое растачивание выполняют
плавающими твердосплавными
пластинами. С целью снижения шероховатости
поверхности
и ее упрочнения отверстия раскатывают
двухроликовыми раскатками. Однако
при необходимости повышения степени
деформации
в процессе раскатывания на обрабатываемой
поверхности возникает
волнистость, шаг которой превышает
подачу обкатывания в несколько
раз. [ ]
Волнистость можно устранить стабилизацией усилия в контакте роликов с деталью с помощью снижения трения в обкатных узлах. Для раскатывания глубоких отверстий диаметром 115 и 125 мм создано устройство, в котором обкатные узлы и пружинный механизм их нагружения установлены на опорах качения, что привело к полному устранению волнистости на обкатанной поверхности. Это позволило со вместить упрочняющее и чистовое раскатывание и обеспечить сохранение прямолинейности отверстия.
На рис. 8.2.4. показаны конструкции устройств для ППД отверстий, когда в качестве деформирующего элемента применяют естественные или синтетические алмазы. Эти инструменты производит АО ТЗАИ (г. Томилино, Московской области). Следует отметить, что применение этих инструментов по ряду причин (в том числе высокой стоимости) ограничено.
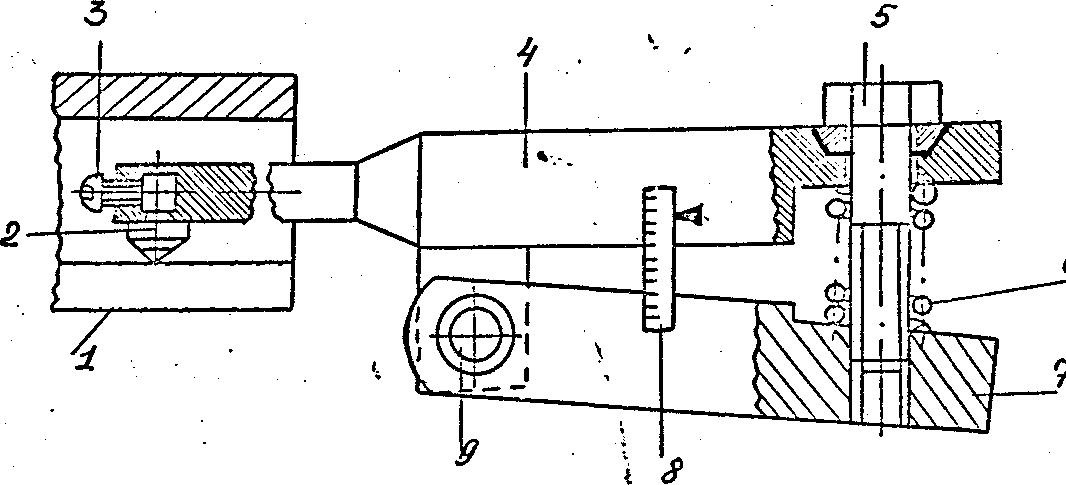
рис.
8.2.4. Упругая пружинная державка
для
обработки внутренних цилиндрических
поверхностей
(1 - деталь, 2 - алмазный
наконечник, 3 - винт крепленая наконечника,
4
- корпус державки, 5 - винт регулирования
силы выглаживания, 6 - пружина,
7 - рычаг,
8-линейка, 9-шарнир).

Рис.
8.2.5.
