Технологический процесс изготовления корпуса
Министерство образования и науки Российской Федерации
Тольяттинский государственный университет
Механико-технологическое отделение
Кафедра «Технология машиностроения»
Дипломный проект
на тему:
Технологический процесс изготовления корпуса
Дипломант Орловский С.Ю.
Тольятти « » 2007г.
Аннотация
УДК 621.9..6
Технологический процесс изготовления корпуса.
Кафедра: Технология машиностроения.
ТГУ: Тольятти, 2007г., - с., 10 л. формата А1.
Целью дипломного проекта является разработка технологического процесса изготовления корпуса в условиях серийного производства.
На основе научных исследований рассмотрены вопросы нового метода обработки – высокоскоростной обработки алюминия. Разработан новый полный технологический процесс изготовления корпуса.
Эффективность внедрения нового технологического процесса изготовления подтверждена экономическим расчетом, а так же обеспечена экологичность проекта.
СОДЕРЖАНИЕ
Аннотация
Введение
1. Состояние вопроса
1.1 Анализ служебного назначения детали
1.2 Анализ технологичности конструкции детали
1.3 Определение типа производства и обоснование формы его организаии
1.4 Анализ базового варианта технологического процесса
2. Выбор и проектирование заготовки
2.1 Выбор вида и методов получения заготовки
2.2 Технико-экономическое сравнение методов получения заготовки
3. Разработка схем базирования
4. Технологический маршрут и план обработки
5. Размерный анализ технологического процесса
6. Разработка технологических операций
6.1 Выбор оборудования
6.2 Выбор последовательности переходов
6.3 Выбор режущего инструмента и технологической оснастки
6.4 Расчет режимов резания
6.5 Расчет норм времени
7. Расчет и проектирование станочного приспособления. Расчет режущего инструмента
7.1 Расчет и проектирование станочного приспособления
7.2 Расчет режущего инструмента
8. Расчет и проектирование контрольного приспособления
9. Научные исследования по совершенствованию процесса обработки аллюминиевых сплавов
10. Патентные исследования
11. Проектирование производственного участка
12. Безопасность и экологичность объекта
13. Экономческая эффективность проекта
Заключение
Литература
Введение
Цель дипломного проектирования по технологии машиностроения - научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Целью данного проекта является снижение трудоемкости изготовления корпуса угловой передачи промышленного робота, путем разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения и инструментального производства.
К мероприятиям по разработке новых прогрессивных технологических процессов относится и автоматизация, на ее основе проектируется высокопроизводительное технологическое оборудование, осуществляющее рабочие и вспомогательные процессы без непосредственного участия человека.
Для достижения цели решаются следующие задачи:
1.Расширение, углубление, систематизация и закрепление теоретических знаний, и применение их для проектирования прогрессивных технологических процессов изготовления деталей, включая проектирование средств технологического оснащения.
2.Развитие и закрепление навыков ведения самостоятельной творческой инженерной работы.
3.Овладение методикой теоретико-экспериментальных исследований технологических процессов механосборочного производства.
В дипломном проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки, создания гибких технологий.
Состояние вопроса
1.1Анализ служебного назначения детали
Деталь – корпус (рис 1.) и предназначена (деталь) для базирования в нём основных узлов и агрегатов для воспроизводства угловой передачи. Деталь по сути дела воспринимает на себе все колебания узлов и механизмов находящихся в ней. Она работает в условиях циклических знакопеременных нагрузках. Исполнительные поверхности, корпуса работают в условиях постоянного трения.
Материал детали - алюминиевый сплав АЛ9-1 ГОСТ 2685-75. Химический состав и механические свойства представлены в табл. 1.1 и 1.2. соответственно.
Таблица 1.1.
Химический состав сплава АЛ9-1 ГОСТ 2685-75,%
|
Si |
Mg |
Ti |
Be |
Mn |
Cu |
Zn |
|
6-8 |
0.2-0.4 |
до 0,15 |
до 0,1 |
0.5 |
0.2 |
0.1 |
Таблица 1.2.
Механические свойства сплава АЛ9-1 ГОСТ 2685-75
|
Временное сопротивление разрыву, >В>, Н/мм2. |
Относительное удлинение, >5>, %. |
Твердость, НВ |
|
230 |
2 - 5 |
75 |

Рис 1. Деталь - корпус
В таблице1.3 представлена классификация поверхностей детали. Номера поверхностей указаны на технологическом чертеже представленном на рис. 2.
Таблица 1.3
Вид поверхности |
Номер поверхности |
|
Основные конструкторские базы |
47, 48. |
|
Вспомогательные конструкторские базы |
1, 2, 6, 7, 9, 13, 17, 18, 20, 22, 25, 31, 34, 36, 37, 40, 43, 44, 56 |
|
Исполнительные поверхности |
8, 17, 25, 19, 23, 26, 28, 32, 57, 59 |
|
Свободные поверхности |
Все остальные |
1.2Анализ технологичности конструкции детали
Рабочий чертеж корпуса угловой передачи содержит необходимую графическую информацию для полного представления о его конструкции. Указаны размеры с их отклонениями, проставлены необходимая шероховатость и допуски формы и расположения поверхностей.
В то же время можно отметить и ряд недостатков:
- на чертеже не указаны отклонения на некоторые свободные поверхности корпуса;
- шероховатость проставлена по старому госту;
- симметричность стенок паза проставлена относительно двух баз;
- отсутствуют технические требования;
- невидимые поверхности показаны штриховыми линиями;
На технологическом чертеже корпуса угловой передачи сделаны необходимые доработки.
Рис 2. Эскиз с нумерацией поверхностей
В отношении других поверхностей деталь технологична и позволяет применить высокопроизводительные методы обработки.
Общую технологичность детали можно определить с помощью коэффициентов:
-коэффициент точности
 ; (1.1)
; (1.1)
 ; (1.2)
; (1.2)
где, Т>CP> - среднее значение точности;
T>i> - квалитет i-ой поверхности;
n - число
поверхностей с текущим квалитетом;
- число
поверхностей с текущим квалитетом;
Т>CP >= 13;
К>точ >= 0,92;
- коэффициент шероховатости
 ; (1.3.)
; (1.3.)
 ; (1.4.)
; (1.4.)
где, Ш>СР> – средняя шероховатость, Ra;
Ш>i> - текущая шероховатость поверхности;
n>i> - число поверхностей с данной шероховатостью;
Ш>СР >= 6,8;
К>ш >= 0,85.
1.3Определение типа производства
В учебных целях тип производства определяем по таблице 4.1 [1]. При массе детали до 8 кг. и годовой программе выпуска 500 – 5000 дет/год (N = 1200 дет/год) тип производства – среднесерийное.
Для серийного производства рекомендуется групповая форма организации производства, когда запуск деталей осуществляется партиями.
 шт в месяц (1.5)
шт в месяц (1.5)
где а – периодичность запуска деталей, при запуске раз в месяц а = 12.
С учетом типа производства предполагается применение оснастки с механизированным силовым приводом и режущего инструмента со сменными многогранными пластинами.
1.4Анализ базового варианта технологического процесса
Материал корпуса выключателя – алюминиевый сплав АЛ9-1, по этому заготовку можно получить только методами литья. Наиболее предпочтительными являются литье в оболочковые формы и литье в землю.
В базовом технологическом процессе обработка ведется на универсальном оборудовании, что увеличивает число операций. Применяется унифицированный инструмент и оснастка.
Базовый маршрут обработки детали включает в себя следующие операции:
000 Заготовительная.
005 Токарная.
010 Фрезерная.
015 Фрезерная.
020 Фрезерная.
025 Токарная.
030 Фрезерная.
035 Токарная.
040 Фрезерная.
045 Токарная.
050 Контрольная.
055 Протяжная.
060 Слесарная.
065 Моечная.
070 Контрольная.
075 Окрасочная.
Для максимальной концентрации операций на одном оборудовании предлагается использовать обрабатывающий центр МАНО МС50. Также предлагается применение оснастки с механизированным силовым приводом и прогрессивного режущего инструмента.
Выбор и проектирование заготовки
1.5Выбор вида и методов получения заготовки
На выбор метода получения заготовки оказывает влияние: материал детали, ее назначение и технические требования на изготовление; объем и серийность выпуска; форма поверхностей и размеры детали.
Оптимальный метод получения заготовки определяет на основании всестороннего анализа названных факторов и технико-экономического расчета технологической себестоимости детали. Метод получения заготовки, обеспечивающий технологичность изготавливаемой из нее детали, при минимальной себестоимости последней считается оптимальным.
Получение заготовки литьем в песчаные формы отверждаемые в контакте с оснасткой
Исходя из требований ГОСТ 26645-85 назначаем припуски и допуски на размеры детали и сводим эти данные в таблицу 2.1.
В зависимости от выбранного метода принимаем:
класс точности размеров и масс – 10
ряд припусков – 3.
Припуски на размеры даны на сторону. Класс точности размеров, масс и ряд припусков выбираем по таблице 2.3 [1], допуски по таблице 2.1 [1] и припуски по таблице 2.2 [1].
Таблица №2.1
|
Размеры, мм |
Допуски, мм |
Припуски, мм |
Расчет размеров заготовки, мм |
Окончательные размеры, мм |
|
Ø61,15 |
2,4 |
3,6 |
Ø61,15-(2.3,6)±2,4≈Ø54±2,4 |
Ø54±2,4 |
|
Ø90 |
2,8 |
3,6 |
Ø90+(2.3,6)±2,8≈Ø97±2,8 |
Ø97±2,8 |
|
Ø94 |
2,8 |
0 |
- |
Ø94±2,8 |
|
Ø84 |
2,8 |
3,6 |
Ø84+(2.3,6)±2,8≈Ø91±2,8 |
Ø91±2,8 |
|
R52 |
3,2 |
0 |
- |
R52±3,2 |
|
Ø66 |
2,8 |
0 |
- |
Ø66±2.8 |
|
37,7 |
2,2 |
3,2 |
37,7+(2. 3,2)±2,2≈44±2,2 |
44±2,2 |
|
56 |
2,4 |
0 |
- |
56±2,4 |
|
10 |
1,8 |
0 |
- |
10±1,8 |
|
10 |
1,8 |
2,8 |
10+(2. 2,8) ±1,8≈16±1,8 |
16±1,8 |
|
16 |
2 |
3,2 |
16+3,2±2≈19±2 |
19±2 |
|
32 |
2,2 |
0 |
- |
32±2,2 |
|
43 |
2,4 |
3,6 |
43+3,6±2,4≈47±2,4 |
47±2,4 |
|
88 |
2,8 |
0 |
- |
88±2,8 |
|
80 |
2,8 |
3,2 |
80+3,2±2,8≈83±2,8 |
83±2,8 |
|
76 |
2,8 |
0 |
- |
76±2,8 |
|
92 |
2,8 |
3,2 |
92+(2. 3,2)±2,8≈98±2,8 |
98±2,8 |
|
90 |
2,8 |
0 |
- |
90±2,8 |
|
126 |
3,2 |
0 |
- |
126±3,2 |
|
44 |
2,4 |
0 |
- |
44±2,4 |
|
56 |
2,4 |
0 |
- |
56±2,4 |
|
125 |
3,2 |
3,2 |
125+3,2±3,2≈128±3,2 |
128±3,2 |
2) Литейные уклоны назначаем из технических требований и соблюдения единообразия для упрощения изготовления литейной модели и согласно ГОСТ 26645-85 и ГОСТ 8909-88 принимаем литейные уклоны не более 1°.
3) Неуказанные литейные радиусы закруглений углов принимаем равными R=1,5мм.
4) Определяем коэффициент использования материала Км, по формуле:

где: m – масса детали, кг;
M – масса заготовки, кг.
Рассчитаем массу заготовки:

