Разработка технологического процесса листовой штамповки
ВВЕДЕНИЕ
заготовка штамповка крепеж раскрой
Холодная штамповка – вид обработки металлов давлением, объединяющий ряд процессов, осуществляемых холодной пластической деформацией при помощи различных видов штампов, непосредственно деформирующих метал и выполняющих требуемые операции.
В технологическом отношении холодная штамповка позволяет:
получать детали сложной формы, изготовление которых другими методами весьма затруднительно;
создавать прочные и жесткие, но легкие по своим массовым характеристикам детали при небольшом расходе материала;
получать взаимозаменяемые детали с высокой точностью размеров.
В экономическом отношении преимуществами являются:
экономичность использования материала и небольшой отход;
низкая стоимость изготовления изделий;
высокая производительность.
Разработку технологического процесса листовой штамповки будем вести с помощью системы автоматизированного проектирования «КОМПАС-Штамп», которая реализуется в среде Windows c чертёжно-конструкторского редактора «КОМПАС-График». Система «КОМПАС-Штамп» ориентирована на автоматизацию проектирования штампов для различных операций холодной листовой штамповки и обеспечивает автоматизацию проектирования штампов оригинальных и типовых конструкций.
Система «КОМПАС-Штамп» использует в качестве средства визуализации, воспроизводства, редактирования графической информации чертежно-конструкторский редактор «КОМПАС-График». Проектирование сборочных и деталировочных чертежей штампа ведется в среде редактора «КОМПАС-График» под управлением библиотек проектирования. Проект конструкции штампа формируется конструктором путем выбора составляющих элементов конструкции из вариантов, предлагаемых системой.
1 КОНСТРУКТИВНО – ТЕХНОЛОГИЧЕСКИЙ АНАЛИЗ ЗАГОТОВКИ И ПРОЕКТИРОВАНИЕ ШТАМПА.
Анализ технологичности детали, выбор заготовки и схемы штамповки
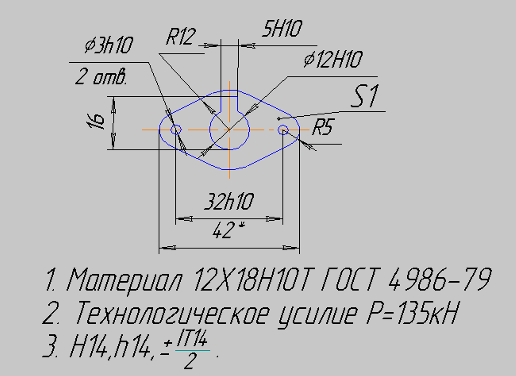
Рисунок 1.1 - Эскиз детали
Таблица 1 - Химический состав в % по ГОСТ 4986-79
|
Fe |
Si |
Mn |
Cu |
Ni |
S |
C |
P |
Cr |
Ti |
|
основа |
0.8 |
2 |
0.3 |
9-11 |
0.02 |
0.12 |
0.035 |
17-19 |
0.6-0.8 |
Таблица 2 - Механические характеристики
|
Временное сопротивление σ>в, >МПа |
Сопротивление срезу >ср >,МПа |
Предел текучести σ>0,2, >МПа |
Относительное удлинение,% |
|
520 |
540 |
210 |
39 |
Под технологичностью детали понимают сочетание конструктивных элементов, которые обеспечивают наиболее простое и экономичное изготовление детали при соблюдении технических и эксплуатационных требований [3]:
наименьшее количество и низкая технологичность операций;
отсутствие механической обработки;
увеличение производительности отдельных операций и цеха в целом.
Общие технологические требования к конструкции плоских деталей, полученных вырубкой и пробивкой:
необходимо избегать сложных конфигураций с узким и удлиненным вырезами контура и прорезями(b2S);
при применении цельных матриц сопряжения в углах внутреннего контура необходимо выполнять r 0.5S;
сопряжение сторон наружного контура выполняется круглыми лишь в случаи вырубки по всему контуру;
наименьшие размеры пробиваемых отверстий 0,8S
наименьшее расстояние от края отверстия до прямоугольного контура не меньше S для круглых отверстий, не меньше 1,5S, если отверстие параллельно контуру детали.
Анализ параметров технологичности детали:
контур состоит из частей окружностей сопряженных между собой и не является сложным с точки зрения его получения;
радиусы сопряжения в углах внутреннего контура цельной матрицы r>2мм;
наименьшие размеры пробиваемого отверстия больше 0,8S: 0,8*3=2,4мм >1мм;
расстояние от края отверстия до контура детали не меньше 1,5S: 1.5*1=1.5мм;
Таблица 3 - Анализ параметров технологичности
|
Показатели технологичности |
|||||
|
Критерии |
a |
b |
c |
d |
e |
|
оценка |
+ |
+ |
+ |
+ |
+/- |
Анализ параметров технологичности детали, предполагаемый метод получения которой – листовая штамповка, показывает, что деталь обладает удовлетворительной технологичностью, следовательно, ее производство в заданных условиях целесообразно на штампе совмещенного действия.
1.2 Выбор рационального раскроя материала
Для определения размеров заготовки необходимо знать размеры перемычек, которые при штамповке детали из полосы необходимы для обеспечения прочности и жесткости. При заданной толщине полосы S=1 и при условии ручной подачи , которая выбирается исходя из экономических соображений m=2мм, n=2мм.