Многоинденторное устройство для
алмазного
выглаживания
внутренних цилиндрических
поверхностей
деталей по патенту №929418 (Ru)
(1
- вал. 2 - крестовина, 3 - шарнир, 4 - двуплечий
рычаг,
5 - алмазные наконечники, 6 -
регулировочная коническая гайка,
7 -
вороток, 8 - уступ, 9 - гайка, 10
- шарнир, 11 - ось, 12 - пружина,
13 – гайка,
регулирующая
силу выглаживания,
14 - штифт, 15 - винт
креплении
алмазного наконечника)
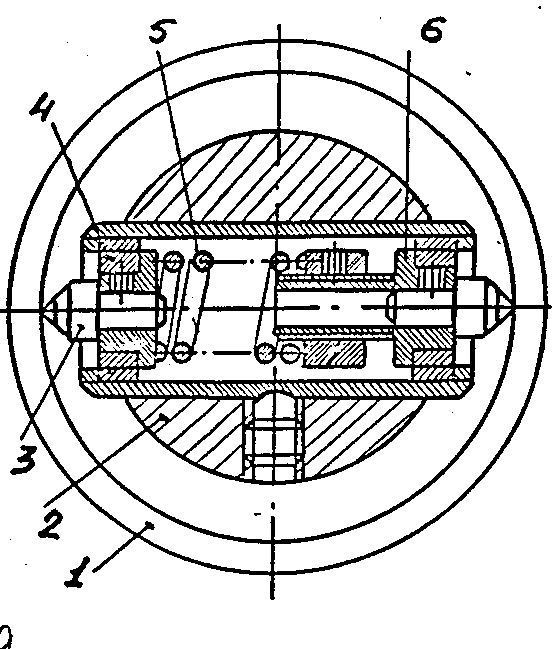
Рис.
8.2.6.
Двухинденторкое устройство для алмазного
выглаживания
внутренних цилиндрических
поверхностей
(1
- обрабатываемая деталь, 2 - корпус
устройства, 3 - индентор, 4 - втулка,
5 -
пружина, б -
гайка для регулировки силы выглаживания).
Конструкции
алмазных инструментов для ППД поверхности
деталей машин со сферической и
цилиндрической рабочей частью [
]
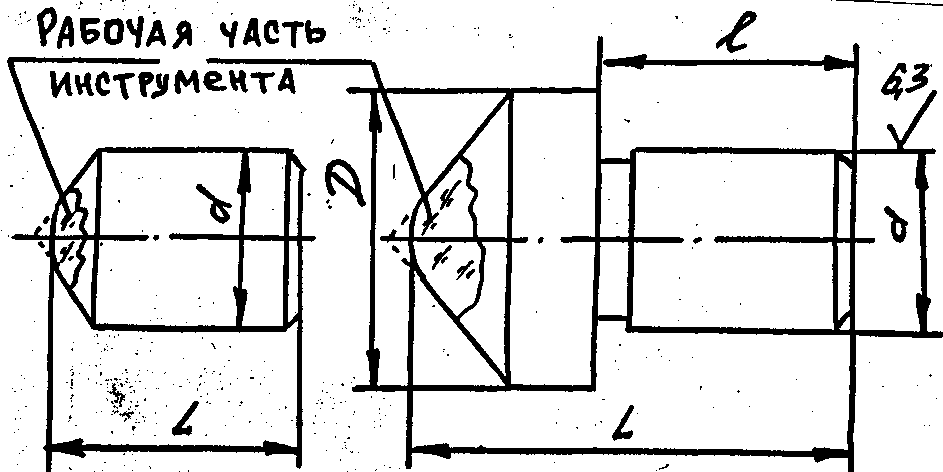
Рис. 8.2.7. Типовая конструкция алмазного инструмента для выглаживания
-
Рабочие
цилиндрические
поверхности
Рис.
8.2.8. Выглаживающий наконечник
с
комбинацией цилиндрических рабочих
поверхностей
Рис.
8.2.9. Общий вид наконечника для выглаживания
поглаживания
по авторскому свидетельству
795909
8.3. Обработка отверстий ППД пружинными инструментами.
Представляет
значительный практический интерес
инструментальная оснастка для
поверхностного пластического
деформирования деталей с использованием
пружин качестве деформирующих элементов.
В этом, случае использование пружин
обеспечивав следующие преимущества:
• удешевление конструкции оснастки;
• упрощение переналадки для обработки новых деталей и др.
Для практического использования при обработке отверстий предложены пружинные устройства двух основных видов: с осевым и круговым расположением пружин (рис. 8.3.1 и рис. 8.3.2). Все предлагаемые конструкции являются оригинальными (патенты РФ 150407, 1666290, 2006361).