где: γ – плотность материала, г/см3. Для алюминиевого сплава АЛ9-1: γ=2,699 г/см3;
Vз – объем заготовки.
Объем заготовки определяем как алгебраическую сумму объемов простейших тел составляющих заготовку:
Vз = 0,00088 м3
M>заг.>=2,5кг.
Рассчитаем массу детали:
m = 1,8 кг
Определим коэффициент использования материала:
Данный метод литья удовлетворяет задаче получения отливки с контуром приближающемся к контуру детали; т.е. с коэффициентом использования Км близким к 1.
Получение заготовки методом литья в оболочковые формы
Исходя из требований ГОСТ 26645-85 назначаем припуски и допуски на размеры детали и сводим эти данные в таблицу 2.2.
В зависимости от выбранного метода принимаем:
класс точности размеров и масс – 7Т
ряд припусков – 2.
Припуски на размеры даны на сторону. Класс точности размеров, масс и ряд припусков выбираем по таблице 2.3, допуски по таблице 2.1 и припуски по таблице 2.2 [1].
Таблица №2.2
|
Размеры, мм |
Допуски, мм |
Припуски, мм |
Расчет размеров заготовки, мм |
Окончательные размеры, мм |
|
Ø61,15 |
0,8 |
2,0 |
Ø61,15-(2.2,0)±0,8≈Ø57±0,8 |
Ø57±0,8 |
|
Ø90 |
0,9 |
1,6 |
Ø90+(2.1,6)±0,9≈Ø93±0,9 |
Ø93±0,9 |
|
Ø94 |
0,9 |
0 |
- |
Ø94±0,9 |
|
Ø84 |
0,9 |
2,0 |
Ø84+(2.2,0)±0,9≈Ø88±0,9 |
Ø88±0,9 |
|
R52 |
1 |
0 |
- |
R52±1 |
|
Ø66 |
0,9 |
0 |
- |
Ø66±0,9 |
|
37,7 |
0,7 |
1,8 |
37,7+(2. 1,8)±0,7≈41±0,7 |
41±0,7 |
|
56 |
0,8 |
0 |
- |
56±0,8 |
|
10 |
0,56 |
0 |
- |
10±0,56 |
|
10 |
0,56 |
1,6 |
10+(2. 1,6) ±0,56≈13±0,56 |
13±0,56 |
|
16 |
0,64 |
1,5 |
16+1,5±0,64≈19±0,64 |
19±0,64 |
|
32 |
0,7 |
0 |
- |
32±0,7 |
|
43 |
0,8 |
2,0 |
43+2,0±0,8≈45±0,8 |
45±0,8 |
|
88 |
0,9 |
0 |
- |
88±0,9 |
|
80 |
0,9 |
2,0 |
80+2,0±0,9≈82±0,9 |
82±0,9 |
|
76 |
0,9 |
0 |
- |
76±0,9 |
|
92 |
0,9 |
2,0 |
92+(2. 2,0)±0,9≈96±0,9 |
96±0,9 |
|
90 |
0,9 |
0 |
- |
90±0,9 |
|
126 |
1 |
0 |
- |
126±1 |
|
44 |
0,8 |
0 |
- |
44±0,8 |
|
56 |
0,8 |
0 |
- |
56±0,8 |
|
125 |
1 |
2,0 |
125+2,0±1≈127±1 |
127±1 |
2) Литейные уклоны назначаем из технических требований и соблюдения единообразия для упрощения изготовления литейной модели и согласно ГОСТ 26645-85 и ГОСТ 8909-88 принимаем литейные уклоны не более 1°.
3) Неуказанные литейные радиусы закруглений углов принимаем равными R=1,5мм.
4) Определяем коэффициент использования материала Км, по формуле:
где: m – масса детали, кг;
M – масса заготовки, кг. Рассчитаем массу заготовки:
где: γ – плотность материала, г/см3. Для алюминиевого сплава АЛ9-1: γ=2,699 г/см3;
Vз – объем заготовки.
Объем заготовки определяем как алгебраическую сумму объемов простейших тел составляющих заготовку:
Vз = 0,0008 м3
M>заг.>=2,2кг.
Определим коэффициент использования материала:
Данный метод литья удовлетворяет задаче получения отливки с контуром приближающемся к контуру детали; т.е. с коэффициентом использования Км близким к 1.
1.6Технико-экономическое сравнение методов получения заготовки
Для выбора метода получения заготовки следует провести сравнительный анализ по технологической себестоимости.
Расчет технологической себестоимости заготовки получаемую по первому или второму методу проведем по следующей формуле[1]:
С>т>=С>заг.>. М + C>мех.>. (М-m)-С>отх.>. (M-m)
где: М – масса заготовки;
m – масса детали;
С>заг> – стоимость одного килограмма заготовок, руб/кг;
C>мех.> – стоимость механической обработки, руб/кг;
С>отх> – стоимость одного килограмма отходов, руб/кг.
Стоимость заготовки, полученной такими методами, как литье в песчаные формы отверждаемые в контакте с оснасткой и литье в оболочковые формы, с достаточной для стадии проектирования точностью можно определить по формуле [1]:
С>заг>=С>от>. h>T>. h>C>. h>B>. h>M>. h>П>, руб/кг, (7)
где: С>от> – базовая стоимость одного килограмма заготовки;
h>T> – коэффициент, учитывающий точность заготовки;
h>C> – коэффициент, учитывающий сложность заготовки;
h>B> – коэффициент, учитывающий массу заготовки;
h>M> – коэффициент, учитывающий материал заготовки;
h>П> - коэффициент, учитывающий группу серийности.
Для получения заготовки по методу литья в песчаные формы значения коэффициентов в формуле (7) следующие [1]:
h>T> =1,05 – 5-ый класс точности;
h>C> =1 – 3-ая группа сложности получения заготовки;
h>B> =1 – так как масса заготовки находится в пределах 1,0…3,0 кг;
h>M> =5,10 – так как алюминиевый сплав;
h>П> =1 – 3-ая группа серийности;
Базовая стоимость одного килограмма отливок составляет С>от >= 0,29 руб.
С>заг.> = 0,29. 1,05. 1. 1. 5,10. 1 =1,55 руб.
Определяем стоимость механической обработки по формуле:
С>мех.> = С>с> + Е>м>. С>к>, руб/кг;
где:
С>с> = 0,495 – текущие затраты на один килограмм стружки [1];
С>к> = 1,085 – капитальные затраты на один килограмм стружки [1];
Е>м> = 0,15 – нормативный коэффициент эффективности капитальных вложений выбираем из предела (0,1…0,2) [1].
С>мех.> = 0,495 + 0,15. 1,085 = 0,66 руб/кг
Стоимость одного килограмма отходов принимаем равной С>отх.> = 0,146 руб/кг.
Определим общую стоимость заготовки получаемую по методу литья в песчаные формы:
С>т> = 1,55. 2,5 + 0,66. (2,5-1,8) – 0,146. (2,5-1,8) = 4,235
Для заготовки получаемой методом литья в оболочковые формы значения коэффициентов в формуле (7) следующие[1]:
h>T> =1,05 – 5-ый класс точности;
h>C> =1 – 3-ая группа сложности получения заготовки;
h>B> =1 – так как масса заготовки находится в пределах 1,0…3,0 кг;
h>M> =5,10 - – так как алюминиевый сплав;
h>П> =1 – 3-ая группа серийности;
Базовая стоимость одного килограмма отливок составляет С>от >= 0,29 руб.
С>заг.> = 0,29. 1,05. 1. 1. 5,10. 1 = 1,55 руб/кг
Определяем общую стоимость заготовки, получаемую литьем по выплавляемым моделям:
С>т> = 1,55. 2,2 + 0,66. (2,2-1,8) – 0,146. (2,2-1,8) = 3,616
Таким образом, по технологической себестоимости наиболее экономичным является вариант изготовления детали из заготовки, полученной методом литья в оболочковые формы.
3. Разработка схем базирования
При разработке схем базирования будем опираться на следующие принципы: принцип единства баз, т.е. совмещение измерительной и технологической баз и принцип постоянства баз, т.е. использование одной и той же технологической базы на различных операциях ТП.
На первой операции при закреплении в кулачковом самоцентрирующем патроне используются исходные черновые базы заготовки – поверхности 23 и 30.
На 010 операции будем использовать обработанное ранее отверстие 33 и поверхности 14, 23.
На 015 операции в качестве баз используются поверхности 13, 3, 8, 4, 7.
На 025 операции заготовка базируется по торцу 23 и пазу 25.
При данных схемах базирования достигается необходимая точность получения основных элементов детали.
4. Технологический маршрут и план обработки
В отличие от базового технологического процесса при разработке проектного варианта технологические операции разрабатываются по принципу максимальной концентрации операций и переходов. В проектном технологическом процессе отдается предпочтение обрабатывающим центрам. Используются универсальные сборные приспособления с механизированным силовым приводом и прогрессивный режущий инструмент. Маршрут обработки детали проектного технологического процесса представлен в таблице 4.1.
Таблица 4.1.
Проектный маршрут обработки корпуса конечного выключателя
|
№ операции |
Наименование и содержание операции |
Обрабатываемые поверхности |
Квалитет |
Шерохова- тость, Rz |
|
000 |
Заготовительная |
14 |
30 |
|
|
005 |
Расточная |
33 |
12 |
20 |
|
010 |
Фрезерная |
1, 3, 8, 10, 4, 5, 7,32, 13, 12, 28 |
12 |
20 |
|
015 |
Фрезерно-расточная |
11, 23, 30, 27, 24, 17, 19, 33, 6, 34, 21, 22 |
||
|
020 |
Контрольная |
|||
|
025 |
Протяжная |
25 |
11 |
20 |
|
030 |
Слесарная |
- |
- |
|
|
035 |
Моечная |
- |
- |
|
|
040 |
Контрольная |
- |
- |
|
|
045 |
Окрасочная |
- |
- |
На основе разработанного маршрута обработки составим план обработки. План обработки представлен на листе 06.М.15.64.01 графической части.
5. Размерный анализ при обработке лавных отверстий
Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально необходимое число операций и переходов: обеспечить размеры заготовки с минимальными припусками.
Расчет размерных цепей проводится только в радиальном направлении.
Составим уравнения операционных размерных цепей в виде уравнений номиналов.
В общем виде это выглядит:
[A] = >i>A>i, >(5.1)
где [A] – номинальное значение замыкающего звена;
A>i >- номинальные значения составляющих звеньев;
i – порядковый номер звена;
n – число составляющих звеньев;
>i> – передаточные отношения, характеризующие расположение звеньев по величине и направлению. Для линейных цепей с параллельными звеньями передаточные звенья равны: >i >= 1 (увеличивающие звенья); >i >= -1> >(уменьшающие звенья).
Составим уравнения замыкающих операционных припусков:
[Z>33>05] = Ц05 + Е 3300 3000 + Е 3305 3000 – Ц00;
[Z>32>10-1] = Ф00 + Е 3200 3300 + Е 3300 3000 + Е33053000 +Е32103305– Ф10-1;
[Z>13>10] = П00 + Е 3000 1300 + Е 3305 3000+Е13103305 – П10;
[Z>32>10-2] = Ф10-1 + Е 3210-1 3305 + Е 3210-1 3305– Ф10-2;
[Z>30>15-1] = У00 + Е 3000 1300 + Е 3015-1 1310– У15-1;
[Z>30>15-2] = У15-1 + Е3015-11310+ Е3015-21310– У15-2;
[Z>27>15] = G15-2 + Е 2715-2 1310 + Е 2715-1 1310 – G15-1;
[Z>33>15-1] = Ц15-1 + Е 3315-1 1310 + Е 1310 3305 – Ц05;
[Z>33>15-2] = Ц15-2 + Е 3315-2 1310 + Е 3315 1310 – Ц15-1;
[Z>21>15] = J15-2 + Е 2115-2 1310 + Е 2115-1 1310 – J15-1;
Расчёт припусков.
Определим минимальные значения операционных припусков по формуле:
Zi>min>=(R>z >+ h)i-1> >(5.2)
[Z>33>05]> min> = 0,08 + 0,25 = 0,33 мм;
[Z>32>10-1]> min> = 0,08 + 0,25 = 0,33 мм;
[Z>13>10]> min> = 0,08 + 0,25 = 0,33 мм;
[Z>32>10-2]> min> = 0,06 + 0,08 = 0,14 мм;
[Z>30>15-1]> min> = 0,08 + 0,25 = 0,33 мм;
[Z>30>15-2]> min> = 0,06 + 0,08 = 0,14 мм;
[Z>27>15]> min> = 0,06 + 0,08 = 0,14 мм;
[Z>33>15-1]> min> = 0,06 + 0,08 = 0,14 мм;
[Z>33>15-2]> min> = 0,02 + 0,03 = 0,05 мм;
[Z>21>15]> min> = 0,06 + 0,08 = 0,147 мм;
Рассчитаем величины колебаний операционных припусков, используя формулы:
 при n < 4; (5.3)
при n < 4; (5.3)
 при
n
4; (5.4)
при
n
4; (5.4)
где: >i >– коэффициент влияния составного звена на замыкающее звено;
n – число звеньев в уравнении припуска;
t>> – коэффициент риска, (t>>=3.0);
- коэффициент соотношения между законом распределения величины А>i> и законом нормального распределения.
Определяется по табл. 2.1 [3], для эксцентриситетов = 0,127;
При этом, если в размерную цепь входит диаметральный размер, то при подстановке в формулу его допуск необходимо поделить на 2.
[Z>33>05] = 0,4 + 0,5 + 0,1 + 0,8 = 1,8мм;
[Z>32>10-1]
=
 мм;
мм;
[Z>13>10]
=
 мм;
мм;
[Z>32>10-2] = 0,175 + 0,1 + 0,05 + 0,15 = 0,475 мм;
[Z>30>15-1] = 0,9 + 0,5 + 0,15 + 0,1 = 1,65 мм;
[Z>30>15-2] = 0,1 + 0,15 + 0,05 + 0,06 = 0,36 мм;
[Z>27>15] = 0,06 + 0,03 + 0,12+0,075 = 0,285 мм;
[Z>33>15-1] = 0,075 + 0,1 + 0,1+0,4 = 0,675 мм;
[Z>33>15-2] = 0,04 + 0,02 + 0,1+0,075 = 0,28 мм;
[Z>21>15] = 0,015 + 0,02 + 0,1+0,075 = 0,21 мм;
Определим максимальные значения операционных припусков по формуле:
 (5.5)
(5.5)
[Z>33>05]> max> = 0,33 + 1,8 = 2,13 мм;
[Z>32>10-1]> max> = 0,33 + 1,198 = 1,528 мм;
[Z>13>10]> max> = 0,33 + 1,981 = 2,238 мм;
[Z>32>10-2]> max> = 0,14 + 0,475 = 0,615 мм;
[Z>30>15-1]> max> = 0,33+ 1,65 = 1,98 мм;
[Z>30>15-2]> max> = 0,14 + 0,36 = 0,5 мм;
[Z>27>15]> max> = 0,14 + 0,285 = 0,425 мм;
[Z>33>15-1]> max> = 0,14 + 0,675 = 0,815 мм;
[Z>33>15-2]> max> = 0,05 + 0,28 = 0,33 мм;
[Z>21>15]> max> = 0,14 + 0,21 = 0,35 мм;
Определим средние значения операционных припусков по формуле:
 (5.6)
(5.6)
[Z>33>05]> ср> = 0,5(0,33 + 2.13) = 1.23 мм;
[Z>32>10-1]> ср >=0,5(0,33 + 1,528) = 0,929 мм;
[Z>13>10]> ср> = 0,5(0,33 + 2,238) = 1,3 мм;
[Z>32>10-2]> ср> = 0,5(0,14 + 0,615) = 0,378 мм;
[Z>30>15-1]> ср> = 0,5(0,33 + 1,98) = 1,155 мм;
[Z>30>15-2]> ср >= 0,5(0,14 + 0,5) = 0,32 мм;
[Z>27>15]> ср> = 0,5(0,14 + 0,425) = 0,283 мм;
[Z>33>15-1]> ср> = 0,5(0,147 + 0,815) = 0,5 мм;
[Z>33>15-2]> ср> = 0,5(0,05 + 0,33) = 0,19 мм;
[Z>21>15]> ср> = 0,5(0,14 + 0,37) = 0,245 мм;
Расчёт операционных размеров
[Z>21>15] = J15-2 + Е 2115-2 1313 + Е 2115-1 1310 – J15-1;
J15-1 = J15-2 - [Z>21>15] + Е 2115-2 1313 + Е 2115-1 1310;
J15-1 = 32+0.02+0.1-0.245= 31,875мм;
[Z>33>15-2] = Ц15-2 + Е 3315-2 1010 + Е 3315 1310 – Ц15-1;
Ц15-1 = Ц15-2 - [Z>33>15-2] + Е 3315-2 1010 + Е 3315 1310;
Ц15-1 = 30,575 + 0,02 + 0,1 - 0,19 = 30,687 мм;
[Z>33>15-1] = Ц15-1 + Е 3315-1 1310 + Е 1310 3305 – Ц05;
Ц05 = Ц15-1 + Е 3315-1 1310+ Е 1310 3305 – [Z>33>15-1];
Ц05> >= 30,687 +0,1+0,1 –0,5 = 30,387 мм;
[Z>27>15] = G15-2 + Е 2715-2 1310 + Е 2715-1 1310 – G15-1;
G15-1 = G15-2 + Е 2715-2 1310 + Е 2715-1 1310 - [Z>27>15];
G15-1 = 35 +0,03 + 0,12 -0,283 = 34,867 мм;
[Z>30>15-2] = У15-1 + Е3015-11310+ Е3015-21010– У15-2;
У15-1 = У15-2 + [Z>30>15-2] + Е3015-11310+ Е3015-21010;
У15-1 = 45 + 0,15 + 0,05 + 0,32 = 45,52 мм;
[Z>30>15-1] = У00 + Е 3000 1300 + Е 3015-1 1010– У15-1;
У00 = У15-1 + [Z>30>15-1]+ Е 3000 1300 + Е 3015-1 1010;
У00 = 45,52 + 0,5 + 0,15 + 1,155 = 47,325 мм;
[Z>32>10-2] = Ф10-1 + Е 3210-1 3305 + Е 3210-1 3305– Ф10-2;
Ф10-1 = Ф10-2 + [Z>32>10-2] + Е 3210-1 3305 + Е 3210-1 3305;
Ф10-1 = 42 + 0,05 + 0,1 + 0,378 = 42,528 мм.
[Z>13>10] = П00 + Е 3000 1300 + Е 3305 3000+Е13103305 – П10;
П00= П10+ [Z>13>10] + Е 3000 1300 + Е 3305 3000+Е13103305;
П00= 80 + 0,5 + 0,1 + 0,1 + 1,3 = 82 мм.
[Z>32>10-1] = Ф00 + Е 3200 3300 + Е 3300 3000 + Е33053000 +Е32103305– Ф10-1;
Ф00= Ф10-1+ [Z>32>10-1] + Е 3200 3300 + Е 3300 3000 + Е33053000 +Е32103305;
Ф00 = 42,528 + 0,5 + 0,5 + 0,1 + 0,1 + 0,929 = 44,657 мм.
[Z>33>05] = Ц05 + Е 3300 3000 + Е 3305 3000 – Ц00;
Ц00 = Ц05 + Е 3300 3000 + Е 3305 3000 - [Z>33>05];
Ц00 = 30,387 + 0,5 + 0,1 – 1,23 = 29,757 мм.
Составим таблицу, в которой укажем значения операционных размеров в радиальном направлении:
Таблица 5.1
Значения операционных размеров в радиальном направлении
|
Символьное обозначение |
Минимальный размер, мм A>min> =A>ср> + ei (EI) |
Максимальный размер, мм A>max> =A>ср> + es (ES) |
Окончательная запись в требуемой форме, мм |
|
2Ц00 |
59.514 |
61.114 |
59.514+1.6 |
|
2Ф00 |
89.316 |
91.116 |
89.316+1.8 |
|
П00 |
81.1 |
82.9 |
82±0.9 |
|
2Ф10-1 |
84.704 |
85.056 |
85.056>-0,35> |
|
2У00 |
92.85 |
94.65 |
94.65>-1.8> |
|
2У15-1 |
90.84 |
91.04 |
91.04>-0,2> |
|
2G15-1 |
69.734 |
69.884 |
69.734+0.15 |
|
2Ц05 |
60.774 |
61.574 |
60.774+0.8 |
|
2Ц15-1 |
61.374 |
61.524 |
61.374+0.15 |
|
2J15-1 |
63.75 |
63.9 |
63.75+0.15 |
В результате размерного анализа получены операционные размеры (занесенные в соответствующую графу размерной схемы), позволяющие получить необходимую размерную точность и взаимное расположение поверхностей в ходе выполнения данного техпроцесса.
6. Разработка технологических операций
6.1 Выбор оборудования
На операциях 010, 015 предлагается использовать обрабатывающий центр МС-50 фирмы «МАНО». Данное оборудование позволяет выполнить черновую и чистовую расточку отверстий, фрезеровку поверхностей, сверление и нарезание резьбы, обеспечивая достаточную точность и шероховатость.
Размеры рабочего пространства 500×400 мм.
Пределы частот вращения шпинделя 20 – 8000 мин-1.
Пределы подач стола 1 – 6000 мм/мин.
Ускоренное перемещение 15000 мм/мин.
Мощность N = 15 кВт.
6.2 Выбор последовательности переходов
Последовательность переходов на операцию 010.
Установить и закрепить заготовку.
Фрезеровать начерно поверхности 5, 32, 3, 8, пов. 4, 7 в размеры 43,6±0,15, 85,2±0,35, 10,6±0,15, 93>+0,25>.
Фрезеровать начерно поверхность 13 в размер 80±0,15, поверхности 1, 10 в размер 28,4±0,15.
Сверлить два отверстия под заход фрезы в два паза 12 Ø8
Фрезеровать два паза 12.
Фрезеровать начисто поверхности 1, 3, 4, 5, 7, 8, 10, 32 в размеры 30±0,1, 40±0,1, 92
 ,
43±0,1, 84+0,15.
,
43±0,1, 84+0,15.Сверлить два отверстия 28 в размер Ø5,2.
Нарезать резьбу в двух отверстиях 28 в размер М6×0,8.
Снять заготовку.
Последовательность переходов на операцию 015.
Установить и закрепить заготовку.
Фрезеровать поверхность 23.
Расточить начерно поверхность 27 в размер Ø69,734+0,15.
Точить начерно поверхность 30 в размер Ø 91,04>-0,2>.
Точить начисто поверхность 30 в размер Ø 90>-0,14>.
Расточить начисто поверхность 27 в размер Ø70+0,12.
Фрезеровать паз 24 в размер 31+1.
Перезакрепить заготовку.
Фрезеровать поверхность 6 в размер 4±0,15.
Расточить поверхность 33 в размер Ø 61,374+0,15.
Расточить поверхность 21 в размер Ø 63,75+0,15.
Расточить канавку 22.
Сверлить отверстие 19 Ø5,2.
Нарезать резьбу в отверстии 19 М6×0,8.
Сверлить девять отверстий 17 Ø4,2.
Нарезать резьбу в отверстиях 17 М5×0,8.
Фрезеровать поверхность 6 в размер 3,5±0,1.
Расточить отверстие 33 в размер 61,15+0,12.
Расточить отверстие 21 в размер Ø64+0,03.
Снять заготовку.
6.3 Выбор режущего инструмента
Для выполнения переходов операции 010 принимаем следующие режущие инструменты.
Т1–Торцовая насадная фреза из быстрорежущей стали Ø 63 мм ГОСТ 9304-69 [1, с. 187 табл. 92].
Т2–Концевая фреза с коническим хвостовиком Ø 32 мм ГОСТ 17026 – 71 [1, с. 174 табл. 66].
Т3- Сверло спиральное из быстрорежущей стали Ø 8 ГОСТ 10903-77 [2, с. 137 табл. 40].
Т4–Шпоночная фреза Ø 8 ГОСТ 9140 – 78 [2, с. 177 табл. 73].
Т5- Концевая фреза с коническим хвостовиком Ø 32 мм ГОСТ 17026 – 71 [2, с. 174 табл. 66].
Т6-Сверло спиральное из быстрорежущей стали специальное Ø 5,2 ОСТ 2 И21-1 - 76 [2, с. 137 табл. 40].
Т7–Метчик специальный М6×0,8 ТУ 857-2680-1958.
На операции 015 принимаем следующие режущие инструменты.
Т1–Концевая фреза с коническим хвостовиком Ø 40 по ГОСТ 17026 [2, с. 174 табл. 66].
Т2– Резец специальный РКС 33.
Т3– Резец специальный РКС 33.
Т4- Резец специальный РКС 33.
Т5- Резец специальный РКС 33.
Т6-Шпоночная фреза Ø 32 ГОСТ 9140 – 78 [2, с. 177 табл. 73].
Т7– Концевая фреза с коническим хвостовиком Ø 40 по ГОСТ 17026 [2, с. 174 табл. 66].
Т8- Резец специальный РКС 33.
Т9– Резец специальный РКС 33.
Т10-Сверло спиральное из быстрорежущей стали специальное Ø 5,2 ОСТ 2 И21-1 - 76 [2, с. 137 табл. 40].
Т11-Метчик специальный М6×0,8 ТУ 857-2680-1958.
Т12-Сверло спиральное из быстрорежущей стали специальное Ø 4,2 ОСТ 2 И21-1 - 76 [2, с. 137 табл. 40].
Т13-Метчик специальный М5×0,8 ТУ 857-2680-1958.
Т14- Концевая фреза с коническим хвостовиком Ø 40 по ГОСТ 17026 [2, с. 174 табл. 66].
Т15- Резец специальный РКС 33.
6.4 Расчет режимов резания
Расчет режимов резания для всех переходов выполняется по [2].
- Фрезерование поверхностей на 2 переходе 010 операции.
Глубина резания t = 1,4 мм.
Подача S>Z> = 0,5 мм/зуб.
Скорость резания рассчитывается по формуле:
 (6.1)
(6.1)
где C>v>, q, m, x, y, u, p – коэффициент и показатели степени.
В = 34 мм – ширина фрезерования; Z = 14 – количество зубьев фрезы;
K>v> – поправочный коэффициент
 (6.2)
(6.2)
где K>nv> = 1 – поправочный коэффициент, учитывающий состояние поверхности заготовки.
K>мv> = 0,8 – коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала.
K>uv> = 1 – коэффициент, учитывающий влияние инструментального материала.
K>v> = 0,8 1 1 = 0,8
С>v> = 155; q = 0,25; x = 0,1; y = 0,4; u = 0,15; p = 0,1; m = 0, 2
 ,
,
Число оборотов шпинделя:
Мощность резания:
 (6.3)
(6.3)
 (6.4)
(6.4)
где C>P> = 82,5; x = 0,95; y = 0,8; u = 1,1; q = 1,1; w = 0 – показатели и коэффициент, зависящие от условий обработки;