Для получения детали применяют обычный однорядный раскрой полосы (т. к. при двухрядном типе большое количество материала уходит в отход, либо придется производить поворот полосы или делать групповой штамп штампующий одновременно две детали.):
Рисунок 1.2 – Тип раскроя
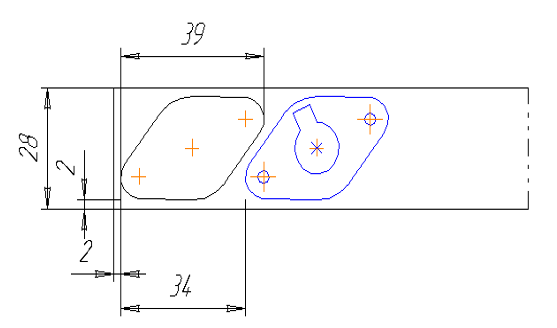
Рисунок 1.3 - Расположение деталей в полосе
Выберем наиболее рациональный раскрой стандартных размеров листа. Из ряда стандартных размеров листов для штампуемого материала 12Х18Н10Т ГОСТ 4986-79 и заданной толщине листа 1 мм. В качестве критерия оптимальности принимается коэффициент использования материала (КИМ) по рекомендациям [1]:
 (1.1)
(1.1)
где N - количество деталей на листе;
L и В - длина и ширина разрезанного листа; F=527,36мм2- площадь детали.
Выбирается размер листа: 1500 800
мм:
800
мм:
а) Лист 1500800мм
поперечное расположение полос (рис.1.3а),
исходя из формулы (1.1), получаем:
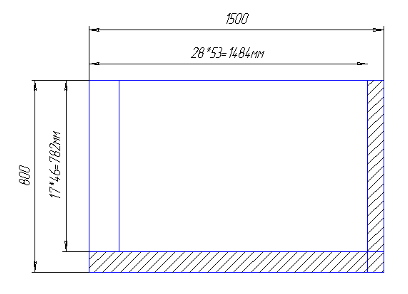
53 полосы по 17 деталей

Рисунок 1.4а – Раскрой листа
б)
Лист 1500800
мм. Продольное расположение полос
(рис.1.3б), исходя из формулы (1.1), получаем:
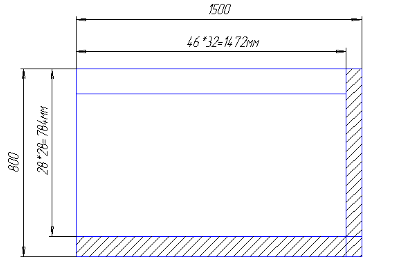
28 полос по 32 детали

Рисунок 1.4 б – Раскрой листа
в)
Лист 1500800
мм. Продольное расположение полос, а
расположение детали под углом, (рис.1.4в)
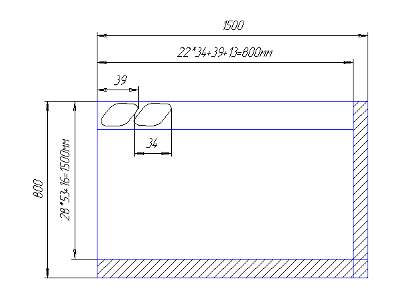
53 полосы по 23 детали

Рисунок 1.4в – Раскрой листа

Наибольшее
количество деталей с минимальным отходом
получим при использовании листа 1500800
(рис 1.4в) количество деталей – 1219 при
КИМ 0,54.
1.3 Выбор схемы штамповки
Пользуясь рекомендациями [3] выбираем штамп совмещенного действия, исходя из точностных требований. Число переходов для получения детали - один. Готовая деталь получается при вертикальном перемещении матрицы 7. Поступательное перемещение полосы в горизонтальном направлении по направляющим до грибкового упора, обеспечивает необходимое положение заготовки. При высокой точности штамповки преимуществом этого вида штампа является: повышенная производительность, возможность работы на быстроходных прессах, повышенная безопасность производства, дешевизна штампа для деталей простой формы.
1.4 Выбор технологической схемы штампа
Выбираем штамп с направляющими колонками, так как колонки обеспечивают более надёжное направление по сравнению с направляющей плитой.
Отходы от пробивки отверстий удаляется на провал через окно в пуансон – матрице в нижней плите штампа. Отход от вырубки по контуру удаляется в виде остатков полосы вручную.
Из-за сил трения между деталью и рабочими поверхностями штампа, а также из-за напряжения сжатия заготовки, возникающего при пробивке-вырубке под рабочими плоскостями пуансонов, заготовка остается на пуансонах. Чтобы снять ее применяется съёмник. Он снимает заготовку при обратном ходе хвостовика. Выбираем подвижный съемник.
Полоса подается справа налево до грибкового упора. Затем происходит ход пуансона, пробиваются три отверстия, происходит вырубка по контуру. Отходы при пробивке удаляются через провальное окно в пуансон – матрице, деталь после вырубки извлекается пинцетом.