Известно, что для чистовой и упрочняющей обработки методами ППД преимущественно используются инструменты из СТМ - естественные или синтетически алмазы, твердые сплавы и т. п. Однако об эффективности использования пружинных деформирующих элементов известно сравнительно давно (изобретение по а.с. СССР 21868 и др.).
Для поверхностного пластического деформирования отверстия проектной детали применяем пружинное устройство с осевым расположением деформирующих пружин (№ 1013239, кл. В 24 В 39/02, патент 1504072), изображенное на рис. [ ].
Изобретение относится к технологии машиностроения, в частности к отделочной упрочняющей обработке деталей машин, а именно к конструкции пружинного инструмент для упрочняющей обработки.
Цель изобретения - повышение производительности за счет увеличения длины пяти контакта пружинного инструмента с деталью и интенсификация процесса ППД.
Данное устройство предназначено для ППД отверстий корпусов или внутренней цилиндрической поверхности деталей.
Устройство
имеет оправку 1 с резьбовой частью 2 и
конусом Морзе 3 для его крепления,
например, в пиноли задней бабки
токарно-винторезного станка. На оправке
размещены конические фланцы 4 и 5 с
отверстиями под радиальные 6 и упорные
7 подшипники которые закрепляются на
фланцах посредством винта 8. На радиальные
подшипники с упором в упорную шайбу 9
надеты деформирующие элементы -
цилиндрические пружины 10 таким образом,
что в месте контакта их с подшипниками
угол между осью пружин и осью оправки
составляет
= 10…15°. Количество деформирующих пружин
для обеспечение высокой эффективности
обработки равномерного солового
воздействия на обрабатываемый материал,
должно быть не менее двух. Контргайки
11 и 12 фиксируют определенное положение
фланца 5 на оправке 1. Наружной поверхностью
деформирующие элементы - пружины 10
контактируют с обрабатываемой поверхностью
детали 13. Для повышения интенсивности
силового воздействия на деталь внутри
пружин имеются свободно перемещаемые
грузы 14 равной массы. При вращении
устройства эти грузы, за счет действия
центробежных сил, перемещаются в
радиальном направлении, воздействуют
на внутреннюю поверхность пружин и
обеспечивают дополнительное силовое
воздействие на деталь. Регулировочная
гайка 15 с воротком 16 осуществляет
необходимый натяг пружин 10, т. е. изменение
силового воздействия (в т.ч. и непосредственно
в процессе обработки). Фланцы размещены
на шпонках 17.
Работа устройства может осуществляться по следующим основным вариантам:
1. вариант сверлильной обработки - обрабатываемая деталь неподвижна, а устройство вращается и имеет осевую рабочую подачу;
2. вариант токарной обработки - деталь помещается в трех-кулачковый патрон и имеет вращение, а устройство имеет рабочую осевую подачу. В этом случае незакрепленные грузы не применяют;
3.
вращаются и деталь и устройство, причем
последнее имеет также рабочую осевую
подачу. В нашем случае работа устройства
осуществляется по первому варианту.
В устройстве применяются пружины из материала ХВГ, диаметром проволоки 3,5 мм (твердость HRCэ 60), их рабочая поверхность полируется до шероховатости R>a> = 0,05 мкм.
Выводы:
1. Для отделочно-упрочняющей обработки поверхностей вращения, плоскостей можно эффективно использовать пружинные инструменты данной конструкции, которые отличаются от аналогичных инструментов тем, что, с целью повышения производительности за счет увеличения длины пятна контакта инструмента с деталью, они снабжены по меньшей мере одной дополнительной пружиной, причем торцы фланцев выполнены коническими, а узел крепления пружины выполнен в виде винта с расположенной на нем упорной шайбой и размещен на фланцах под углом 10-15° к оси оправки, при этом радиальный и упорный подшипники расположены в узле крепления на винте по разные стороны шайбы.
2. Данное пружинное устройство отличается, также тем, что, с целью интенсификации процесса, оно снабжено грузами с массой 10-20 % от массы пружины, свободно расположенными внутри пружины.