Крутящий
момент на шпинделе: (6.5)
(6.5)
 ,
,
- Сверление отверстий под заход врезы на 4 переходе 010 операции.
Глубина резания: t = 4 мм. Подача: S>o> = 0,27 мм/об.
Скорость резания определяется по формуле:
 (6.6)
(6.6)
где C>v,> q, m, y – коэффициент и показатель степени.
C>v> = 36,3; q = 0,25; m = 0,125; y = 0,55; T = 35;
 (6.7)
(6.7)
где K>mv >= 0,8; K>uv> = 1; K>lv> = 1;
K>v >= 0,811 = 0,8

Определим осевую силу и крутящий момент:

 (6.8)
(6.8)
С>р >= 9,8; q = 1,0; y = 0,7;
С>м >= 0,005; q=2; y = 0,8; К>р> = К>мр> = 1;
Р>о> = 10 9,8 81,0 0,270,7. 1 = 314 Н
М>кр> = 10 0,005 82 0,270,8 1= 1,123 Нм
Мощность резания:
 (6.9)
(6.9)
где

 .
.
- Нарезание резьбы М 60,8 на 8 переходе 010 операции.
Глубина резания равна высоте зубьев резьбы: t = 0,4 мм.
Подача равна шагу резьбы: S = 0,8 мм/об.
Скорость резания при нарезании резьбы метчиками:
 (6.10)
(6.10)
где С>V> = 20; m = 0,9; y = 0,5; q = 1,2; Т = 90 мин;
 (6.11)
(6.11)
K>MV> = 0,5; K>UV> = 1,0; K>ТV> = 1

Число
оборотов:
Тангенциальная составляющая силы резания (крутящий момент):
 (6.12)
(6.12)
где P – шаг резьбы, мм; C>M> = 0,0022; y = 1,5; q = 1,8; K>P> = 1,5
M>KP> = 0,0022 10 61,8 0,81,5 1,5 = 0,6 Нм
Мощность резания при нарезании резьбы метчиками:
 (6.13)
(6.13)
- Растачивание поверхности на 3 переходе 015 операции.
Глубина резания: t>1> = 1,4 мм.
Подача S>1> = 0,6 мм/об.
Скорость резания рассчитывается по формуле:
K>v> = 0,8 1 1 = 0,8
С>v> =328; x =0,12; y =0,5; m =0, 28; Т = 60 мин;

Число оборотов шпинделя:
Составляющая силы резания
P>Z>:

где К>р> = К>мр>. К>φр>. К>γр>. К>λр>. К>rр>
C>P> =40; x =1; y =0,75; n =0; К>мр> =1; К>φр> =0,89; К>γр> =1,1; К>λр> =1; К>rр> =1;
К>р> = 1. 0,89. 1,1. 1. 1 = 0,979

Мощность резания:
Режимы резания на остальные операции рассчитываются аналогично. Результаты сведем в таблицу 6.1
Таблица 6.1
Режимы резания
|
№ операции |
№ перехода |
t, мм |
S>M>, мм/мин |
v, м/мин |
n, об/мин |
Pz, Н |
M>КР>, Н.м |
N, кВт |
|
010 |
2 3 4 5 6 7 8 |
1,4 0,9 4 10,2 0,6 2,6 0,4 |
2520 2388 688 118 3642 1025 72 |
71 108 64 74 122 62 1,67 |
359 1075 2548 294 1214 3797 89 |
497 922 314 201 650 204 - |
134 148 - 8 104 0,47 0,6 |
0,58 1,63 0,293 0,24 1,3 0,18 0,055 |
|
015 |
2 3 4 5 6 7 9 10 11 12 13 14 15 16 17 18 19 |
1,65 1,4 1,2 0,3 0,6 7 1,2 0,5 1 0,9 2,6 0,4 2,1 0,4 0,45 0,175 0,6 |
2406 286 256 402 360 20 2676 382 290 290 1025 71 1208 68 3511 484 354 |
102 103 91 81 99 51 112 91 97 98 62 1,67 59 1,34 147 93 89 |
802 477 320 287 450 508 892 477 484 483 3797 89 4474 85 1463 484 443 |
582 374 398 151 199 291 454 166 267 240 204 - 164 - 171 69 199 |
116 - - - - 47 91 - - - 0,47 0,6 0,31 0,43 27,4 - - |
0,97 0,63 0,59 0,2 0,32 0,24 0,83 0,25 0,42 0,38 0,18 0,055 0,14 0,04 0,4 0,1 0,29 |
6.5 Расчет норм времени
Время выполнения технологической операции в серийном производстве оценивается штучно-калькуляционным временем, определяемым по формуле
 ,
(6.14)
,
(6.14)
где Т>п.з.> – подготовительно-заключительное время, мин;
n – размер партии для запуска, n = 57 шт. в месяц;
Т>шт.> – штучное время обработки, мин:
 ,
(6.15)
,
(6.15)
где Т>О> – основное время обработки, мин;
Т>ВС> – вспомогательное время, мин;
Т>ТО> – время технического обслуживания станка, мин;
Т>ОТ> – время на отдых и личные надобности, мин;
Расчет составляющих штучного времени по переходам представлен в таблице 6.2.
Таблица 6.2
Расчет норм времени 010 и 015 операций
|
№ перехода |
Длина рабочего хода L>р..> |
Подача S>М,> мм/мин |
|
Времяна установку заг |
Длина Х.Х., L>х.х.>, мм |
Т>ВС.>, мин |
Т>ОП >= Т>О>+Т>ВС> |
|
010 операция |
|||||||
|
1 |
0,15 |
||||||
|
2 |
515 |
2520 |
0,2 |
182.2 |
0,026 |
0,226 |
|
|
3 |
286 |
2388 |
0,12 |
662 |
0,09 |
0,21 |
|
|
4 |
24 |
688 |
0,035 |
212 |
0,03 |
0,065 |
|
|
5 |
68 |
188 |
0,58 |
256 |
0,036 |
0,616 |
|
|
6 |
864 |
3642 |
0,24 |
910 |
0,13 |
0,37 |
|
|
7 |
24 |
1025 |
0,023 |
500 |
0,07 |
0,093 |
|
|
8 |
72 |
72 |
1 |
476 |
0,068 |
1.068 |
|
|
9 |
0,15 |
||||||
|
015 операция |
|||||||
|
1 |
0,15 |
||||||
|
2 |
250 |
2406 |
0,1 |
80 |
0,012 |
0,112 |
|
|
3 |
5,7 |
286 |
0,025 |
85.7 |
0,012 |
0,037 |
|
|
4 |
5,7 |
256 |
0,03 |
85.7 |
0,012 |
0,042 |
|
|
5 |
6 |
402 |
0,02 |
86 |
0,012 |
0,032 |
|
|
6 |
6 |
360 |
0,033 |
86 |
0,012 |
0,045 |
|
|
7 |
48 |
20 |
0,7 |
94 |
0,013 |
0,713 |
|
|
8 |
0,07 |
||||||
|
9 |
231 |
2676 |
0,086 |
80 |
0,012 |
0,098 |
|
|
10 |
13,2 |
382 |
0,033 |
98.2 |
0,014 |
0,047 |
|
|
11 |
5,5 |
290 |
0,019 |
90.5 |
0,0132 |
0,031 |
|
|
12 |
5 |
290 |
0,017 |
85 |
0,012 |
0,029 |
|
|
13 |
12 |
1025 |
0,012 |
130 |
0,019 |
0,031 |
|
|
14 |
20 |
71 |
0,28 |
80 |
0,012 |
0,292 |
|
|
15 |
90 |
1208 |
0,075 |
915 |
0,13 |
0,205 |
|
|
16 |
144 |
68 |
2.12 |
825 |
0,12 |
2.24 |
|
|
17 |
232 |
3511 |
0,066 |
476 |
0,068 |
0,134 |
|
|
18 |
9 |
484 |
0,019 |
94 |
0,013 |
0,032 |
|
|
19 |
3 |
354 |
0,008 |
88 |
0,013 |
0,021 |
|
|
20 |
0,15 |
 мин.
мин.
Основное время на 010 операции
 ;
;
Вспомогательное
время на 010 операции
Оперативное
время на 010 операции

Время
технического обслуживания и отдыха 6%
от Т>ОП>
[1, с. 214, табл. 6.1]:

Штучное
время на 010 операции:

Подготовительно-заключительное время на 010 операции: Т>ПЗ>=12 мин.
Штучно-калькуляционное
время:
 .
.
Основное
время на 0150 операции
 ;
;
Вспомогательное
время на 015 операции
Оперативное
время на 015 операции

Время
технического обслуживания и отдыха 6%
от Т>ОП>
[1, с. 214, табл. 6.1]:

Штучное
время на 015 операции:

Подготовительно-заключительное время на 015 операции: Т>ПЗ>=12 мин.
Штучно-калькуляционное
время:
 .
.
7. Расчет и проектирование станочного приспособления. Расчет режущего инструмента
7.1 Расчет и проектирование станочного приспособления
Исходные данные
Фрезеровать
поверхность 13 корпуса выключателя,
выдерживая размер
 мм.
мм.
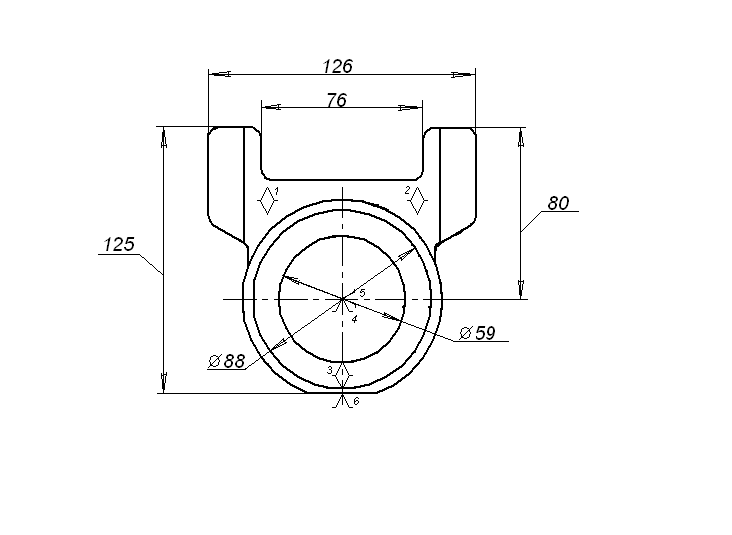
Рисунок 7.1 Операционный эскиз
Вид
и материал заготовки – отливка из
алюминия АЛ 9-1, НВ75. Режущий инструмент
– фреза концевая с коническим хвостовиком
ГОСТ 17026 – 71. Диаметр фрезы – Ø 32 мм,
число зубьев – 6. Режимы резания: глубина
резания t = 2 мм, подача на зуб S>z>
= 0.5 мм/зуб, стойкость инструмента Т=120
мин; скорость резания
 80м/мин,
частота вращения шпинделя n = 796 об/мин.
Составляющая сила резания Р>z>
= 641 Н. Станок – обрабатывающий центр
МАНО МС-50, мощность электродвигателя N
= 15 кВт, частота вращения шпинделя 20 –
8000, подача стола S>м>
= 1 – 6000 мм/мин. Тип приспособления –
стационарное неразборное станочное
приспособление.
80м/мин,
частота вращения шпинделя n = 796 об/мин.
Составляющая сила резания Р>z>
= 641 Н. Станок – обрабатывающий центр
МАНО МС-50, мощность электродвигателя N
= 15 кВт, частота вращения шпинделя 20 –
8000, подача стола S>м>
= 1 – 6000 мм/мин. Тип приспособления –
стационарное неразборное станочное
приспособление.
Расчет усилия зажима В процессе обработки заготовки на нее воздействует система сил. С одной стороны действует сила резания, с другой – препятствующая ей сила зажима.
Суммарный крутящий момент от касательной составляющей силы резания, стремящейся провернуть заготовку равен:

Повороту заготовки препятствует момент силы зажима, определяемый следующим образом:
Из равенства Мр’ и Mз’ определяем необходимое усилие зажима.
Р>z> = 641 H;
К=К>о>·К>1>·К>2>·К>3>·К>4>·К>5>·К>6>,
где k>0> – гарантированный коэффициент запаса k>0> = 1,5;
k>1>> >– коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки k>1> = 1;
k>2> – коэффициент, учитывающий увеличение сил резания вследствие затупления режущего инструмента: при фрезеровании плоскости k>2> = 1,6;
k>3> – коэффициент, учитывающий увеличение сил резания при прерывистом точении k>3> = 1;
k>4> – коэффициент, характеризующий постоянство силы, развиваемой зажимным механизмом: для механизированного привода k>4> =1;
k>5> – коэффициент, учитывающий эргономику немеханизированного зажимного механизма: для механизированного привода k>5> =1;
k>6> – коэффициент, учитывающий наличие опрокидывающих моментов при установке на опоры k>6> = 1.
К = 1,5·1·1,6·1·1·1 = 2,4;
f = 0.4;
l>1> = 80 мм;
d>1> = 59 мм.
 Н.
Н.
Схема закрепления заготовки, включающая схему установки заготовки, разработанную на основе теоретической схемы базирования представлена на рисунке 7.2.
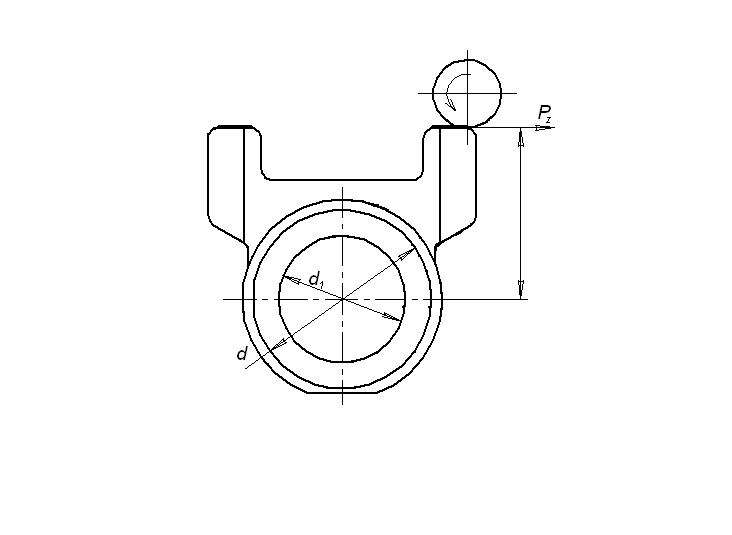
Рисунок 7.2 Схема закрепления заготовки
Расчет зажимного механизма
Усилие Q, создаваемое гидроцилиндров равно усилию зажима W.
Q = W = 5215 Н.
Расчет силового привода Для создания исходного усилия Q используется силовой привод. В качестве приводов наибольшее применение получили пневматические и гидравлические вращающиеся цилиндры. Диаметр поршня гидроцилиндра определяется по формуле:

где Р – избыточное давление масла. Р=(1; 2,5; 5;)МПа.
 мм
мм
Принимаем D = 55 мм.
Ход поршня цилиндра рассчитывается по формуле:
 +10…15мм,
+10…15мм,
где S>w>
– свободный ход штока. S>w>=10
мм
 +10=20мм.
+10=20мм.
Расчет погрешности установки в приспособлении
Погрешность установки определяется по формуле:
где ε>δ> – погрешность базирования, равная нулю, так как измерительная база используется в качестве технологической.
ε>з> – погрешность закрепления – это смещение измерительной базы под действием сил зажима. ε>з>=0
ε>пр> – погрешность элементов приспособления.
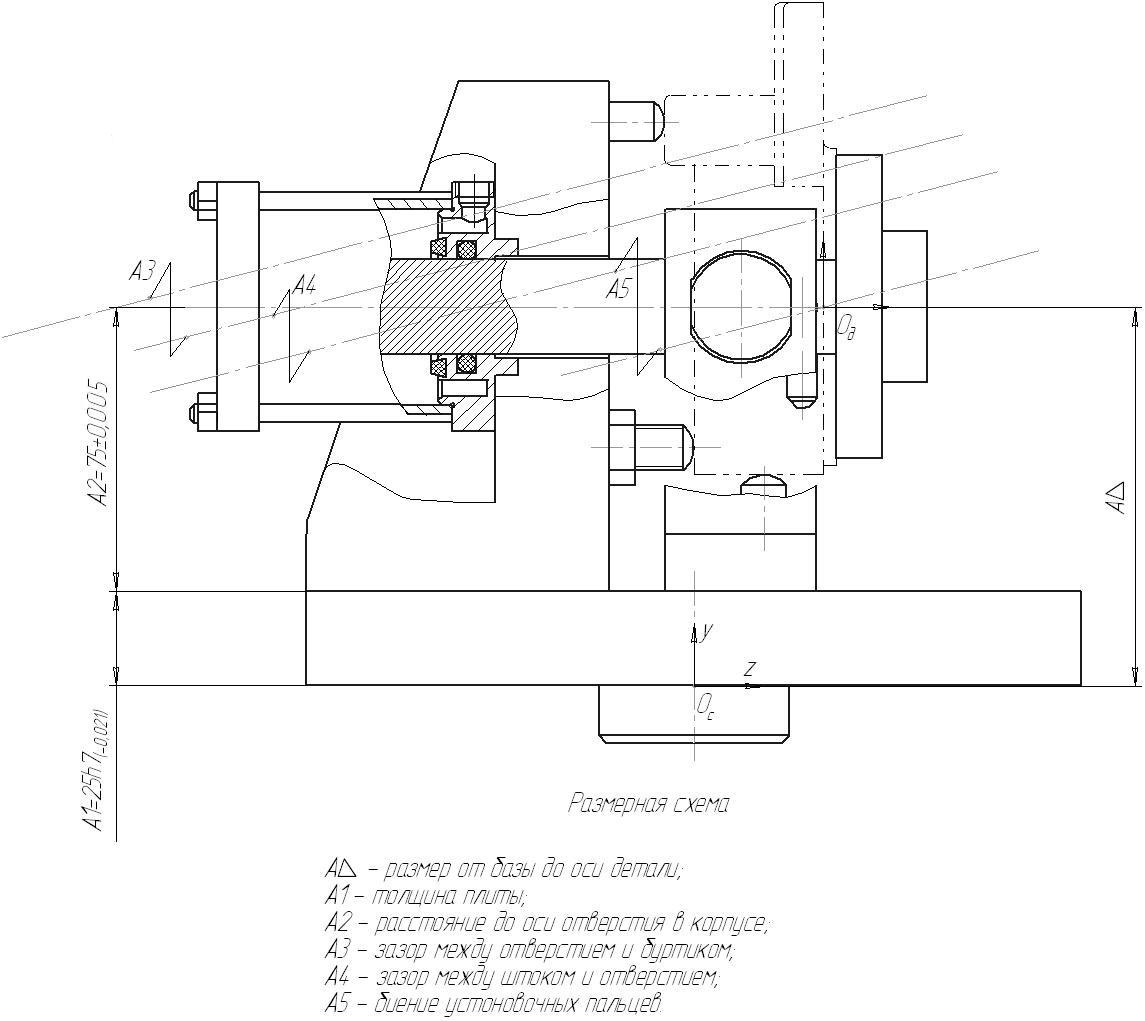
ωА1 = 0,021;
ωА2 = 0,01;
ωА3 = 0,007;
ωА4 = 0,028;
ωА5 = 0,016;
Погрешность ωАΔ рассчитаем по формуле:
ωАΔ = t>Δ>· ,
,
 мм.
мм.
ωАΔ = ε>пр>;
ε>y> = ωАΔ;
Z =0.07;
=0.07;
ε>y<>
Z;
0,049<0,07. Условие выполняется.
Описание конструкции приспособления
Приспособление предназначено для базирования и закрепления корпуса выключателя при фрезеровании поверхностей на операции 010 на обрабатывающем центре МАНО МС-50.
Приспособление состоит из плиты 5, которая с помощью штыря 7 базируется на столе обрабатывающего центра. На плиту при помощи винтов 16 крепится кронштейн 1. Также на плиту 5 крепятся опоры 6 при помощи болтов 15. Заготовка базируется по установочным элементам 10, 11 и 19, выполняющими роль установочной и двойной опорной базы и поджимается к ним шайбой 21 с помощью гидроцилиндра. Для уменьшения деформации заготовки в приспособлении применены подводные опоры в виде винтов 17 с пятами 20, установленными в опорах 6 и регулируемой опорой 9, размещенной в плите 5.
Приспособление работает следующим образом. При подаче масла в правую полость гидроцилиндра поршень перемещает шток в осевом направлении и закрепляет заготовку. При подаче масла в левую полость гидроцилиндра система возвращается в исходное положение и происходит раскрепление заготовки.
7.2 Расчет и проектирование режущего инструмента
Таблица 7.1
Расчет протяжки
|
№ |
Определяемая величина |
Расчетная формула |
Результат |
|
Исходные данные |
|||
|
Наружный диаметр D>Н> |
- |
64+0,3 |
|
|
Внутренний диаметр d>В> |
- |
61,15+0,15 |
|
|
Ширина паза b>ш> |
- |
8.5+0.15 |
|
|
Фаска f |
- |
0,8 |
|
|
Число пазов n>z> |
- |
2 |
|
|
Длина обрабатываемого отверстия L |
- |
37,7±0,31 |
|
|
Обрабатываемый материал |
- |
АЛ9-1 |
|
|
Твердость НВ |
- |
75 |
|
|
Станок |
- |
7Б56 |
|
|
Тяговая сила, кН |
- |
200 |
|
|
Наибольшая длина хода салазок |
- |
1600 |
|
|
1 |
Расстояние до первого зуба L>1> |
L>1> = 280+L |
317,7 |
|
2 |
Припуск под протягивание А, |
- |
0 |
|
3 |
Диаметр отверстия до протягивания Dn, мм |
- |
61,15 |
|
4 |
Диаметр хвостовика d>1>, мм |
- |
56 |
|
5 |
Площадь хвостовика F>х>, мм2 |
- |
1385,4 |
|
6 |
Шаг режущих зубьев t>р>, мм |
|
9,21 |
|
7 |
Принятый шаг, мм |
- |
10 |
|
8 |
Наибольшее число зубьев находящихся в зацеплении |
|
5 |
|
9 |
Глубина стружечной канавки h>к>, мм |
- |
4 |
|
10 |
Площадь стружечной канавки F>к>, мм2 |
- |
12,56 |
|
11 |
Коэффициент заполнения канавки К |
- |
2,5 |
|
12 |
Подача, допустимая по размещению стружки S>ZK> |
|
0,133 |
|
13 |
Допустимая сила резания по хвостовику Рх, Н |
Рх = Fx · σx |
346350 |
|
14 |
Допустимое усилие по прочности первого зуба, Н |
Р>1>=
|
887000 |
|
15 |
Расчетная сила резания, Н |
Р>р> = (Р>х>; Р>1>; Р>с> · 0,9)min |
180000 |
|
16 |
Наибольшая ширина срезаемого слоя, мм |
В>р> = (b>п>+2f+0,5) · n>z> |
21,2 |
|
17 |
Подача, допустимая по расчетному усилию, мм/зуб |
|
0,8 |
|
18 |
Наибольшая ширина слоя при нарезании, мм |
В>рп >= b>п> · n>z> |
17 |
|
19 |
Подача, допустимая по расчетному усилию резания, мм/зуб |
|
1,048 |
|
20 |
Наибольшая ширина срезаемого слоя круглых зубьев, мм |
- |
- |
|
21 |
Подача, по усилию резания для круглых зубьев, мм/зуб |
- |
- |
|
22 |
Шаг режущих зубьев для групповой схемы резания, мм |
|
11,66 |
|
23 |
Принятый шаг, мм |
- |
12 |
|
24 |
Глубина h>к> стружечной канавки |
- |
4 |
|
25 |
Максимальное число одновременно работающих зубьев |
|
4 |
|
26 |
Допустимая подача по размещению стружки, мм/зуб |
|
0,133 |
|
27 |
Допустимое усилие по прочности первого зуба, Н |
Р>1>=
|
887000 |
|
28 |
Расчетное усилие, Н |
Р>р> = (Р>х>; Р>1>; Р>с> · 0,9)min |
180000 |
|
29 |
Допустимая подача по усилию резания, мм/зуб |
|
1,148 |
|
30 |
Расчетная подача для групповой схемы резания |
- |
1,148 |
|
31 |
Припуск, снимаемый фасочными зубьями Δ, мм |
|
1,9 |
|
32 |
Число фасочных зубьев при одинарной схеме резания |
Z>ф>= |
3 |
|
33 |
Длина режущей части фасочных зубьев, мм |
l>рф> = t>p> (Z>ф> - 1) |
20 |
|
34 |
Число фасочных зубьев при групповой схеме резания |
Z>фг>= |
4 |
|
35 |
Длина режущей части фасочных зубьев |
l>рф> = t>p> (Z>фг> - 1) |
36 |
|
36 |
Диаметр фасочных зубьев при групповой схеме резания, мм |
- |
D>ф1>=61.15 D>ф2>=61.4 D>ф3>=61.38 |
|
37 |
Число фасочных зубьев |
- |
4 |
|
38 |
Длина фасочной части |
- |
36 |
|
39 |
Диаметры шлицевых зубьев |
D>ш1> = d + 2· f |
D>ш1> = 62,75 D>ш2> = 62,85 D>ш3> = 62,95 D>ш4> = 63,05 D>ш5> = 63,15 D>ш6> = 63,25 D>ш21> = 63,90 D>ш22> = 63,93 D>ш23> = 63,96 D>ш24> = 63,99 D>ш25> = 64,1 |
|
40 |
Число шлицевых зубьев, Z>рш> |
- |
25 |
|
41 |
Длина режущей шлицевой части, мм |
l>рш> = t>p >· Z>рш> |
250 |
|
42 |
Шаг калибрующих зубьев, мм |
t>к> = 0.7 · t>р> |
8 |
|
43 |
Число калибрующих зубьев для шлицевой части |
- |
4 |
|
44 |
Длина калибрующей шлицевой части, мм |
l>кш> = t>к> · Z>к> |
32 |
|
45 |
Диаметры круглых режущих зубьев, мм |
- |
- |
|
46 |
Число круглых зубьев |
- |
- |
|
47 48 |
Длина круглой режущей части Число круглых калибрующих зубьев |
- - |
- - |
|
49 |
Длина калибрующих зубьев круглой части |
- |
- |
|
50 |
Длина заднего направления |
l>з> = L |
37,7 |
|
51 |
Общая длина протяжки |
L>пр> = l>1> + l>ф> + l>рш> + l>з> |
625.4 |
|
52 |
Допустимая длина протяжки |
- |
1600 |
|
53 |
Необходимая длина рабочего хода для работы, мм |
l>рх> = Σl>р> + Σ l>к> + L |
351.7 |
|
54 |
Определение угла β>1> |
β>1> = 45°-arcsin(b>ш>/d>в>) |
37°46’ |
|
55 |
Величина N, мм |
|
31,086 |
|
56 |
Величина М, мм |
|
8,516 |
|
57 |
Угол β, ° |
|
255°32’ |
|
58 |
Ширина площадки Р, мм |
|
83,8 |