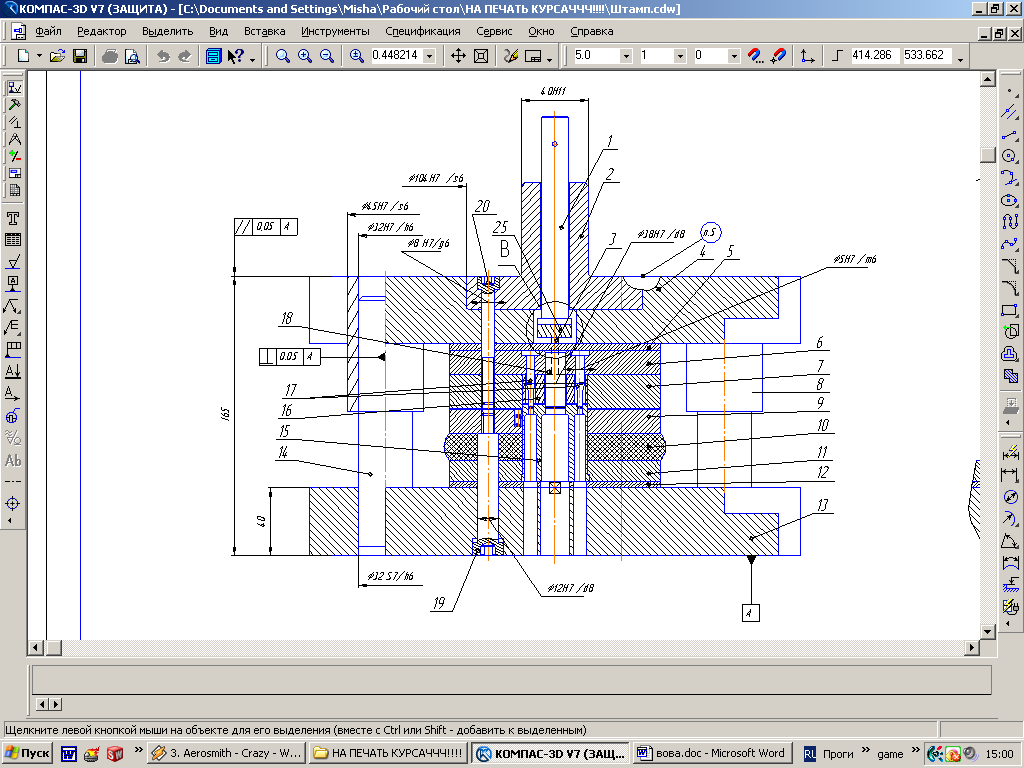
Рисунок 1.5 – Схема штамповки
2. ПРОЕКТИРОВАНИЕ ШТАМПА, ВЫБОР ОБОРУДОВАНИЯ
2.1 Проектирование штампа в системе «КОМПАС-Штамп»
Процесс проектирования штампа средствами системы КОМПАС-Штамп состоит из двух этапов:
1)формирование проекта конструкции штампа;
2)проектирование и формирование чертежей на представленную в проекте конструкцию.
После запуска программы и создания проекта выполняется контрольная прорисовка детали – ключа, а также проектируется рабочая зона, происходит проектирование раскройных планов, построение схемы раскроя (в данном случае – однорядный обычный), контуры размещаются на полосе, после чего выбирается схема штамповки. Всё это делается исходя из следующих соображений.
Работа с системой «КОМПАС-Штамп» осуществляется с помощью использования дерева проектирования путем создания, удаления и редактирования соответствующих пунктов последнего.
Работу над проектом начинаем с создания эскиза штампуемой детали, для этого нажимаем кнопку «Проектирование Эскиз детали, формир.раб.зоны», после чего загружается редактор «КОМПАС-График», где и осуществляем проектирование. При этом соответствующая библиотека, необходимая для работы (РАБОЧАЯ ЗОНА) уже подключена.
С помощью инструментов создания графики создаем эскиз детали в масштабе 1:1 с необходимыми размерами, при этом используя команды «Прямоугольник», «Эллипс», «Собрать контур» и «Эквидистанта» необходимо использовать команду «Разрушить».
Для проектирования рабочей зоны активизируем библиотеку «РАБОЧАЯ ЗОНА» в меню «Сервис». После этого на экране появляется окно, содержащее пункты меню, относящиеся к проектированию рабочей зоны. Пункты, отмеченные знаком «(!)» (например, «Рабочая зона в плане(!)»), обязательны для выполнения.
Проектируемый штамп является разделительным. Пункт «Разделительные операции» содержит следующие операции:
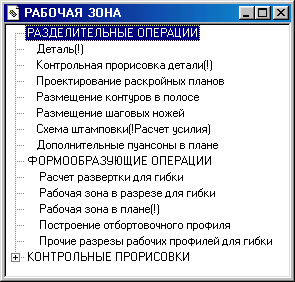
Рисунок 2.1 – Рабочая зона.
2.2 Деталь
Вводим толщину материала (1 мм), марку материала (12Х18Н10Т). Прямоугольной рамкой выделяем эскиз штампуемой детали и подтверждаем ESK. Далее на запрос системы “Вид заготовки” отвечаем “полосовая” и в появившемся меню “Типы перемычек” выбираем для боковых и междетальных перемычек тип “Круг”.
Система автоматически рассчитывает величины перемычек, и они сразу появляются в окне ввода, однако имеется возможность отредактировать их значения, если по каким-то соображениям необходимы другие значения величин перемычек:
междетальная перемычка-2 мм;
боковая перемычка-2мм;
шаг штамповки-34мм;
ширина полосы-28мм;
коэффициент раскроя-0.54.
2.3 Контрольная прорисовка детали
Далее из меню выбираем команду “Контрольная прорисовка детали”. Контрольная прорисовка детали выполняется для того, чтобы проверить правильность вычерчивания детали. Все элементы эскиза детали должны быть прочерчены только один раз.
После выбора команды “Контрольная прорисовка детали” на экране появится фантом эскиза детали со всеми пронумерованными контурами. Зафиксируем фантом на поле чертежа. Количество пронумерованных контуров не должно отличаться от числа вычерченных контуров детали.