3. Пружинные устройства при обработке деталей могут обеспечить результаты, сопоставимые с показателями работы оснастки традиционной конструкции, имеющей в качестве деформирующих элементов твердые ролики, шарики или СТМ.
Конструкции пружинных инструментов для ППД отверстий, разработанные в МГАПИ, показаны на рис. 8.3.1 и рис. 8.3.2.
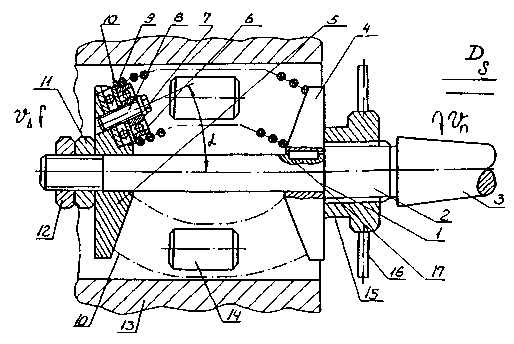
Рис.
8.3.1. Пружинное устройство для ППД
отверстий
по патенту RU
1504072.
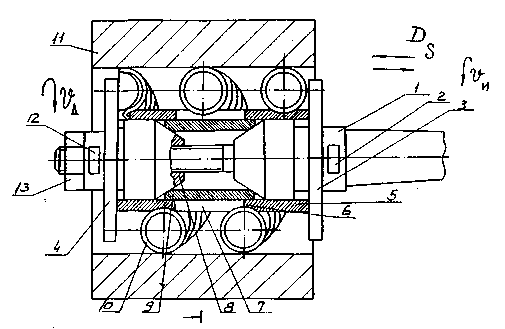
Рис 8.3.2. Пружинное устройство
для ППД отверстий
по патенту RU
1666290.
8.4.
Применение универсальных измерительных
центров в промышленности
Координатные измерительные приборы и универсальные измерительные центры применяются сегодня на самых различных участках промышленного производства. Как крупные предприятия, гак и мелкие фирмы или организации используют уникальные возможности универсальных измерительных центров для обеспечения высокого качества продукции.
Основанная на применении станков с ЧПУ современная технология позволяет работать со все более жесткими допусками. Такая технология предъявляет и более высокие требования к обеспечению качества. Универсальные измерительные центры различных эксплуатационных показателей должны стать средствами контроля, органично вписывающимися в технологический процесс. Здесь требуется обеспечить решение комплексных задач измерений как формы, так и положения. В дипломном проекте рассмотрено применение универсального измерительного центра серии UMC, UMC850. К особенностям данного измерительного центра относятся:
Стационарный стол изделия
- позволяет производить загрузку тяжелыми деталями, не оказывая влияния на точность направляющих;
- позволяет производить простое, надежное закрепление деталей, при котором силы ускорения не вызывают сползания;
- позволяет производить закрепление и освобождение деталей во время измерения;
- имеет незначительную массу и компактную конструкцию;
- при измерении небольших деталей предоставляется короткое неизменное расстояние для наблюдения удобной позиции сидя.
Передвижной портал
- позволяет иметь оптимальный доступ со всех сторон;
-
позволяет иметь различную длину стола
по оси У в качестве недорогого расширения
объема измерения, например, при закреплении
серийной партии деталей.
В качестве направляющих элементов применяются исключительно воздушные подшипники фирмы "ОПТОН", обладающие особой жесткостью и виброустойчивостью. Их расход воздуха составляет всего 4 л/мин. Расположение воздушных подшипников и качество направляющих из твердого камня гарантируют наименьшие возможные отклонения направляющих по всем осям.
Линейные измерительные системы - фокусины фирмы "ОПТОН", применяемые для машин серии UMC поставляются с разрешающей способностью 0,5 или 0.2 мк. При сканировании контуров для измерения форм и профиля точная разрешающая способность повышает точность информации в результатах измерения.
Эффективное демпфирование колебаний гарантируется при помощи пневматических демпфирующих элементов, расположенных между нижней частью станины и столом изделия.