 ;
х=8/10
;
х=8/10

 +1
+1
Чертеж протяжки представлен на листе 06.М.15.64.51 графической части.
8. Расчет и проектирование контрольного приспособления
Контрольное приспособление, представленное на листе
07.М.15..51.000СБ графической части, предназначено для контроля симметричности стенок пазов.
Данное контрольное приспособление состоит из плиты 13, которая устанавливается на стол с помощью вкрученных в нее ножек 11. На плиту при помощи болтов 18 крепится кронштейн 1. Также на плиту 13 в Т-образный паз устанавливается задняя бабка 10. Для перемещения задней бабки на плиту 13 винтами 20 крепится уголок 3. Для точного базирования и закрепления детали в используется мембранный патрон 2. Шток мембранного патрона вкручивается в шток гидроцилиндра.
Приспособление работает следующим образом. Задняя бабка отводится в крайнее правое положение вращая винт, расположенный на уголке 3. Деталь устанавливается в патроне 2 и зажимается гидроцилиндром. При перемещении задней бабки влево, наконечник 12 перемещается по контролируемому пазу. По показания индикатора 25 регистрируем отклонение стенок пазов детали.
9. Научные исследования по совершенствованию обработки алюминиевых сплавов
Описание ситуации
Повышение производительности при обработке алюминия является важной задачей в современном машиностроении. Она может быть разрешена различными методами, такими как оптимизация режимов резания, применение высокопроизводительного оборудования, быстропереналаживаемой оснастки, применение инструмента высокой стойкости и другими. Наряду с повышением производительности необходимо повысить точность обработки и качество поверхностей детали операций растачивания, фрезерования, сверления и т. д.
В настоящее время все большее внимание в мире уделяется проблеме повышения скоростей резания как одной из составляющих производительности труда, улучшения качества обработанных поверхностей, экономии материальных и трудовых ресурсов. Высокоскоростное резание является перспективным направлением повышения эффективности механической обработки и важным экономическим рычагом снижения ее себестоимости. При высоких скоростях резания возможно, в некоторых случаях, исключить промежуточные операции, например, получистовое шлифование, а в отдельных случаях – и финишные операции.
Таким образом высокоскоростное резание является быстро развивающимся технологическим процессом с большими потенциальными возможностями для современной металлообработки. Актуальность его применения в современных условиях постоянно повышается, что связано с высоким уровнем автоматизации производственных процессов, изменивших структуру временных затрат на изготовление деталей и предопределивших необходимость сокращения основного времени на их обработку.
Анализ ситуации. Потенциальные возможности высокоскоростной обработки обусловлены следующими ее особенностями: большим удельным съемом материала в единицу времени; высоким качеством обработки материала; уменьшение силы резания; уменьшением образования заусенцев; уменьшением нарушения целостности верхних слоем материала. В месте с тем высокоскоростной обработке присущ ряд существенных недостатков. Наиболее важными из них можно считать: необходимость повышения мощности приводов, разработки и изготовления опор вращающихся и перемещающихся узлов, тщательной балансировки вращающихся узлов, создание новых инструментальных материалов, высокие температуры, возникающие в зоне резания, недостаточная теплостойкость применяемых режущих инструментов и т. д.
Разработка обобщенного технического решения
Реализация технологии высокоскоростного резания предполагает решение многочисленных технологических задач. В наибольшей степени это касается режущих инструментов, так как уровень применяемых скоростей резания в современной металлообработке ограничивается свойствами инструментальных материалов и определяется способностью режущих инструментов противостоять изнашиванию и разрушению при повышенных температурах.
В Московском комбинате твердых сплавов в настоящее время разработан новый ассортимент сменных многогранных пластин с четырехслойным износостойким покрытием. Покрытия МТ и МА толщиной h = 8 – 10 мкм предназначены для токарной обработки. Составы покрытий представлены на листе 06.М.15.64.80 графической части.
Среди материалов, не требующих покрытий, наиболее близок к идеальному материалу поликристаллический алмаз. Являясь одним из наиболее твердых материалов, он в тоже время благодаря ультрамелкозернистой структуре обладает достаточной вязкостью и по этому пригоден для обработки (со скоростью v = 300 – 600 м/мин) цветных металлов и сплавов, а также композитов. При аналогичной твердости КНБ (кубический нитрид бора) более хрупок и в большей степени подходит для «сухой обработки» материалов твердостью выше 50 HRC (при содержании в инструменте до 60 % КНБ) и чугунов в широком интервале скоростей (300 – 800 м/мин) с небольшими припусками и подачами. Расширение эффективной области высокоскоростной обработки достигается использованием керамических инструментов нового поколения из нитридной, армированной или слоисто-градиентной керамики. Нитридно-кремниевая керамика, которая тверже твердого сплава, обладает большей хрупкостью и поэтому используется только для обработки чугунов и алюминия с v = 500 – 1000 м/мин.
Положительный опыт внедрения и эксплуатации керамических режущих инструментов нового поколения при высокоскоростной обработке деталей из разных материалов показывает высокую технико-экономическую эффективность этих операций. Однако даже керамические инструменты, изготовленные по современным технологиям и прошедшие системный контроль качества, оказываются недостаточно надежными для высокоскоростной обработки. В условиях термомеханических нагрузок и неблагоприятного воздействия отдельных факторов высокоскоростной обработки существует высокая вероятность непрогнозируемого выхода керамических инструментов из работоспособного состояния. Это связано с тем, что износ и разрушение высокоплотных керамических материалов имеет достаточно сложный характер и зависит от температурного режима эксплуатации. Критический градиент термических напряжений в непосредственной близости от режущей кромки инструмента приводит к сколам керамического материала на контактных площадках режущих инструментов и последующему разрушению режущего инструмента.
Армирование нитридно-кремниевой керамики нитевидными кристаллами карбида кремния способствует повышению ее предела прочности при изгибе σ>и> до 900 МПа и коэффициента К>1с> интенсивности напряжений в вершине трещины до 10 МПа. м1/2. Улучшение свойств композиционного материала происходит за счет суммирования положительных свойств матрицы и уникальных параметров нитевидных кристаллов, которые являются барьером при распространении трещин в керамических материалах.
Композиционную керамику инструментального назначения разрабатывали на основе системы Si>3>N>4> – Y>2>O>3> – Al>2>O>3> (условное обозначение РКС 11). В процессе исследования выведена оптимизированная система Si>3>N>4> – Y>2>O>3> – Al>2>O>3> – SiC>н.к.> (условное обозначение РКС 33). Инструмент с многогранной неперетачиваемой пластиной из керамики состава Si>3>N>4> – Y>2>O>3> – Al>2>O>3> – SiC>н.к.> в максимальной степени удовлетворяют требованиям высокоскоростного резания. Структуру керамики Si>3>N>4> – Y>2>O>3> – Al>2>O>3> – SiC>н.к.> формируют зерна нитрида кремния размером 0,5 – 2 мкм и межзеренная фаза из активаторов спекания и нитевидных кристаллов карбида кремния, не имеющих определенной пространственной ориентации в матрице.
Установлено значительное влияние количества вводимых нитевидных кристаллов на прочность, трещиностойкость, термостойкость и эксплуатационные показатели инструментов из армированной нитридно-кремниевой керамики, результаты которой представлены на листе 06.М.15.64.80. Из графика следует, что максимальное увеличение стойкости инструментов обеспечивает введение в керамическую матрицу SiС>н.к> в количестве 10-15%. Увеличение их содержания в нитридно-кремниевой матрице свыше 15 % приводит к снижению стойкости режущих инструментов. Работоспособность инструментов из композиционной керамики, в которой содержится 25% SiС>н.к>, является неудовлетворительной, так как стойкость этих инструментов ниже стойкости инструментов из матричной керамики.
Максимальные значения прочности, трещиностойкости и термостойкости также имеет керамика, в состав которой 10-15% SiС>н.к>. Важной особенностью разработанной композиционной керамики РКС33 является высокая прочность при температуре 1200 °С, которая в результате армирования увеличивается до 600МПа. Армированная керамика выдерживает максимальные термические нагрузки и не разрушается даже после 1200 термических циклов «нагрев – охлаждение», что превышает термостойкость матричной керамики на 30%.
Повышенные эксплуатационные характеристики режущих инструментов из армированной нитридно-кремниевой керамики РКС 33 обеспечивают его эффективное применение. Приведенные на листе 06.М.15.64.80 графической части зависимости показывают удельный съем металла Q за период стойкости инструментов из РКС 33 и РКС 22 при точении алюминиевых сплавов. На всех режимах резания использование инструментов из РКС 33 обеспечивает значительное увеличение удельного съема металла.
Таблица 9.1
|
Параметр |
Значение параметра для керамики |
|
|
РКС 11 Si>3>N>4> – Y>2>O>3> – Al>2>O>3> |
РКС 33 Si>3>N>4> – Y>2>O>3> – Al>2>O>3> – SiC>н.к.> |
|
|
Плотность, г/см3 Пористость, % Твердость HRC Предел прочности при изгибе (20°С/1200°С), МПа Коэффициент К>1с>, МПа. м1/2 Число циклов «нагрев до 1200°С – охлаждение 400°С» до разрушения образцов |
3.18 – 3.22 0.6 – 0.9 92 720/480 6.4 – 7.2 926 |
3.2 0.5 – 1.2 92 880/600 8.3 – 9.3 1220 |
Исследование эксплуатационных показателей режущих инструментов из РКС 33 при точении алюминиевых сплавов в широком диапазоне режимов резания показали их высокую эффективность. Влияние скорости резания на стойкость режущих инструментов из ВК6, РКС22, РКС 33 при обработке алюминиевых сплавов представлено на листе 06.М.15.64.80 графической части.
Результаты исследования влияния подачи при точении на стойкость керамических инструментов показали, что наибольшую стойкость на малых подачах имеют режущие инструменты из ВОК 71, но с увеличением подачи стойкость ВОК 71 снижается, а лучшие результаты обеспечивают режущие инструменты из РКС 33. Влияние подачи на стойкость керамических режущих инструментов из ВОК 71, РКС22 и РКС 33 при растачивании представлено на листе 06.М.15.64.80 графической части.
Другой проблемой, решаемой технологами и конструкторами является разработка высокоскоростного оборудования и оснастки.
Повышение производительности станков с ЧПУ связано с увеличением скоростей подач рабочих органов станка. Это может быть реализовано за счет применения современных более динамичных приводов станка, разработки новых несущих систем станков с улучшенными динамическими характеристиками, а также систем управления. Приводы подач большинства современных станков отечественного и иностранного производства, как правило, обладают возможностью реализовывать требуемые скорости подач и достаточно высокие ускорения при разгоне – торможении. Кроме того, многие современные станки обеспечивают большую часть требуемых частот вращения шпинделя. Системы же управления станков часто ограничивают производительность работы станка. Даже в современных системах ЧПУ последних моделей применяемый метод управления движением не позволяет достичь заданной технологом скорости подач.
Причиной этого является принцип движения с разгоном – торможением от нуля до нуля скорости в каждом кадре управляющей программы. В соответствии с этим принципом каждый кадр управляющей программы выполняется автономно от других кадров.
В таблице 2 приведены некоторые результаты сравнительных расчетов теоретического времени обработки и реального с учетом разгона – торможения в каждом кадре для случая движения по прямолинейному участку траектории, состоящему из множества кадров равной длины.
Как видно из таблицы 9.2 реальное время может быть в несколько раз больше определенного по режиму резания и зависит от соотношения величин подачи, ускорения и длин кадра. Это объясняется тем, что эпюра скоростей подач представляет собой треугольник и реальная подача не достигает величины, заданной технологом.
Таблица 9.2
|
Скорость подачи, мм/мин |
Ускорение, м/с2 |
Длина кадра, мм |
Суммарный путь обработки, м |
Теоретическое время, мин |
Реальное время, мин |
|
400 |
0,025 0,5 0,5 1 |
0,2 |
200,4 |
501 501 501 501 |
2987,4 2112,4 835 668 |
|
400 |
0,05 |
1 5 |
200,4 |
501 501 |
1169 634,6 |
|
100 150 200 Более 200 |
0,05 |
0,2 |
200,4 |
2004 1336 1002 Менее 1002 |
2839 2588,5 2112,4 2112,4 |
Задачей повышения производительности связана с задачей уменьшения или полного исключения разгонов и торможений в процессе движения, обеспечивающий сокращение времени обработки. Это может быть осуществлено: - применением специальных способов управления движением, позволяющим на трехмерной траектории, состоящей из непрерывной последовательности кадров, которую желательно выполнять на заданной скорости подачи, управлять скоростью движения узлов без разгона от нуля до нуля; - повышение самой величины допустимого ускорения системы, что приведет к уменьшению времени разгона – торможения.
При высокоскоростном фрезеровании необходимо учитывать стратегию обработки. Это резание только в одном направлении: попутное фрезерование при черновой и получистовой обработок и встречное для чистовых операций. При попутном фрезеровании выделяется меньше теплоты, меньше ударные нагрузки на режущие кромки инструмента и, как следствие, наибольшая продолжительность работы инструмента и меньший расход ресурса шпиндельного узла станка. При встречном фрезеровании за счет уменьшения изгиба режущего инструмента повышается геометрическая точность.
При высокоскоростном фрезеровании рекомендуется траектория движения инструмента по эквидистанте или трохоидальную обработку.
При высокоскоростной обработке температурный фактор является лимитирующим при выборе параметров резания и материала режущего инструмента. Верхний предел скорости резания ограничен в основном такими значениями температуры резания, при которых инструментальные материалы еще могут сравнительно успешно работать. Данные температуры соответствуют для большинства металлокерамических твердых сплавов 800…1000>Є>С, для синтетических алмазов 800> Є>С, для нитридной керамики 800…1000> Є>С и для КНБ – около 1500> Є>С. В случае возникновения в зоне резания температур, превышающих указанные значения, происходит катастрофический износ инструмента.
Поиск информации
Таблица 9.3
|
Название статьи, автор |
Библиографические данные |
Краткое содержание |
Примечания |
|
Оснастка для станков с ЧПУ/ Кузнецов Ю. И., Маслов А. Р., Байков А. Н. |
Москва: Машиностроение, 1990 г. – 507 с. |
Приведены сведения о прогрессивной технологической оснастке: станочных писпособлениях, режужем и вспомогательном инструменте, устройствах для контроля, настройки и автоматической смены инструментов для станков с ЧПУ. |
Рассмотрены конструкции зажимных устройств для высокоскоростных станков с ЧПУ. |
|
Теплофизические особенности применения инструментов, оснащенных износостойким покрытием, для высокоскоростной обработки./ Кирюшин Д. Е., Насад Т. Г. |
Труды всероссийской с международным участием научно-технической конференции «Теплофизические и технологические аспекты управления качеством в машиностроении» Тольятти: 2005 –430 с. |
Изложены сведения о теплофизических особенностях инструментов, оснащенных износостойким покрытием. |
Представлены результаты опытов, показывающие зависимость износа инструмента от температуры. |