2.4 Проектирование раскройных планов.
Выбираем команду “Проектирование раскройных планов”. Выделяем рамкой контуры для штамповки. В слайдовом меню выбираем обычный однорядный тип раскроя. Далее выбираем команду “Построение схемы раскроя”
Данный пункт позволяет задать схему раскроя полосы, причем в системе принимается, что ее подача осуществляется справа налево. После выбора пункта меню «Построение схемы раскроя» на экране появляется фантом штампуемой детали с эквидистантной линией, означающей перемычки между деталями и боковые перемычки. После фиксации схемы раскроя на чертеже на экране высвечивается коэффициент раскроя, рассчитанный по параметрам данного варианта. Заносим параметры раскроя в таблицу при помощи команды “Записать в таблицу параметры раскроя”.
2.5 Размещение контуров на полосе
Если в таблицу раскроев был занесен хоть один вариант раскроя, на экране высвечивается окно со списком всех вариантов раскроя. Выбираем из списка нужный вариант, фиксируем на чертеже фантом рабочей зоны.
2.6 Схема штамповки (!Расчет усилия)
Ось равнодействующей усилий штамповки должна совпадать с осью хвостовика штампа. Иначе возникает перекос штампа, неравномерность зазоров между матрицами и пуансонами, износ направляющих пресса и даже поломка штампа. Центр давления находят из равенства момента равнодействующей моменту усилий относительно одной и той же оси.
Центр давления штампуемого элемента есть центр тяжести контура штамповки. Энергосиловыми параметрами штамповки в данном случае являются усилия штамповки, снятия, проталкивания.
При расчете технологического усилия нужно учитывать усилие вырубки по контуру или пробивки отверстия, если заготовка или отход свободно проваливаются в отверстие матрицы. Учитывается усилие снятия детали или отхода с пуансона, если штамп с подвижным съемником. Учитывается сила проталкивания вырубленной детали или отхода. Для определения требуемого усилия пресса в системе КОМПАС-Штамп все расчетные усилия складываются, а затем полученную величину увеличивают еще на 25%, (т.е. на коэффициент запаса).
Выделяем рабочую зону рамкой, исключая лишние элементы, уточняем параметры раскроя. После этого система показывает геометрический центр рабочей зоны, а также центр давления штампа, через который должен проходить хвостовик штампа и ось штампа. Выбираем центр осей штампа в плане указанием курсора.
По расчетам системы КОМПАС-Штамп получили следующие усилия штамповки для нашего случая изготовления детали:
-усилие штамповки 100,2766кН
-усилие прижима 1,6713 кН;
-усилие снятия 5,7659кН;
-усилие пресса 135 кН.
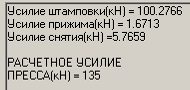
Рисунок 2.2 – Усилие пресса
В действительности в данном случае усилие прижима мало, но есть усилие проталкивания. Усилие снятия не учитывается, т.к. снятие происходит при обратном ходе.
2.7 Дополнительные пуансоны в плане
Так как в проектируемом штампе дополнительные пуансоны не используются, то не выполняем данный пункт меню.
2.8 Проектирование пакета
Система КОМПАС-Штамп позволяет проектировать три варианта пакетов: типовой, стандартный и оригинальный. Выбираем тип проектируемого пакета ТИПОВОЙ, который позволяет изменить в процессе проектирования форму, взаиморасположение деталей и их размеры.
Находясь в дереве проекта, указываем пункт «Пакет», затем «Добавить в пакет». Выбираем «Пакет типовой», нажимаем «Добавить». Нажимаем зелёную кнопку «Пакет типовой», «Добавить в пакет типовой». Добавляем «Пакет штампа с совм. действия», нажимаем кнопку «Добавить». Выделяем «Пакет штампа с совм. действия» и нажимаем кнопку «Проектирование пакета…».
Рисунок 2.3 – Проектирование пакета
Проектирование плана верха
Двойным щелчком мыши активизируем строку меню «План низа»
Двойным щелчком мыши активизируем строку меню «Рабочая зона».
Указываем базовую точку для расположения рабочей зоны (У=750, Х=250).
Двойным щелчком мыши активизируем строку «Пакет». Указываем центр плана пакета (смещения центра пакета нет). На экране высвечивается список деталей пакета.
Выбираем курсором деталь из списка – матрица. Форма – прямоугольная, размеры АхВхН=125х100х20 мм, положение – по центру рабочей зоны. Система выводит на экран координаты центра матрицы по осям Х и У (смещения по обеим координатам не будет). Последовательно выбираем из списка деталей пакета пуансонодержатель и верхнюю прокладку, и проделываем аналогичные операции.
Проектирование плана низа
Двойным щелчком мыши активизируем строку меню «План низа». Двойным щелчком мыши активизируем строку «Пакет». Указываем центр осей штампа (Х=300, У =250). Дальнейшие действия аналогичны действиям при проектировании деталей пакета на плане верха.
Проектирование разреза главного вида.
Двойным щелчком мыши активизируем строку меню «Разрез главного вида». Двойным щелчком мыши активизируем строку «Пакет».
На запрос «Привязка главного вида» указываем курсором точку на вертикальной оси штампа. На запрос «Ось пакета» указываем ось штампа, они совпадают. На экране появится фантом пакета, который перемещаем к точке привязки главного вида и щелкаем левой кнопкой мыши. Проектирование пакета завершено, закрываем библиотеку.