Измеряющая 3-х координатная щуповая головка позволяет производить статически прием значений измерений в нулевой точке индуктивной измерительной системы щуповой головки, непрерывный сбор значений измерений в режиме сканирования и самоцентрирующее ощупывание пазов, впадин между зубьями, отверстий, витков резьбы и т.п. Отдельное приложение измерительного усилия и гидравлическое демпфирование позволяют настраивать на нулевую точку щуповой головки до полной остановки приема значений измерений, воспроизводимость составляет при этом + 15 мк по каждой оси. В режиме сканирования плоские пружины допускают пути измерения щуповой головки ±0,2 мм. Отклонение щуповой головки преобразуется в цифровую форму с разрешающей способностью 0,1 мк.
Конструкционные
признаки
Измерительные центры серии UMC имеют экономичную и хорошо доступную конструкцию. Стабильная станина с демпфированием колебаний при помощи пневматических демпфирующих элементов, регулирующих уровень, покоится на основании. Она несет портал с поперечными салазками и пинолью Z.
Все направляющие элементы, такие как основная станина, поперечная балка и пиноль, состоят из отборного гранита тончайшей структуры чрезвычайно правильной формы с высокой жесткостью на изгиб, На их точно доведенные поверхности опираются салазки машины с помощью неизнашиваемых воздушных подшипников без трения с большими направляющими базами. За счет этого достигается прямолинейность движения салазок, перпендикулярные перемещения которых по отношению друг к другу могут быть точно отъюстированы.
Благодаря специальной технике воздушные подшипники фирмы "ОПТОН" особенно жестки и виброустойчивы.
Салазки машины приводятся в движение с помощью двигателей с дисковым ротором. Оптимально подогнанная электроника плавно регулирует скорость перемещения во всем диапазоне скорости. В случае столкновения движущиеся моменты ограничиваются максимально допустимой силой тяги.
Передача силы производится с помощью приводных элементов без зазора и поперечного усилия.
Незначительная погрешность и высокая скорость измерения, высокая предельно допускаемая нагрузка стола, не оказывающая влияния на направляющие» а также хороший доступ к детали со всех сторон - вот комплекс преимуществ измерительного центра UMC.
Для сведения к минимуму простоев производственного оборудования необходима быстрая реакция. Сокращение продолжительности измерений и обеспечение достаточно высокой их точности способны повысить надежность станочного оборудования и качество продукции. Добиться этого позволяют современные координатные измерительные приборы.
Таблица 8.4.1
Технические
характеристики UMC850
|
Диапазон измерений (мм): |
Х=850 Y-1200 Z=600 |
|
Погрешность линейного измерения U>95> (при 20 °С) измеренное расстояние между 2-мя точками, включая ощупывание (L = длина измерения в мм) |
(1,9+L/300) мк |
|
Отклонение перпендикулярности любых осей относительно прямой выравнивания |
≤1’’ |
|
Рабочая площадь стола (мм2) |
1000х2020 |
|
Свободная высота над порталом (мм) |
750 |
|
Максимальная свободная высота под щуповой головкой (мм); |
710 |
|
Допустимая масса детали (кг) |
1500 |
|
Масса измерительной машины (кг) |
3800 |
|
Масса шкафа управления (кг) |
110 |
|
Установочная площадь для измерительной машины (мм2) |
1560x2120 |
|
Установочная площадь для шкафа управления (мм2) |
600x600 |
Для выполнения требований сегодняшнего производства необходимо применение универсальных координатных измерительных приборов с числовым программным управлением через ЭВМ. Такие приборы с полностью автоматизированным управлением используются для многих заготовок различных типо-размеров.
К
достоинствам следует отнести простоту
обслуживания и отсутствие необходимости
в навыках программирования. Большое
значение имеют достоверное протоколирование,
когда погрешность по величине и
направление выдается в цифровом и
графическом виде. Только на основании
такого протокола на производстве можно
принять соответствующие экстремальные
меры.
Описанные здесь измерительные приборы с ЧПУ, работающие в трех координатах, используются для обеспечения качества продукции почти во всех измерительных лабораториях. Ускоренное развитие производственной структуры выдвигает необходимость дальнейшей автоматизации координатных измерительных приборов.