|
Новый ассортимент сменных многогранных пластин для металлообработки/ Самойлов В. С. |
СТИН, 1996. №6 |
Приведены разработки специалистов МКТС в области применения СМП с многослойными износостойкими покрытиями. |
Показаны результаты сравнительных производственных испытаний СМП нового ассортимента и стандартных СМП. |
|
Инструментальное обеспечение высокоскоростной обработки резанием/ Кузин В. В., Досько С. И., Попов В. Ф. |
Вестник машино-строения, 2005. №9 |
На основе исследования физико-механической модели высокоскоростного резания сформулированы специальные требования к высокоскоростным инструментам и разработан структурно-параметрический подход к созданию их режущей части. На основании результатов лабораторных и производственных исследований сделан вывод о высоких эксплуатационных показателях режущих инструментов из армированной керамики, областью рационального применения которых является высокоскоростное резание на повышенных подачах. |
Разработаны режущие инструменты из нитридно-кремниевой керамики, армированной нитевидными кристаллами карбида кремния. |
|
Особенности высокоскоростного точения труднообрабатываемых |
СТИН, 2002. №12 |
Рассмотрены резервы повышения производительности при обработке жаропрочных сплавов на основе опыта |
Приведен сравнительный анализ традиционных способов |
|
материалов/ Силин С. С., Проскуряков С. Л. |
зарубежных и отечественных предприятий. |
точения и высокоскоростной обработки с применением сверхтвердых материалов на основе модификации нитрида бора. |
|
|
Тенденции развития высокоскоростной обработи |
Международная научная конференция «Высокоскоростная металлообработка» |
Рассмотрен режущий инструмент, используемый при высокоскоростной обработке. Дан сравнительный анализ некоторых инструментальных материалов. |
|
|
Прочность и износостойкость режущего инструмента/ Т.Н. Лоладзе |
Москва: Машино-строение, 1982 - 319 с. |
Рассмотрен механизм разрушения и износа режущего инструмента в различных условиях обработки, а так же вопросы хрупкой и пластической прочности режущей части инструмента. Изложена теория адгезионно-усталостного и |
Рассмотрено влияние различных факторов на износ инструмента |
|
диффузионного износа инструментов Даны рекомендации по повышению стойкости инструментов и повышению производительности обработки резанием. |
|||
|
Тенденции развития высокоскоростной токарной обработки/ Ахрамович В. Н. |
Машиностроитель, 1996, № 11 |
Рассмотрена тенденция развития высокоскоростной обработки во всем мире. Представлены сведения о достижениях некоторых фирм, работающих в этом направлении. |
Описаны проблемы развития высокоскоростной токарной обработки. |
|
Оптимальные траектории высокоскоростного фрезерования. Ю.Г. Кабалдин |
Вестник машиностроения 2005г. №7 |
Рассмотрены стратегии обработки при высокоскоростном фрезеровании. |
|
|
Оптимальные режимы высокоскоростной обработки. М. Г. Исупов |
Вестник машиностроения 2005г. №5 |
Рассмотрены требования, предъявляемые к высокоскоростному оборудованию. |
Режимы резания |
|
Пути производительности станков с ЧПУ. |
Вестник машиностроения, 2004 г, №4 |
Рассмотрены пути повышения скорости обработки заготовок |
|
|
Исследование процесса высокоскоростного резания керамическими инструментами |
Вестник машиностроения, 2004 г, №3 |
Рассмотрен режущий инструмент, используемый при высокоскоростной обработке. |
|
|
Основные аспекты применения и совершенствования режущих инструментов с износостойкими покрытиями/ А.С. Верещака |
СТИН, 2000. №9 |
Рассмотрены основные аспекты совершенствования и практического применения инструмента с покрытиями на основе обобщения многолетних научных разработок, а так же проблемы создания оборудования и технологий, интегрирующих преимущество ХТО, стимулированной газовым разрядом, и вакуумно-дугового синтеза покрытий. |
Износостойкие покрытия |
Выбор конкретного технического решения
В качестве базового варианта для создания, будущего технического решения позволяющего повысить производительность обработки принимаем совершенствование инструмента с материалом режущей части из нитридно-кремниевой керамики, армированной нитевидными кристаллами карбида кремния. Кроме того для достижения высоких скоростей обработки необходимо использовать оборудование с приводами большой мощности, шпиндельными узлами на воздушных керамических подшипниках скольжения с нагнетателем воздуха, сбалансированными движущимися частями, направляющими из металлокерамики. Для более высокой скорости обработки необходимо повысить величину допустимого ускорения системы, для уменьшения времени разгона – торможения. Также на черновых операциях фрезерования необходимо вести обработку попутно, а при чистовом фрезеровании – встречно. Данный выбор обоснован тем, что по сравнению с другими способами повышения производительности режущий инструмент и оборудование обладают рядом преимуществ, описанных в пункте 3.
Формирование научных целей и задач
Целью данных исследований является изучение проблем высокоскоростной обработки. Задачи данного исследования состоят в том, чтобы после изучения интересующих нас факторов, влияющих на процесс высокоскоростной обработки, выбрать объективные методы, повышающие производительность обработки. Также необходимо выдвинуть предположение о наиболее вероятной степени влияния того или иного параметра исследуемого объекта на показатели его функционирования.
Формирование исходной научной гепотизы
Считаем что наиболее существенными факторами, оказывающими влияние на показатели функционирования объекта (производительность механической обработки), являются недостаточная стойкость режущего инструмента и малое сопротивление развитию трещин.
Выбор вида исследований
Вследствие отсутствия материальной базы и недостаточного объема практических знаний в данной области в качестве вида исследований выбираем литературные, основанные на создании, в соответствии с выбранной методикой и критериями (научно-субъективные знания), новых объективных знаний.
Подготовка исследований
В качестве источников информации используем научно-техническую литературу, посвященную высокоскоростным методам обработки. В данной литературе изложены теоретические основы высокоскоростного растачивания отверстий, приведены прогрессивные инструментальные материалы, обеспечивающие оптимальные характеристики процесса.
Данные о проведении исследований
В качестве исследований выбрали литературные исследования, основанные на теоретических данных. Для решения проблем, описанных в пункте 2, была использована литература, приведенная в пункте 4. В ней были найдены общие технические решения, позволяющие решить некоторые из этих проблем. Все известные технические решения описаны в пункте 3. Проведен их субъективный анализ, на основе которого выбрано одно комплексное техническое решение, которое в большей степени решает поставленную задачу – повышение производительности механической обработки.
Обработка результатов
Повышение производительности при растачивании, фрезеровании и сверлении является важной задачей в современном машиностроении. Эта задача решается с помощью применения высокоскоростной обработки. Наиболее важной проблемой при высокоскоростной обработке является выбор материала режущего инструмента. В результате проведенных литературных научных исследований предлагается применить инструмент с материалом режущей части из нитридно-кремниевой керамики, армированной нитевидными кристаллами карбида кремния. Кроме того для достижения высоких скоростей обработки необходимо использовать оборудование с приводами большой мощности, сбалансированными движущимися частями, направляющими из металлокерамики.
10. Патентные исследования
Обоснование необходимости проведения патентных исследований
Одним из путей совершенствования расточки отверстий является совершенствование режущего инструмента. Усовершенствовать борштангу можно путем использования прогрессивных технических решений, созданных в последнее время. Выявить прогрессивные технические решения, которые могут лечь в основу конструкции усовершенствованного инструмента можно в результате патентного исследования достигнутого уровня развития вида техники «Борштанги».
Таким образом будем исследовать вид техники «Режущие инструменты», объект техники «Борштанги».
Описание объекта
Борштанга состоит из держателя инструмента, резцовой головки, с расположенным на ней режущей пластиной, посадочного отверстия, расположенного в державке, винта, фиксирующего резцовую головку.
Инструменту сообщают вращательное движение, а заготовке -поступательное перемещение параллельно оси вращения. В результате инструмент снимает с заготовки слой материала в виде стружки, которая сходит по передней поверхности режущей пластины, завиваясь в стружкозавивающей канавке в спираль.
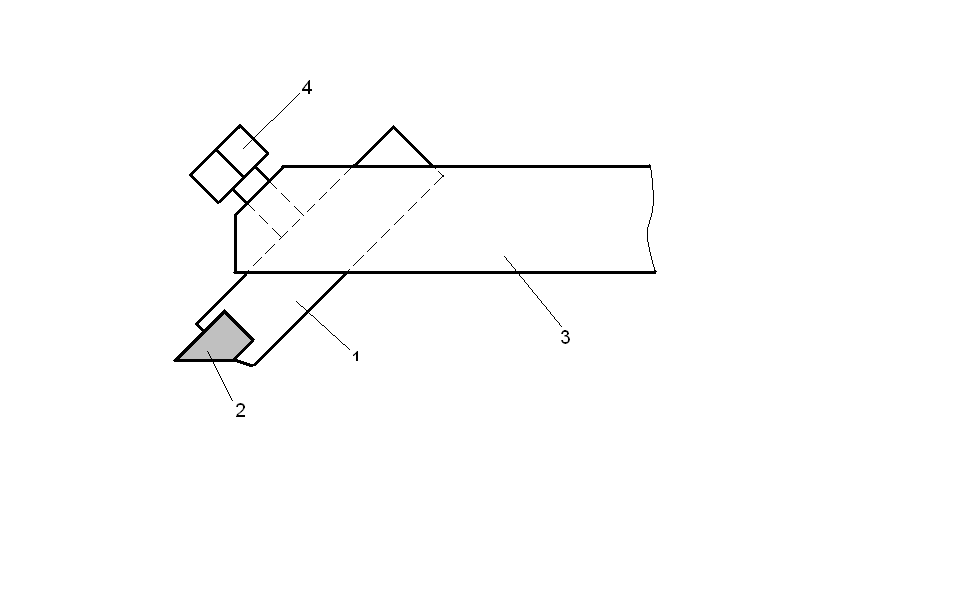
Рисунок 10.1 Эскиз борштанги
1 – резец; 2 – режущая пластина; 3 – держатель инструмента; 4 – винт;
Недостатками данной борштанги является низкая производительность, плохое качество обработанных поверхностей, большая шероховатость.
Цель патентного исследования
Целью исследования достигнутого уровня развития вида техники является повышение производительности расточной операции, улучшение качества поверхности путем использования прогрессивной конструкции расточной борштанги.
Выбор стран проверки, обоснование выбора
Исследование патентного уровня проводим в отношении ведущих стран. В области машиностроения ведущими странами являются Япония, Чехия, Германия, Швеция, Россия.
Выбор технических решений, подлежащих исследованию
Определение категории объекта
Борштанга характеризуется конструктивными признаками – перечнем элементов и их формой, материалом, взаимным расположением и взаимосвязью, соотношением размеров. Следовательно как объект изобретения борштанга представляет собой устройство.
Выявление технических решений, используемых в объекте
Исследуемый объект – борштанга содержит следующие технические решения:
- борштанга, общая компоновка;
- резец-вставка, форма режущей части;
- материал режущей части;
- технологический процесс, положенный в основу работы борштанги – расточная операция;
- способ изготовления.
Определение ИТР в зависимости от объема выпуска или экспорта объекта, его сложности и значимости для объекта в целом
При исследовании достигнутого уровня развития вида техник с целью повышения производительности путем выбора наиболее прогрессивной конструкции борштанги будем исследовать общую компоновку борштанги.
Определение ИТР в зависимости от срока известности
а) Общая компоновка. Предварительное знакомство с патентной документацией показало, что в ведущих странах регулярно патентуются конструкции борштанг. Поэтому оставляем в перечне для исследования.
б) Форма режущей части известна и не подлежит дальнейшему исследованию.
в) Материал режущей части известен и не подлежит дальнейшему исследованию.
г) Технологический процесс, положенный в основу работы борштанги известен и не подлежит дальнейшему исследованию.
д) Способ изготовления борштанги известен и не подлежит дальнейшему исследованию.
Таким образом выбираем технические решения – борштанга, общая компоновка.
Определение и подбор технической документации на объект
Исследование будем проводить по следующей технической документации:
Официальный бюллетень «Открытия, изобретения»
Реферативный сборник ВНИИПИ «Изобретения стран мира»
РЖ ВИНИТИ раздел А14
Экспресс-информация ВИНИТИ «Режущи инструменты»
Журналы: «СТИН», «Вестник машиностроения», «Машиностроитель», «Изобретатель и рационализатор».
Составление регламента поиска
Задача данного этапа – определить перечень классификационных индексов ИТР, минимальные ретроспективность и широту поиска, а также перечень источников информации, обеспечивающие достаточную полноту и достоверность исследования достигнутого уровня развития вида техники, патентной чистоты объекта.
Определение классификации изобретений, действующих в странах проверки
Классификация изобретений действующая в:
России – Международная классификация изобретений (МКИ), НКИ;
США – МКИ, НКИ;
Чехии – МКИ, НКИ;
Японии – МКИ, НКИ.
Определение рубрики МКИ и индекса УДК для каждого из ИТР
Для определения рубрики МКИ ИТР «Борштанги» определяем ключевое слово. По «Алфавитно-предметному указателю», т. 1, определяем для слова «Борштанги» предполагаемую рубрику В23В29/00.
По указателю МКИ уточняем рубрику МКИ:
В23В29/02 – борштанги.
Установление глубины поиска и ее обоснование
При исследовании достигнутого уровня развития вида техники устанавливаем глубину поиска 20 лет, исходя из того, что наиболее прогрессивные технические решения были созданы в этот период.
Определение источников информации и их обоснование
При исследовании достигнутого уровня будем принимать во внимание все источники информации, указанные в таблице 10.1.
Регламент поиска
Объект – борштанга.
Вид исследования:
- исследование достигнутого уровня развития вида техники;
Патентный поиск Цель патентного поиска – обеспечение достаточной полноты и достоверности исследования достигнутого уровня развития вида за счет тщательного отбора и исследования патентной документации.
Таблица 10.1
|
Предмет поиска (ИТР) |
Страны поиска |
Индексы МКИ (НКИ) и УДК |
Глубина поиска, лет |
Источники информации |
|
1. Исследование патентного уровня развития вида техники. |
||||
|
Борштанга, общая компоновка |
Россия Чехия Япония США |
МКИ: В23В29/02 В23В29/12 В23В29/18 В23В29/034 В23В27/16 УДК 621.9.02 |
20 (1986-2006) |
РЖ ВИНИТИ 14А «Резание материалов. Станки и инструменты». Реф. Сб. ВИНИИПИ «Изобретения стран мира» Книги в области обработки резанием, токарной обработки, режущего инструмента. Рекламные проспекты зарубежных фирм и отечественных предприятий. |
Выбор вида поиска
Будем проводить предметный поиск, поскольку ИТР соответствует небольшому числу классификационных рубрик.
Выбор патентно-технической документации, имеющей отношение к ИТР
Просматриваем источники информации в соответствии с регламентом поиска.
В просмотренных источниках информации выбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР «Борштанга, общая компоновка». По этим документам знакомимся с рефератами, аннотациями, формулами изобретений, чертежами.
Сведения о технических решениях, имеющих отношение к ИТР, «Борштанга, общая компоновка» заносим в таблицу 10.2.
Анализ сущности технических решений
Изучаем сущность технических решений, занесенных в таблицу 10.2, по сведениям, содержащимся в графе 4, а также путем просмотра текстов патентных описаний, статей и т. п. Если из рассмотрения сущности технического решения видно, что оно решает принципиально иную задачу по сравнению с задачей повышения производительности и качества поверхности расточной операции путем использования прогрессивной конструкции расточной борштанги, которую решает ИТР, документ исключаем из дальнейшего рассмотрения. Если видно, что техническое решение решает ту же или близкую задачу, документ включаем в перечень для детального анализа. Запись об этом делаем в графе 6 таблицы 10.2.
Проверка действенности охранных документов
По МКИ, НКИ согласно действующему законодательству стран проверки Япония 62-122210; Россия 4741584/00-80; Россия 485864/00-08;
США 4619564; Чехия 253876.
Таблица 10.2
Патентная документация, отобранная для анализа
|
Предмет поиска (ИТР) |
Страна выдачи, вид и номер охранного документа, классификационный индекс |
Автор, заявитель, страна, дата приоритета, дата публикации, название |
Сущность технического решения и цель его создания |
Сведения о действиях охранного документа |
Подлежит (не подлежит) детальному анализу |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1. Расточная борштанга |
Япония, № 62-122210 В23В29/034 |