2.9 Проектирование блока
Как ранее было указано, в данном курсовом проекте проектируется блок стандартный.
Проектирование блока стандартного:
В проекте в ветку «Блок» добавляем узел «Блок стандартный», в «Блок стандартный» необходимое исполнение блока (по ГОСТ 13112-83), нажимаем кнопку «Проектирование Блока по ГОСТ 13112-83».
Проектирование плана низа:
Двойным щелчком мыши активизируем пункт меню «План низа». Выбираем команду «Плиты». На экране появляется фантом плиты, который устанавливаем на чертеже. Выбираем команду «Колонки-втулки». Определяем вид колонок – гладкие по ГОСТ 13118-83 (исполнение 1);вид втулок – ступенчатые по ГОСТ 1312-83. Расположение – одностороннее параллельное. Диаметры колонок выбираем одинаковым (32 мм). Выбираем запрессовку колонок в нижнюю плиту. Втулки по ГОСТ 13121-83 запрессовываются в верхнюю плиту. Выбираем команду «Штыри» и подбираем грузовые винты по ГОСТ 18816-80; количество – 4, М12 .
Проектирование разреза главного вида
Двойным щелчком мыши активизируем раздел меню «Разрез главного вида». Выбираем команду «Плиты». На экране появляется фантом плиты, который устанавливаем на чертеже. Выбираем команду «Колонки-втулки».
Устанавливаем систему «Колонки-втулки» на разрезе.
Проектирование системы «Колонки-втулки»
Двойным щелчком мыши активизируем пункт меню «План низа (верха)». Выбираем команду «Колонки-втулки». Определяем вид колонок – гладкие по ГОСТ 13118-83 (исполнение 1), вид втулок – ступенчатые по ГОСТ 13121-83. Фиксируем фантом системы на чертеже.
Проектирование на разрезе главного вида
Так как параметры системы были определены, то на чертеже разреза главного вида блока появляется фантом колонки с втулкой в разрезе. Фиксируем фантом системы «Колонки-втулки» на разрезе главного вида.
2.10 Выбор пресса
Для выбора пресса добавим в дерево проекта узел «Выбор пресса» и нажимаем кнопку «Проектирование Выбор пресса». На экране появится окно, на котором расположена таблица паспортных данных прессов, из которой по усилию пресса подбираем необходимую марку пресса.
В штампованном производстве сравнительно небольших деталей чаще всего применяются механические прессы, ввиду большого числа ходов ползуна, они отличаются высокой производительностью. К выбираемому прессу предъявляют следующие основные требования:
Нужное усилие штамповки
 должно быть меньше или равно номинальному
усилию
должно быть меньше или равно номинальному
усилию
 ,
развиваемому прессом:
,
развиваемому прессом:
<.
Величина хода ползуна должна соответствовать процессу штамповки. Ход ползуна – это расстояние между одной и той же точкой ползуна в его крайнем верхнем и нижнем положениях.
Закрытая высота пресса должна соответствовать закрытой высоте штампа.
Габариты стола и ползуна пресса должны соответствовать размерам штампа, чтобы устанавливать и закреплять штамп, подавать заготовку. Отверстия в столе должны обеспечивать возможность выпадения детали или отходов.
Число ходов пресса должно обеспечивать высокую производительность работы.
Поскольку
=135кН,
то выбираем пресс, у которого
=160
кН.
Технические характеристики пресса
усилие пресса P 160 кН
размеры подштамповой плиты L×B 420280 мм
минимальная закрытая высота 70 мм
максимальная закрытая высота 115 мм
диаметр хвостовика 40 мм
диаметр провального окна пресса 60 мм
размер паза в подштамповой плите 18 мм
минимальный ход пресса 10 мм
максимальный ход пресса 55 мм
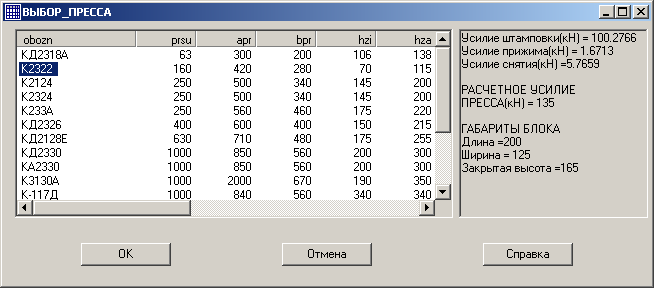
Рисунок 2.4 - Технические характеристики пресса
2.11 Проектирование пуансонов
Пуансоны предназначены для пробивки отверстий или вырубки контуров деталей разнообразных конфигураций и размеров. В системе КОМПАС-Штамп можно проектировать два типа пуансонов: для операций вырубки-пробивки – пуансон разделительный; для операций гибки, отбортовки и других формообразующих операций – пуансон формообразующий. В данном курсовом проекте будем использовать пуансон разделительный.
Приступаем к проектированию пуансонов.
Для этого:
В «Дереве проекта» нажимаем зеленую кнопку «Штамп», «Добавить в штамп».
Помечаем узел «Пуансоны», нажимаем «Добавить».
Нажимаем зеленую кнопку «Пуансоны», «Добавить в пуансоны».
Выбираем «Пуансон разделительный», нажимаем «Добавить».
Затем аналогично добавляем еще 2 разделительных пуансона. Входим в КОМПАС-График. Библиотека «Пуансоны» подключена.