Для сокращения подготовительно-заключительного времени требуется установка и последовательная проверка на координатном измерительном приборе нескольких одинаковых заготовок. Решить такую задачу можно с помощью универсального программного оборудования. Необходимо также автоматизировать процесс замены измерительного щупа, пробок. Обеспечивается это с помощью управляемого ЭВМ механизма смены щупа.
Современное производство нуждается в координатной измерительной технике. Необходимо создавать и внедрять новые виды технологии, поэтапно внедряя надежные в работе компоненты. Это откроет возможность для успешной и экономически эффективной интеграции автоматизированных координатных измерительных средств и современного производства.
Выводы.
В данном разделе проведено
определение погрешности обработки
методом математической статистики.
Определен запас точности и уровень
настройки инструмента при обработке.
Выяснено, что технологический процесс
является точным, но запасом точности
не обладает; а уровень настройки
неудовлетворительный и его следует
производить по центру корпуса Вероятность
получения брака по верхнему пределу
допуска составляет около 4%,
а по нижнему брака нет. В данном разделе
проанализировано применение автоматических
координатных измерительных приборов
с ЧПУ.
СПИСОК
ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Стандарт СТП МГАГИ. Проекты (работы) дипломные и курсовые. - М: МИП, 1988.-32 с.
2. Султан-заде Н.М., Жуков КП, Зуев В.Ф. Методические указания по оформлению курсовых и дипломных проектов. – М.: МГАПИ, 2001. -117с.
3. Султан-заде Н.М. Конспект лекций. Основы проектирования автоматизированных технологических процессов. - М.: МГАПИ, 1999. -94с.
4. Орлов E.H., Султан-заде Н.М., Албагачиев А.Ю. Методические указания для выполнения курсового проекта по дисциплине Технология машиностроения. - М.: МГАПИ, 1997 - 84 с.
5. Основы технологии машиностроения. В.М. Кован, В.С. Корсаков и
др. - М.: Машиностроение, 1977. - 416 с.
6. Маталин А.А. Технология машиностроения. - Л.: Машиностроение. 1985. - 496с.
7. Обработка металлов резанием: Справочник технолога. А.А.Панов и др. - М.: Машиностроение, 1988. – 736 с.
8. Справочник технолога машиностроителя. В 2-х томах. Под ред. А.Г. Косиловой и Р.К. Мецерякова. - М.: Машиностроение, 1985.
9. Власьевнина Л.К., Яценко Л.Г. Проектирование и производство заготовок в машиностроении. Части 1 и 2. – М.: МГАПИ, 2000.
10. Барановский Ю. В. Режимы резания металлов. Справочник. - М.: Машиностроение, 1972. – 407 с., ил.
11. Демьянюк Ф.С, Технологические основы поточно-автоматизированного производства. – М.: Высшая школа, 1968. – 700 с., ил.
12. Безопасность жизнедеятельности. Безопасность технологических процессов и производства. П.П. Кукин, В.Л. Лапин, Е.А. Подгорных и др. - М.: Высшая школа, 1999, - 318 с.
13.
Обеспечение безопасности жизнедеятельности
в машиностроении. В.Г. Еремин, В.В.
Сафронов, А.Г. Схиртладзе и др. - М.:
Машиностроение, 2000. – 392 с.
14. Схартладзе А.Г. Технологическая оснастка в машиностроении. Альбом конструкций. В 2-х частях. - М.: МГТУ Станкин, 1998.
15. Корсаков B.C. Основы конструирования приспособлений - М.: Машиностроение, 1983, 278 с., ил.
16. Станочные приспособления. В 2 томах. Под ред. В.Н. Вардашкина.- М.: Машиностроение, 1984
17. Балабанов А.Н. Технологичность конструкции машин. - М.: Машиностроение, 1987. - 256 с.
18. Машиностроительные материалы. Под ред. В.М. Раскатова. - М.: Машиностроение, 1980. - 511 с.
19. Осипов Ю.И., Ершов А.А. Проектирование механосборочных участков. - М.: МГАПИ, 2000. - 51 с.