Хирахара Кодзи Ясухара К. К. Япония 18.05.87г. 25.11.88г. Режущй инструмент |
Борштанга состоит из хвостовика и державки резца. Соединяются эти части с использованием конуса с натягом и резьбового хвостовика. В корпусе державки с эксцентриситетом 1.5 мм по отношению к оси присоединительного конуса выполнено центральное отверстие диаметром Ø18Н6. В это отверстие входит своим цилиндрическим хвостовиком поворотный резцедержатель с механизмом автоматического отвода резца. Цель – инструмент выводится из обработанного отверстия без контакта с изделием. |
Есть |
Подлежит |
|
2. Борштанга |
Россия, № 4741584/00-80 В23В29/02 |
Вождаенко Е. П, Россия 29.09.89 г. 30.08.92 г. Держатель инструмента |
Цель изобретения – повышение жесткости за счет предварительного нагружения консольной части держателя напряжениями изгиба и кручения. В процессе эксплуатации равнодействующая сил резания совпадает по направлению с остаточными напряжениями, т. е. стремится изогнуть и закрутить державку в том же направлении, а для этого необходимы усилия, превышающие остаточные напряжения, что позволяет повысить экономические и качественные показатели при резании. |
Есть |
Подлежит |
|
3. Борштанга |
Россия № 485864/00-08 В23В29/02 |
Рогов В. А., Солодков И. Г., Рогова Н. П., Терминасова Л. Г. 08.08.90 г. Россия Режущий инструмент |
Сущность изобретения: резец содержит режущую часть и хвостовик, между которыми установлена втулка, составленная из слоев полимерных волокон. Полимерные волокна выполнены с поперечным сечением в виде равностороннего треугольника. Площадь поперечного сечения волокон уменьшается в направлении от оси резца. Между слоями с винтовым расположением волокон размещены слои с расположением волокон вдоль оси резца. |
Есть |
Подлежит |
|
4. Борштанга |
США №4619564 В23В29/16 НКИ 408-146 |
США 28.10.86 г. Режущий инструмент |
В корпусе борштанги выполнено отверстие, открытое с двух торцев, ось которого составляет острый угол с осью вращения корпуса. Со стороны первого торца в отверстие корпуса вставлен хвостовик режущего инструмента, а со стороны второго торца – упругое крепление, которое втягивает и удерживает инструмент в отверстии корпуса. Корпус снабжен элементом, фиксирующем хвостовик инструмента в определенном положении в нутрии отверстия. В хвостовике закреплен выступающий в боковом направлении штифт, который при перемещении хвостовика по отверстию передвигается по выполненному в корпусе пазу. Перемещение хвостовика осуществляется вращением навинченной на первый конец корпуса гайки, которая давит на штифт хвостовика. |
Есть |
Подлежит |
|
5. Борштанга |
Чехия а.с. 253876 В23В29/12 В23В29/18 |
Панек Станислав, Фласка Милош 28.11.86 г. 15.09.88 г. Режущий инструмент. Чехия |
В прямоугольном корпусе борштанги выполнен уступ, на котором выполнен паз типа ласточкина хвоста. В этом пазу установлена резцовая головка, корпус которой имеет продольный вырез. Таким образом в резцовой головке образуется два пружинящих выступа. На корпусе борштанги закреплен клин, который входит в вырез резцовой головки. При перемещении резцовой головки вперед, клин раздвигает выступы, на каждом из которых выполнено гнездо для установки режущей пластины. Клин в корпусе установлен на тяге, которая шарнирно соединена с эксцентриковым валом, установленным в хвостовой части корпуса. На эксцентриковом валу выполнено гнездо под ключ. При необходимости концентрации износа режущих пластин оператор поворачивает эксцентриковый вал на определенный угол и раздвигает режущие кромки. |
есть |
подлежит |
Детальный анализ отобранных материалов
Задача данного этапа – путем сопоставления признаков ИТР Борштанги и отобранных технических решений установить:
- какое из отобранных технических решений является наиболее прогрессивным;
- обладает ли объект патентной чистотой в отношении стран проверки.
Определение системы построения патентной формулы, выбор пунктов формулы для анализа
В России, Японии и Чехии действует европейская система построения патентной формулы, по которой самостоятельное значение имеет только её первый пункт.
В США применяется американская система построения патентной формулы, по которой все пункты являются независимыми. Поэтому в патенте США № 619564 будем рассматривать все пункты.
Выявление существенных признаков ИТР борштанги и его аналогов
Выявляем существенные признаки ИТР борштанги и группируем их. Выявленные и сгруппированные признаки ИТР заносим в таблицу 10.3. Проверяем наличие каждого из признаков ИТР в каждом аналоге. Наличие признаков отмечаем в графах 3-9 знаком «+», отсутствие – знаком « - ». Новые признаки аналогов заносим в графы 1, 2, а в графах 3-9 отмечаем их наличие или отсутствие у ИТР и аналогов «+» или « - ».
Таблица 10.3
Существенные признаки ИТР Борштанга
|
№ |
Признаки технического решения |
ИТР № 62-122210 |
Аналоги |
||||||
|
№4741584/00-80 |
№845864/00-08 |
№4619364 |
а.с. 253876 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
а) Элементы |
|||||||||
|
1 |
Держатель инструмента |
+ |
+ |
+ |
+ |
+ |
|||
|
2 |
Резцовая головка |
+ |
+ |
+ |
+ |
+ |
|||
|
3 |
Клин |
- |
- |
- |
- |
+ |
|||
|
4 |
Пружина |
+ |
- |
- |
- |
- |
|||
|
5 |
Штифт |
+ |
- |
- |
+ |
- |
|||
|
6 |
Гайка |
- |
- |
- |
+ |
- |
|||
|
7 |
Втулка |
+ |
- |
+ |
- |
- |
|||
|
б) Форма элементов |
|||||||||
|
1 |
Резцедержатель имеет механизм автоматического отвода |
+ |
- |
- |
- |
- |
|||
|
2 |
В корпусе борштанги выполнен паз типа «Ласточкин хвост» |
- |
- |
- |
- |
+ |
|||
|
3 |
Втулка имеет концентричное отверстие |
+ |
- |
- |
- |
- |
|||
|
4 |
Втулка состоит из полимерных волокон |
- |
- |
+ |
- |
- |
|||
|
5 |
Плоская головка для закрепления на ней режущей пластины |
+ |
+ |
+ |
+ |
+ |
|||
|
6 |
Корпус борштанги прямоугольного сечения |
- |
- |
- |
- |
+ |
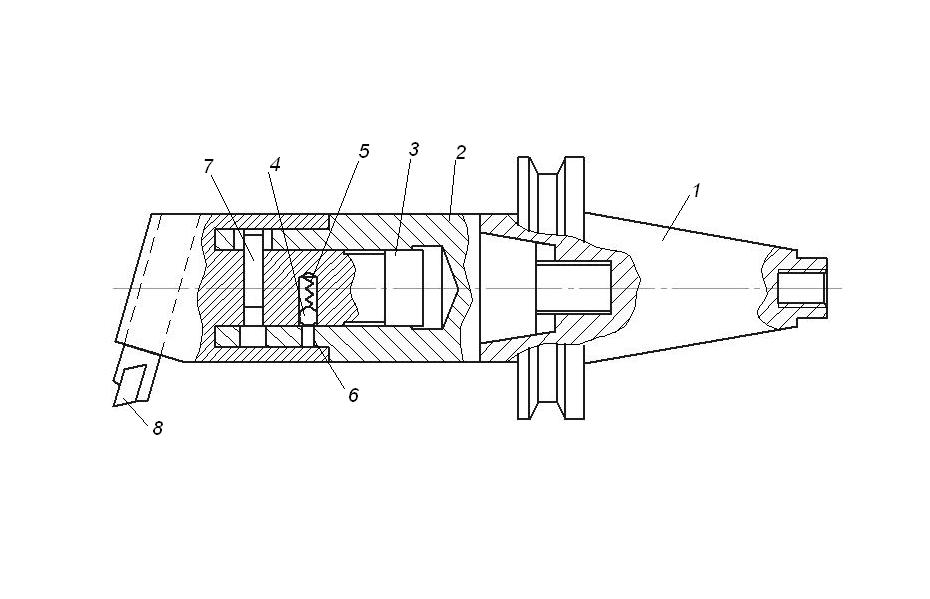
Рисунок 10.2 Конструкция усовершенствованной борштанги
Описание усовершенствованной борштанги
На рисунке 10.2 представлена конструкция усовершенствованной составной борштанги состоящей из хвостовика 1 и державки 2 резца. Соединяются эти части с использованием конуса с натягом и резьбового хвостовика.
В корпусе державки 2 с эксцентриситетом в 1,5 мм по отношению к оси присоединительного конуса выполнено центральное отверстие диаметром Ø18Н6. В это отверстие входит своим цилиндрическим хвостовиком поворотный резцедержатель 3 с механизмом автоматического отвода резца состоящим из шарика 4 и пружины 5. Соосно с отверстием, где установлен шарик в корпусе выполнено отверстие 6, диаметр которого меньше диаметра шарика на 0,2…0,4 мм.
В цилиндрический хвостовик резцедержателя 3 запрессован штифт 7. При чем диаметр отверстия выполнен большим (на 1…1,5мм) чем диаметр штифта, что обеспечивает возможность поворота резцедержателя на небольшой угол.
Державка работает следующим образом. В процессе растачивания усилие резания P>z> на резце 9 поворачивает резцедержатель до упора пальца 7 в поверхность отверстия. В этом состоянии выполняется расточка отверстия. После прекращения подачи подпружиненный шарик 4 поворачивает резцедержатель в исходное положение и вновь западает в отверстие 6.
При повороте резцедержателя благодаря наличию эксцентриситета вершина резца отойдет от обработанной поверхности и при выводе державки из расточенного отверстия не будет оставлять винтовой риски.
Определение показателей положительного эффекта (при исследовании достигнутого уровня развития вида техники) борштанги
а) Показатели, обеспечивающие достижение цели усовершенствования объекта – повышение производительности обработки за счет использования прогрессивной конструкции борштанги.
б) Показатели, косвенно содействующие достижению цели – повышение производительности за счет уменьшения износа.
в) Показатели, не влияющие на достижение цели, но усиливающие полезные свойства объекта – повышение точности и качества обрабатываемых отверстий.
г) Показатели, не влияющие на достижение цели, но ослабляющие вредные свойства объекта:
- шероховатость;
- стоимость.
Показатели положительного эффекта заносим в таблицу 10.4.
Таблица 10.4
|
Показатели положительного эффекта |
ТР |
Аналоги |
||||
|
62-122210 |
4741584/ 00-80 |
485864/ 00-08 |
4619564 |
253876 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 2 3 4 |
а б в г |
4 2 3 1 |
2 1 0 1 |
2 1 1 0 |
1 0 0 0 |
3 2 3 1 |
|
Сумма положительных эффектов |
10 |
4 |
4 |
1 |
9 |
Сопоставительный анализ преимуществ и недостатков аналогов
Оцениваем обеспечение каждого показателя положительного эффекта каждым аналогом в баллах от -4 до +4. Заносим оценки в графы таблицы 10.4. Суммируем оценки по каждому аналогу, заносим их в нижнюю строку таблицы 10.5. Видим, что наибольшую сумму баллов имеет борштанга патент Японии № 62-122210, автора Хирахара Кодзи и др. В этом техническом решении в наибольшей степени обеспечивается повышение производительности обработки за счет прогрессивной конструкции борштанги. Следовательно данное техническое решение является наиболее прогрессивным.
Вывод по результатам патентного исследования
Исследования достигнутого уровня развития вида техники «Борштанга» показало, что цель усовершенствования – повышение производительности обработки за счет прогрессивной конструкции борштанги в наибольшей степени обеспечивается в ТР «Режущий инструмент» по патенту Японии № 62-122210. Кроме того данное ТР позволяет уменьшить шероховатость, улучшить качество и точность обработанной поверхности. Поэтому данное ТР используем в конструкции усовершенствованной борштанги.
11. Проектирование компоновки рабочего места
Рабочее место – это первичное звено производства, от качества работы которого зависят результаты деятельности всего завода. Поэтому необходимо уделять вынимание улучшению организации рабочих мест. Улучшение оснащенности, рациональная планировка, хорошо налаженное обслуживание рабочих мест и другие подобные мероприятия являются важными факторами повышения производительности труда и снижения утомляемости работающего.
Основной задачей проектирования организации рабочего места является создание такой конструкции организационной оснастки и такого расположения оборудования, заготовок, готовых деталей и оснастки, при которых отсутствуют лишние и нерациональные движения и приемы, максимально сокращаются расстояния перемещения рабочего.
На листе 07.М..64.76 графической части изображена планировка рабочего места оператора. Инструментальная тумбочка расположена на расстоянии 2400 мм, справа от рабочего, а слева от него, на расстоянии 2700 мм, расположен приемный стол для тары с заготовками и деталями.
12. Безопасность и экологичность объекта
Описание рабочего места, оборудования и выполняемых технологических операций.
В технологическом процессе используются обрабатывающий центр и горизонтально-протяжной станок. В качестве режущего инструмента на обрабатывающем центре применяются фрезы, резцы, сверла и метчики. На протяжном станке применяется шпоночная протяжка. Все станки подсоединены к электрической сети 380 В и имеют подвод сжатого воздуха, местное освещение и вентиляцию.
В качестве СОЖ на обрабатывающем центре используется 5% раствор СОТС ВЭЛС-1. Для промывки деталей применяется раствор тринатрия фосфата и нитрат натрия, нагретый до температуры 6070С.
Транспортировка заготовок, деталей на склад готовой продукции производится в контейнерах на электропогрузчиках.
Таблица 12.1
Спецификация оборудования, инструментов для рабочего места
|
№ позиции на эскизе рабочего места |
Наименование оборудования, инструмента |
Работы, операции, выполняемые на этом оборудовании или этим инструментом |
|
МАНО МС 50 Расточной резец |
Растачивание отверстия |
|
|
Торцовая фреза Ø63 |
Фрезерование поверхностей |
|
|
Концевая фреза Ø32 |
Фрезерование лапок |
|
|
Сверло Ø8 |
Сверление отверстий под заход шпоночной фрезы |
|
|
Шпоночная фреза Ø8 |
Фрезерование шпоночных пазов |
|
|
Концевая фреза Ø32 |
Фрезерование лапок заготовки |
|
|
Сверло специальное Ø5,2 |
Сверление отверстий |
|
|
Метчик М6×0,8 |
Нарезание резьбы |
|
|
Концевая фреза Ø40 |
Фрезерование поверхности |
|
|
Резец расточной |
Растачивание поверхности |
|
|
Подрезной резец |
Черновое точение |
|
|
Подрезной резец |
Чистовое точение |
|
|
Расточной резец |
Чистовое растачивание |
|
|
Фреза шпоночная Ø32 |
Фрезеровать паз |
|
|
Концевая фреза Ø40 |
Фрезерование поверхности |
|
|
Расточной резец |
Растачивание отверстия |
|
|
Расточной резец |
Растачивание поверхности |
|
|
Расточной резец специальный |
Растачивание поверхности |
|
|
Сверло специальное Ø5,2 |
Сверление отверстия |
|
|
Метчик М6×0,8 |
Нарезание резьбы |
|
|
Сверло специальное Ø4,2 |
Сверление отверстия |
|
|
Метчик М5×0,8 |
Нарезание резьбы |
|
|
Концевая фреза |
Фрезерование поверхности |
|
|
Расточной резец |
Растачивание чистовое |
|
|
Расточной резец |
Растачивание чистовое |
Идентификация опасных и вредных производственных факторов
Проведем анализ всех опасных и вредных производственных факторов, которые могут возникнуть в процессе обработки заготовки на обрабатывающем центре.
Травмирование рабочих происходит при отсутствии или некачественном проведение инструктажа и обучения, инструкций по технике безопасности, неправильной организации рабочего места, отсутствии или несоответствии средств индивидуальной защиты, несоответствие требованиям безопасности конструкций технологического оборудования, несовершенство конструкции технологической оснастки, отсутствие защитного экрана, неисправности оборудования, оснастки и транспортных средств, а также оградительных, предохранительных и других технических средств безопасности.
Загрязнение воздуха рабочей зоны происходит из-за выделения паров, пыли, задымления. Пары СОЖ выделяются в результате испарения при охлаждении обрабатываемой заготовки. Пыль возникает при шлифовании, уборке помещения, движении людей и транспорта.
Микроклимат зависит от ряда параметров: температуры воздуха, относительной влажности воздуха, скорости движения воздуха, атмосферного давления. При высокой температуре воздуха в помещении кровеносные сосуды кожи расширяются, при этом происходит повышенный приток крови к поверхности тела и теплоотдача в окружающую среду увеличивается. При пониженной температуре кровеносные сосуды сужаются, приток крови к поверхности тела замедляется. Повышенная влажность затрудняет терморегуляцию из-за снижения испарения пота, а пониженная влажность приводит к пересыханию слизистых оболочек дыхательных путей. Скорость воздуха оказывает влияние на распространение вредных веществ в помещении. Атмосферное давление влияет на процесс дыхания.
Шум и вибрации. Вибрация подразделяется на: транспортную, которая возникает в результате движения автомобилей по проездам и дорогам и при их строительстве. Транспортно-технологическую, которая возникает при работе машин, выполняющих технологическую операцию в стационарном положении или при перемещении по специально подготовленной части производственного помещения, промышленной площадки. Технологическую, которая возникает при работе стационарных машин из-за неуравновешенных силовых воздействий при работе оборудования. Их источниками являются возвратно-поступательно движущиеся детали, неуравновешенные вращающиеся массы. Источником шума является любой процесс, вызывающий местное изменение давления или механические колебания в твердых, жидких или газообразных средах. Действие его на организм человека связано главным образом с применением нового, высокопроизводительного оборудования, с механизацией и автоматизацией трудовых процессов: переходом на большие скорости при эксплуатации различных станков и агрегатов.
Таблица 12.2
|
№ п/п |
Наименование опасного производственного фактора |
Виды работ, при которых встречается данный производственный фактор |
|
1 |