Из меню библиотеки выбираем строку «Пуансон разделительный»;
Рисунок 2.5 – Проектирование пуансона
Нажимаем кнопку «Проектирование Пуансона». На экране отобразится фантом рабочей зоны штампа с пронумерованными контурами. Фиксируем фантом и вводим номера контуров для каждого пуансона. Из слайдового меню выбираем тип крепления пуансона – бурт.
Из слайдового меню «Вид посадочной части» выбираем форму сечения проектируемого участка: оригинальную по всему контуру или круглую.
Отрисовка пуансонов на плане сборочного чертежа выполняется автоматически после выбора команды, так как была выполнена команда «Проектирование пуансона».
Установка на разрезе сборочного чертежа.
После этого на плане сборочного чертежа появляется фантом пуансона вместе с профилем окна под пуансон в пуансон - матрице.
Устанавливаем пуансоны.
2.10.1 Деталировочный чертеж
После выбора этой команды автоматически создается заготовка чертежа и появляется меню “Деталировка пуансона”. Далее разместили на поле чертежа все необходимые проекции пуансона. Если в пуансоне сечения всех частей круглые, то вид сверху можно не показывать, если нет – в первую очередь выполним команду “Вид сверху”. На экране появился фантом проекции, зафиксировали его на чертеже.
Команда “Главный вид”
Так как все сечения пуансона 17– круглые, то на экране сразу появился фантом проекции. Пуансон 18 имеет более сложное сечение, поэтому на виде сверху указываем левую и правую точки сечения пуансона для формирования фантома профиля пуансона.
Проектируя пуансон с буртом из слайдового меню, выбираем вид обработки перехода к бурту (радиус 0.5 мм).
Зафиксируем фантом на чертеже.
2.10.2 Расчет пуансонов на прочность
На смятие [3, ст. 642]:
σ>см >= P/ F ≤ [ σ>см>]> >
σ>см> – напряжение смятия опорной поверхности пуансона;
[σ>см>] =100 МПа – допускаемое напряжение сжатия;
P-расчетное усилие;
F- площадь опорной поверхности;


F>1 >=133,99 мм2; F>2 >=95,03 мм 2;
σ>см1 >= 187,92 МПа; σ>см2 >=53,53 МПа;
для обоих пуансонов σ>см >>100МПа, между верхней плитой и пуансонодержателем ставим каленую прокладку толщиной 5 мм;
На сжатие в наименьшем сечении:
σ>сж >= - P/ F ≤ [ σ>сж>]> >
[σ>сж>] =1600 МПа – допускаемое напряжение сжатия для обычных пуансонов из закаленной инструментальной стали;
σ>см1 >= -719,52МПа;
Полученное напряжение меньше допускаемого, значит, условие выполняется.
Расчет свободной длины пуансона на продольный изгиб:
L=4.43 ;
;
E=2,2*105 МПа- модуль упругости;
I – момент инерции сечения;
n = 2…3 – коэффициент безопасности;
 -
момент инерции для круглого сечения ;
-
момент инерции для круглого сечения ;
 ;
;
L=4.43 м
м мм;
мм;
Достаточная свободная длина для работы пуансона на продольный изгиб.
2.11 Проектирование системы фиксации
Для проектирования системы фиксации в дерево проекта добавляем узел «Система фиксации».
Система упоров.
узел «Система фиксации» добавляем пункт «Система упоров». Проектирование системы упоров.
Выбираем из списка упоров упор 1, при этом изображение упора на плане выделится цветом.
Фиксируем фантом упора на разрезе сборочного чертежа.
выполняем для установки грибкового упора по ГОСТ 18743-80.
Рисунок 2.6 – Проектирование грибкового упора
Для установки данного упора на плане сборочного чертежа указываем курсором элемент контура, которого будет касаться упор, в данном случаи это наружная часть ключа и указываем курсором точку привязки упора.
2.12 Проектирование системы крепежа
Проектирование систем крепежа начинаем с добавления в дерево проекта узла «Системы крепежа» и нажимаем кнопку «Проектирование Системы крепежа».
Размещение системы крепежа в плане.
Рисунок 2.10 – проектирование системы крепежа
В окне «Выбор системы» выбираем номер системы: для системы винтов 1, а для системы штифтов соответственно 2.
В нижней части окна высвечивается вид крепежного элемента системы и скрепляемые системой детали.
Так как систему можно разместить стандартно по пакету, то на вопрос системы «Крепёж размещается стандартно по пакету?» отвечаем «Да». На чертеже автоматически отрисовываются крепёжные элементы.
Проектирование систем на разрезе.
В окне «Выбор системы» выбираем номер системы, для винтов 1, штифтов – 2. Так как система была спроектирована, то на плане изображение выделяется цветом.
Указываем центр разрезаемого элемента в плане и фиксируем фантом крепёжного элемента в нужном месте разреза главного вида, выравниваем его по координате Y.
2.13 Проектирование хвостовика
Рисунок 2.11 – Проектирование хвостовика
Добавляем в проект узел «Дополнительные детали». В «Дополнительные детали» «Хвостовик». Нажимаем кнопку «Проектирование Хвостовик». Установка на плане верха. Из слайдового меню выбираем тип хвостовика – по ГОСТ 16718-80. Из меню для определения способа установки хвостовика выбираем команду «В центре оси штампа» и хвостовик автоматически отрисовывается в выбранной точке. Выбираем команду «Установка на главном виде». Хвостовик отрисовывается автоматически.