20. Режимы резания и нормирование операций на станках с ЧПУ. Под ред. В.П. Клочкова и Н.М. Султан-заде. - М.: МГАПИ, 1998. -112с.
21. Иллюстрированный определитель деталей общемашиностроительного применения. РТМ. - М: Стандарты, 1977. - 238 с.
22. Ершов А.А. Повышение качества и эффективность отделочной обработки деталей энергетического машиностроения. - М.: ЦНИИТЭИтяжмаш, 1991. - 60 с.
23. Горохов. В.А. Оснастка для поверхностного пластического деформирования в автоматизированном производстве. - Минск: Белниинти, 1992. – 109 с.
24. Намаконов Б.В. Экологическая концепция производства. Тяжелое машиностроение. - 2000. - № 2. - с. 2
25. Вознюк Г.В. Экологически
безопасные формовочные смеси на основе
щелочного алюмосиликатного связующего.
Проблемы и пути реализации научно-технического
потенциала военно-промышленного
комплекса. – Киев: ИСМ НАН Украины, 2000.
– с.28.
26. Бутаков Б.И. Чистовое и упрочняющее раскатывание роликами глубоких отверстий/Проблемы и пути реализации научно- технического потенциала военно-промышленного комплекса. - Киев, ИСМ Украины, 2000. - с. 20
27. Никифоров А.В., Федоров Д.В., Ленинцев Д. Н, Пружинные инструменты для обработки деталей/Тяжелое машиностроение. - 1998. - № 4. - с. 41
28. Никифоров А.В., Сахаров В. В. Технологические возможности и перспективы чистовой и упрочняющей обработки упругим инструментом. - М.: ВНИИТЭМР, 1991. - 56 с. Ил.
29. Горохов В. А. Оснастка для поверхностного пластического деформирования в автоматизированном производстве. - Минск: БЕЛНИИНТИ, 1992. – 108 с. ил.
ПРИЛОЖЕНИЯ
ОТЗЫВ
на дипломный проект студента
Вечернего факультета МГАПИ
Бакачёва А.И., шифр 96009
специальнось 1201
Тема проекта: "Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали "Картер".
Тематика дипломного проектирования является актуальной и соответствует основным направлениям развития машиностроения на современном этапе. В соответствии с Методическими указаниями МГАПИ в пояснительной записке дан анализ исходных данных, рассмотрены конструктивно-технологические особенности объекта производства, проведен анализ технологичности конструкции узла и базовой корпусной детали из алюминиевого сплава. Проведено проектирование исходной заготовки и расчет припусков. Описана технология сборки, проведен расчет размерной цепи.
При оценке базового технологического процесса предложено модернизировать ряд операций механической обработки резанием. Одновременно предлагается использовать в качестве упрочняющей обработки основных отверстий процесс ППД. Показаны особенности процесса ППД, основные технологические характеристики. Рассмотрены различные варианты использования технологической оснастки для пластического деформирования. Дан расчет технологических параметров цеха.
В проекте имеется конструкторский раздел, в котором приведено описание и необходимые расчеты по используемым приспособлениям. Раздел "Безопасность жизнедеятельности" проекта включает анализ опасных и вредных факторов производства, разработку мероприятий по их устранению. Дана оценка современных экологических требований.
Организационно-экономический раздел проекта посвящен оценке разработанных дипломником конструктивных и технологических решений, на основании чего определены основные технико-экономические показатели проекта. Построен график безубыточности.
Приложение к записке проекта содержит необходимую технологическую документацию. Графическая часть дипломного проекта выполнена хорошо. За период дипломного проектирования дипломник обнаружил необходимые знания в области общетехнических и специальных дисциплин. Может самостоятельно ставить и решать технические и технологические задачи. Бакачёв А.И. имеет среднетехническое образование по родственной специальности.
На основании изложенного считаю, что дипломный проект заслуживает оценки ОТЛИЧНО, а Бакачёв А.И. – присвоения квалификации ИНЖЕНЕРА.
Руководитель проекта
к.т.н., доцент кафедры МТ1 А.В. Никифоров.
...................... 2002 года