2.14 Проектирование пуансон матрицы
Добавляем в дерево проекта узел «Пуансон - матрицы». Для этого нажимаем по зеленому кружочку возле узла «Штамп», нажимаем «Добавить в штамп», в открывшемся меня выбираем пункт «Пуансон - матрицы», нажимаем кнопку «Добавить». В дереве проекта сформировалась новая ветвь – «Пуансон матрицы». Аналогичным образом добавляем в ветвь «Пуансон - матрицы» пункт «Пуансон - матрицы». Нажатие кнопки «Проектирование пуансон – матрицы» вызывает на экран систему КОМПАС-График, при этом соответствующая библиотека уже подключена и отображена на поле сборочного чертежа проекта.
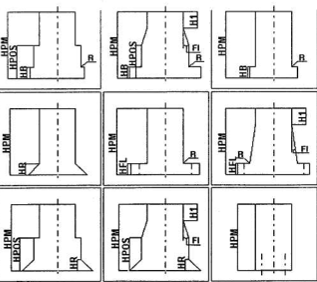
Рисунок 2.12 – Проектирование пуансон - матрицы
Работу следует начать с пункта «Проектирование пуансон - матриц». Размещаем появившийся на экране фантом контуров детали с соответствующими обозначениями в удобном месте чертежа. В появившемся меню указываем номер контура для пуансон – матрицы. Подтверждаем правильность выбора.
2.15 Проектирование выталкивателя
В дереве проекта добавляем ветку «Система выталкивания» выбираем пункт «Выталкиватель», нажимаем «Проектирование выталкивателя».
После нажатия кнопки «Проектирование выталкивателя» загружается КОМПАС-График, открывается сборочный чертеж и на экране появляется командное меню.
|
Проектирование выталкивателя в плане |
|
1. Отрисовка на плане сборочного чертежа |
|
2. Установка на разрезе сборочного чертежа |
|
3. Деталировочный чертеж |
Рисунок 2.13 – Проектирование выталкивателя
После выбора этой команды открывается рабочий фрагмент для проектирования выталкивателя. На экране отображается фантом рабочей зоны штампа с пронумерованными контурами. Фиксируем фантом в каком-либо месте чертежа, затем вводим номер контура для проектируемого выталкивателя. Выбранный контур подсвечивается. Подтверждаем правильность выбора.
2.16 Проектирование буфера
Проектирование буфера ведут в такой последовательности.
Добавляем в проект «Система прижима», в узел «Система прижима» добавьте «Буфер резиновый» нажимаем «Проектирование Буфер резиновый».
При этом загрузится КОМПАС-График, откроется сборочный чертеж и на экране появится меню «Буфер прижимной», состоящее из таких пунктов:
- Буфер на сборочном чертеже;
- Установка винтов;
- Деталировочный чертеж буфера.
2.17 Формирование чертежей
Формирование чертежей выполняем после полного определения конструкции штампа и проектирования всех систем, необходимых в штампе. На деталировочных чертежах автоматически отрисовываются все спроектированные детали и системы. На чертеже размещаем проекции выбранной детали.
Формирование чертежей включает в себя формирование деталировочных чертежей деталей блока и деталей пакета.
Чертежи штампа и его деталей должны соответствовать требованиям ЕСКД и ГОСТ 2424-80.
После выполнения пункта меню “Детали блока” или “Детали пакета” на экране появляется список включенных в состав деталей:
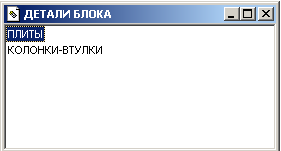
Рисунок 2.14 – Формирование чертежей
После выбора детали из списка автоматически создается заготовка чертежа выбранной детали и на экране появляется командное меню.
Для разных деталей меню различаются по составу.
2.18 Работа со спецификацией
Работу со спецификацией начинают после создания и полного оформления всех деталировочных чертежей штампа. Формирование спецификации в системе выполняется с использованием всех чертежей, находящихся в папке проекта и в которых заполнена графа углового штампа «Наименование чертежа».
2.18.1 Формирование спецификации
В дереве проекта в узел “Формирование спецификации” добавим пункт “ Формирование спецификации ”, нажмем кнопку “Проектирование Формирование спецификации ”. Загружается КОМПАС-График.
На экране появляется окно со списком чертежей для включения в раздел “Документация”.
В списке “Имя файла чертежа” выберем имена чертежей, которые должны быть включены в раздел “Документация”. Наименование каждого выбранного чертежа отражается в нижней части окна.
Выбранные имена чертежей отражаются в списке “Раздел “Документация” ”. В спецификации чертежи будут расположены в порядке указания . Выбираем файл c именем sbor.cdw – сборочный чертеж.
Выбор чертежей для включения в раздел “Сборочные единицы” производится аналогично. В нашем случае этот раздел отсутствует.
Все остальные чертежи, находящиеся в папке проекта, Будут автоматически помещены в раздел спецификации “Детали”.
Раздел спецификации “Стандартные изделия” Формируется автоматически.
Автоматически создаются и заполняются бланки спецификации.
2.18.2 Редактирование спецификации
Так как в процессе проектирования штампа не были созданы деталировочные чертежи для всех деталей штампа, то возникает необходимость редактирования спецификации. Отредактировать текст на листе спецификации можно средствами «КОМПАС-График», но тогда позиции на сборочном чертеже придется проставлять вручную. Лучше воспользоваться библиотекой «КОМПАС-Штамп», редактируя таблицы, автоматически созданные при формировании спецификации (с каждой строкой спецификации система связывает ее номер).
Перед редактированием спецификации закрываем все открытые чертежи штампа.
Добавляем в узел «Формирование спецификации» пункт «Редактирование спецификации» и нажимаем кнопку «Проектирование». После этого загружается «КОМПАС-График» и на экране появляется меню, состоящее из таких элементов:
РЕДАКТИРОВАНИЕ ТАБЛИЦ:
Детали
Крепежные элементы
Стандартные изделия
Обновление спецификации
При выборе соответствующей команды раздела «Редактирование таблиц» открывается таблица для редактирования. Во всех таблицах разделителем является знак табуляции.
Таблица раздела «Детали» содержит такие подразделы:
NPOZ – номер позиции;
CAD – наименование файла чертежа;
NAME – наименование детали;
KOL – количество деталей.
Таблица раздела «Крепежные элементы» содержит такие подразделы:
NAME – наименование детали;
GOST – соответствующий номер ГОСТ;
D – диаметр крепежного элемента;
L – длина крепежного элемента;
KOL – количество деталей;
TEXT – дополнительная информация (например, для болта: “M10-8g”);
NPOZ – номер позиции;
NSYS – номер системы, к которой относится элемент (не подлежит ручному редактированию).
Таблица раздела «Стандартные изделия» содержит такие подразделы:
NPOZ – номер позиции;
NAME – наименование изделия;
GOST – соответствующий номер ГОСТ;
KOL – количество деталей;
TEXT – дополнительная информация;
NSYS – номер системы, к которой относится элемент (также не подлежит ручному редактированию).
Если какой-то из элементов строки у детали не существует, то вместо надписи проставляется прописная латинская буква «x».
Редактируем приведенные таблицы для приведения в соответствие со спецификацией и сохраняем соответствующие таблицы. После редактирования таблиц номера позиций в спецификации автоматически пересчитываются.
Завершающим этапом редактирования спецификации является выполнения пункта «Обновление спецификации». Перед этим удаляем старый “.cdw”-файл спецификации.
2.19 Простановка позиций
Система КОМПАС-Штамп позволяет автоматически проставить позиции на сборочном чертеже путём выбора деталей из таблиц, созданных при формировании спецификации.
Однако также имеется возможность простановки позиций вручную. Для этого в дереве проекта в узел “Формирование спецификации” добавляем “Простановка позиций”, нажимаем кнопку “Проектирование Формирование спецификации ”. После чего откроется сборочный чертеж и на экране появится командное меню “Позиции на чертеже ”. При выборе каждой команды открывается список объектов, включенных в соответствующий раздел.
Укажем курсором начало линии выноски позиции для выбранного объекта, затем начало и направление полки.
2.20 Допуски и посадки в сопрягаемых конструктивных элементах штампа
Изготовленный и принятый в эксплуатацию штамп должен обеспечивать получение деталей в соответствии с технической документацией, безопасность работы и возможность ремонта. Штамп должен удовлетворять также ряду специальных требований, обговоренных в техусловии. Приведем виды посадок и перечень сопрягаемых деталей, применяемых в проектируемом штампе:
-нижняя плита и направляющая колонка: посадка с натягом S7/h6;
-верхняя плита и втулка: посадка с натягом H7/s6;
-направляющая колонка и втулка: скользящая посадка H7/h6;
-пуансоны и пуансонодержатель: посадка с натягом H7/m6;
-штифты: посадка с натягом H7/m6;
-винты: посадка с натягом H7/g6;
-упор грибковый: посадка с натягом H7/m6.
3. РАБОТА ШТАМПА
Работа штампа происходит в следующей последовательности:
прямой ход: усилие штамповки с хвостовика 2, закрепленный в верхней плите 4, а верхней плите вместе с пуансонодержателем 6, пуансонами 17 и 18, пластиной 5, матрицей 7 и съемником 16 движется вниз. В результате контакта пуансонов и заготовки происходит пробивка отверстий и вырубка наружного контура. Отход удаляется через отверстие в пуансон - матрице.
обратный ход: хвостовик 2 поднимается, поднимаются пуансоны 17 и 18, отход упирается в съемник 16- происходит удаление отхода с пуансонов, т.к. толкатель 1 при обратном ходе фиксируется. Затем происходит перемещение полосы на шаг штамповки. Подача полосы с права налево.
4.ТЕХНОЛОГИЯ СБОРКИ ШТАМПА
в нижнюю плиту 13 запрессовать колонку 14 по посадке S7/h6;
впрессовать в верхнюю плиту 5 направляющие втулки 8 по посадке H7/s6;
впрессовать хвостовик 2 в верхнюю плиту 4 по посадке H7/s6,
запрессовать пуансоны 17 и 18 в пуансонодержатель 6 по посадке H7/m6 (шлифовать в сборе);
установить пуансонодержатель 6 совместно с пуансонами и плитой подкладной 5 на плиту верхнюю 4 , базировать штифтами d =8 мм (4 штуки) и фиксировать винтами М10 (4 штуки);
установить плиту верхнюю 4 в сборе по направляющим колонкам 14
Список литературы
1. «Технология производства летательных аппаратов» . уч. Пособие по курсовому проектированию/ Под редакцией В.Г. Кононенко Киев, Высшая школа 1974, 224с./
2. Справочник конструктора штампов Листовая штамповка /Под ред. Л.И.Рудмана – М. Машиностроение 1988, 460с./
3. Справочник по холодной штамповке Романовский В.П. М. Машиностроение , 1975, 722с.