Химическое отравление |
На операциях 005, 010, 015, 025 т. к. применяется СОЖ, на моечной операции |
|
2 |
Поражение электрическим током |
На операциях при неправильной эксплуатации оборудования |
|
3 |
Шум |
На операциях механической обработки |
|
4 |
Вибрации |
На операциях при работе станка |
|
5 |
Загрязнение воздуха |
На операциях при использовании СОЖ |
Воздействие производственного фактора на организм работающего
По способу передачи на человека вибрации подразделяются на общую, передающуюся через опорные поверхности, и локальную (местную), передающуюся через руки человека. Воздействие на человека вибраций определяется их амплитудой и частотой.
Общая вибрация вызывает сотрясение всего организма, местная вовлекает в колебательное движение отдельные части тела. Вибрация ухудшает самочувствие работающего, ухудшает зрительное восприятие, снижает качество внимания, вызывает утомление, головную боль и снижает продуктивность труда.
Для уменьшения вибрации необходимо покрывать вибрирующие поверхности и оборудование вибропоглащающими и демпфирующими материалами. В качестве средств индивидуальной защиты от вибрации применяют обувь с амортизирующими подошвами, рукавицы с вибропоглащающими упругими прокладками и т.д.
Шум создает значительную нагрузку на нервную систему человека, оказывая на него психологическое воздействие, которое ведет к снижению работоспособности, в первую очередь умственной, так как уменьшается концентрация внимания, увеличивается число ошибок, развивается утомление. Такое состояние неблагоприятно отражается на сердечно-сосудистой системе: изменяется частота сердечных сокращений, повышается или понижается артериальное давление, повышается тонус и снижается кровонаполнение сосудов головного мозга. Постоянное нахождение в зоне повышенного шума приводит к развитию тугоухости. Противошумными средства индивидуальной защиты органа слуха и предупреждения различных расстройств организма, вызываемых чрезмерным шумом являются вкладыши, наушники и шлемы.
В результате охлаждения заготовки смазывающе-охлаждающей жидкостью, в зоне резания образуются пары масла и иных аэрозолей, а также сложных парогазовых смесей, которые являются причиной раздражающего влияния на органы дыхания, а также неблагоприятно воздействуют на другие системы организма.
Поскольку для облегчения процесса резания используемая СОЖ перед подачей в зону резания насыщается кислородом, то в результате происходит окисление поверхностного слоя обрабатываемого материала. Образуется толстый рыхлый слой оксидов, частицы которого уносятся испаряющейся СОЖ. Эти частицы металлической пыли, оседая в верхних дыхательных путях, вызывают воспаление тканевых клеток, что создаёт благоприятные условия для проникновения в организм различных инфекционных болезней. Для исключения данных вредных факторов, в качестве защиты от пыли и газов, выделяющихся в процессе обработки, необходимо применить местную вентиляцию в виде вытяжного зонта.
Объем воздуха, удаляемого вытяжным зонтом, определяется по формуле [1]:
 ,
(13.1)
,
(13.1)
где F – площадь открытого проема, м2;
v – скорость воздуха в приемном сечении зонта.
Для нетоксичных выделений v = 1.25 м/с.
F =
 м2.
м2.
L = 3600. 0,12. 1.25 = 540 м3/с
Обеспечение электробезопасности на рабочем месте
Случаи поражения человека током возможны при замыкании электрической цепи через тело человека. Опасность тока, проходящего через тело человека зависит от схемы включения человека в цепь, напряжения сети, схемы самой сети, степени изоляции токоведущих частей цепи.
Основные причины несчастных случаев от воздействия электрического тока:
- случайное прикосновение или приближение на опасное расстояние к токоведущим частям, находящимся под напряжением;
- появление напряжения на металлических конструктивных частях электрооборудования – корпусах, кожухах в результате повреждения изоляции;
- появление напряжения на отключенных токоведущих частях, на которых работают люди, вследствие ошибочного включения установки;
- возникновение шагового напряжения на поверхности земли в результате замыкания провода на землю.
Основными мерами защиты от поражения током:
- обеспечение недоступности токоведущих частей, находящихся под напряжением, для случайного прикосновения;
- электрическое разделение сети;
- устранение опасности поражения при появлении напряжения на корпусах, кожухах и других частях электрооборудования, что достигается применением малых напряжений, использованием двойной изоляции, защитным заземлением, занулением, защитным отключением;
- применение специальных электрозащитных средств – переносных приборов и приспособлений;
- организация безопасной эксплуатации электроустановок.
Классификация помещений по опасности поражения током.
Рабочее место относится к помещениям с повышенной опасностью – это помещения, характеризующиеся наличием одного из следующих условий, создающих повышенную опасность: сырость; высокая температура; токопроводящая пыль; токопроводящие полы; возможность одновременного прикосновения человека к имеющим соединение с землей металлоконструкциям и к металлическим корпусам электрооборудования;
Обеспечение пожарной безопасности на рабочем месте
Причинами возникновения пожаров на машиностроительных предприятиях являются:
- нарушение технологического режима;
- неисправность электрооборудования (короткое замыкание, перегрузки и большие переходные сопротивления);
- самовозгорание промасленной ветоши и других материалов, склонных к самовозгоранию;
- несоблюдение графика планового ремонта оборудования;
Мероприятия по пожарной профилактике разделяются на организационные, режимные, технические и эксплуатационные.
Организационные мероприятия предусматривают правильную эксплуатацию машин и внутризаводского транспорта, правильное содержание зданий, территории, противопожарный инструктаж рабочих и служащих.
К техническим мероприятиям относятся соблюдение противопожарных правил, норм при размещении оборудования.
Мероприятия режимного характера – это запрещение курения в неустановленных местах.
Эксплуатационными мероприятиями являются своевременные профилактические осмотры, ремонты и испытания технологического оборудования.
Категория пожаробезопасности участка – Д, т. к. на участке обрабатываются негорючие вещества и материалы в холодном состоянии.
Действие личного состава при возникновении пожара:
- при появлении признаков пожара (задымления, открытого огня, едкого запаха и т. п.) необходимо позвонить по телефону 30-81-83 или 01;
- принять меры по оповещению и эвакуации людей;
- по возможности приступить к тушению очага возгорания первичными средствами пожаротушения;
- по прибытию пожарного подразделения необходимо известить руководителя тушения пожара о нахождении людей в опасной зоне, особенностях планировки и месте возгорания.
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности
Цеха механической обработки являются одними из наиболее экологически неблагоприятных в машиностроении. В воздухе рабочей зоны встречается до 50 разновидностей вредных веществ. При механическом снятии 1 т. стружки выделяется:
- 10 … 30 кг пыли;
- 200 … 300 кг оксида углерода;
- 1 … 2 кг оксида азота и серы;
- 0,5 … 1,5 кг фенола, формальдегида, цианидов и др.;
- 3 м3 загрязненных сточных вод моет поступить в водный бассейн;
Утилизация отходов машиностроительного производства наиболее актуальна, т. к. в Самарской области несколько сот гектаров поверхности земли занимают вывозимые ежегодно в отвал смеси, ветошь, стружка. Отвалы изменяют структуру, физико-химический состав и механический состав почвы.
Отходы цехов механической обработки – хорошее сырье для стройматериалов: кирпича, силикатного бетона, и изделий из него, строительных растворов, асфальтобетона для дорожных покрытий, для отсыпки полотна железных дорог.
Основными операциями первичной переработки металлоотходов являются: сортировка, разделка и механическая обработка. Сортировка заключается в разделении лома и отходов по видам металлов. Разделка – в удалении неметаллических включений. Механическая обработка включает рубку, резку, пакетирование и брикетирование на прессах.
Безопасность объекта при аварийных и чрезвычайных ситуациях
Чрезвычайная ситуация – обстановка на определенной территории, сложившаяся в результате аварии, опасного природного явления, катастрофы стихийного или иного бедствия, которые могут повлечь или повлекли за собой человеческие жертвы, нанесли ущерб здоровью людей или окружающей природной среде, значительные материальные потери и нарушение условий жизнедеятельности людей.
По причинам возникновения можно выделить четыре класса чрезвычайных ситуаций: природные, техногенные, экологические и социально-политические.
Ликвидация чрезвычайных ситуаций – это аварийно-спасательные и другие неотложные работы. Аварийно-спасательные и другие неотложные работы представляют собой совокупность первоочередных работ в зоне чрезвычайной ситуации, заключающихся в спасении и оказании помощи людям, локализации и подавлении очагов поражающих воздействий, предотвращении возникновения вторичных поражающих факторов, защите и спасении материальных и культурных ценностей, восстановлении минимально необходимого жизнеобеспечения.
Для предупреждения чрезвычайных ситуаций, а в случае их возникновения - для ликвидации их последствий, обеспечения безопасности населения, защиты окружающей среды и уменьшения ущерба народному хозяйству создана Российская система предупреждения и действий в чрезвычайных ситуациях. Она объединяет органы государственного управления Российской Федерации всех уровней, различные общественные организации, которые связаны с безопасностью и защитой населения.
При возникновении угрозы чрезвычайных ситуаций техногенного характера местными органами власти и министерством по чрезвычайным ситуациям организуется и проводится эвакуация населения.
В настоящее время существует два основных направления минимизации вероятности возникновения и последствия ЧС на промышленных объектах. Первое заключается в разработке технических и организационных мероприятий, уменьшающих вероятность реализации опасного поражающего потенциала современных технических систем. Для этого технические системы снабжают защитными устройствами – средствами взрыво- и пожарозащиты. Второе направление заключается в подготовке объекта, обслуживающего персонала, службы ГО и населения к действиям в условиях ЧС, для создания которых нужны детальные разработки сценариев возможных аварий и катастроф на конкретных объектах.
При обрушении здания или взрыве на производстве необходимо провести следующие виды работ:
а. Спасательные работы:
- розыск пострадавших;
- извлечение людей из под завалов;
- оказание медицинской помощи;
- эвакуация людей;
- доставка продовольствия и медикаментов;
б. Аварийные и спасательные работы:
- локализация аварий на коммунально-энергетических сетях и сооружениях;
- восстановление сетей электропередач;
- оборудование неустойчивых конструкций;
- расчистка дорог от завалов;
в. Работы на зараженной территории:
- ликвидация утечки вредных и ядовитых веществ;
- нейтрализация ядовитых веществ;
- обеззараживание территории и техники;
Вывод
В результате работы над разделом «Безопасность и экологичность проекта» было выявлено следующее:
- выявлены опасные и вредные производственные факторы, возникающие в процессе механической обработки, и воздействующие на человека, а также влияние, которое они оказывают;
- разработаны мероприятия по снижению воздействия ОВПФ;
- произведен расчет по местной вентиляции;
- определен класс помещения по опасности поражения током;
- определена категория по пожаробезопасности участка;
Для нормальной и безопасной работы на участке изготовления детали «Корпус выключателя» осуществляется целый комплекс мероприятий по технике безопасности, обеспечивающий безаварийную эксплуатацию оборудования, безопасность обслуживающего персонала и окружающей среды.
13. Экономическая эффективность проекта
Цель раздела – рассчитать технико-экономические показатели проектируемого технологического проекта, произвести сравнительный анализ с показателями базового варианта и определить экономический эффект от предложенных в проекте технических решений.
Таблица 13.1
Краткая характеристика сравниваемых вариантов
1.6.1Базовый вариант |
Проектируемый вариант |
|
Для производства корпуса выключателя используются: 1 токарный (с ЧПУ), 1 протяжной и 1 фрезерный (с ЧПУ) станок. На 05-ой 10-ой, 15-ой, 20-ой, 25-ой, 30-ой, 35-ой, 40-ой, 45-ой операциях применяют инструмент из быстрорежущей стали. Тип производства – серийное. Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. |
Для производства корпуса выключателя используются: 1 многоцелевой станок, 1 протяжной станок. На 05-ой 10-ой, 15-ой, 20-ой, 25-ой, 30-ой, 35-ой, 40-ой, 45-ой операциях применяют инструмент из быстрорежущей стали. Тип производства – серийное. Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. |
Расчет будем вести только по изменяемым операциям технологического процесса, а именно 05-ой 10-ой, 15-ой, 20-ой, 25-ой, 30-ой, 35-ой, 40-ой, 45-ой.
Таблица 13.2
Исходные данные для экономического обоснования сравниваемых вариантов
|
№ п/п |
Показатели |
Условное обозначение |
Значения показателей |
Источники информации |
|
|
Базовый вариант |
Проект |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Годовая программа выпуска группы деталей, шт. |
П>г> |
1200 |
1200 |
Задание |
|
2 |
Норма штучного времени на операцию, мин. |
Т>шт>05 Т>шт>10 Т>шт>15 Т>шт>20 Т>шт>25 Т>шт>30 Т>шт>35 Т>шт>40 Т>шт>45 |
0,484 1,226 1,1 1,58 0,688 1,133 0,626 3,188 0,6 |
0,184 2,12 4,73 - - - - - - |
Данные с предприятия |
|
3 |
Машинное время, мин. |
Т>0>05 Т>0>10 Т>0>15 Т>0>20 Т>0>25 Т>0>30 Т>0>35 Т>0>40 Т>0>45 |
0,05 0,56 0,615 1,023 0,208 0,7 0,155 2,487 0,09 |
0,05 1,198 3,643 - - - - - - |
- |
|
4 |
Часовая тарифная ставка рабочего оператора, руб. |
С>ч> |
29,86 |
29,86 |
- |
|
5 |
Часовая тарифная ставка наладчика, руб. |
С>чн> |
36,27 |
36,27 |
- |
|
6 |
Коэффициент доплат до часового, дневного и месячного фондов |
К>д> |
1,08 |
1,08 |
- |
|
7 |
Коэффициент доплат за профмастерство |
К>пф> |
1,2 |
1,2 |
- |
|
8 |
Коэффициент доплат за условия труда |
К>у> |
1,08 |
1,08 |
- |
|
9 |
Коэффициент доплат за вечерние и ночные часы |
К>н> |
1,2 |
1,2 |
- |
|
10 |
Коэффициент премирования |
К>пр> |
1,2 |
1,2 |
- |
|
11 |
Коэффициент выполнения норм |
К>вн> |
1,1 |
1,1 |
- |
|
12 |
Коэффициент отчисления соцстраху |
К>с> |
0,26 |
0,26 |
- |
|
13 |
Цена единицы оборудования, тыс. руб. |
Ц>об>05,25,35,45> >Ц>об>10,15,20,30,40 |
640 450 |
980 |
- |
|
14 |
Коэффициент расходов на доставку и монтаж оборудования |
К>монт> |
0,1 |
0,1 |
|
|
15 |
Выручка от реализации изношенного оборудования, тыс. руб. (5% от стоимости) |
В>р>0.5-45 |
- |
54.5 |
- |
|
16 |
Эффективный годовой фонд времени работы, час.: Оборудования Рабочего |
Ф>э> Ф>эр> |
4015 1731 |
4015 1731 |
- |
|
17 |
Коэффициент затрат на текущий ремонт оборудования |
К>р> |
0,3 |
0,3 |
- |
|
18 |
Установленная мощность электродвигателей, кВт |
М>у>05,25,35,45 М>у>10,15,20,30,40 |
10 10 |
15 |
- |
|
19 |
Коэффициент одновременной работы электродвигателей |
К>од> |
1 |
1 |
- |
|
20 |
Коэффициент загрузки электродвигателей по мощности |
К>м> |
0,7 |
0,7 |
- |
|
21 |
Коэффициент потерь электроэнергии в сети завода |
К>п> |
1,05 |
1,05 |
- |
|
22 |
Коэффициент загрузки электродвигателей по времени |
К>в> |
0,5 |
0,5 |
- |
|
23 |
Тариф платы за электроэнергию, руб. /кВт |
Ц>э> |
1.35 |
1.35 |
- |
|
24 |
Коэффициент полезного действия станка |
Кпд |
0,9 |
0,9 |
- |
|
25 |
Цена единицы рабочего инструмента, руб. |
Ц>и>05,25,35,45 Ц>и>10 Ц>и>15 Ц>и>20 Ц>и>30 Ц>и>40 |
19,8 568,8 66,6 39,6 44,82 607,2 52,2 39,06 |
316,8 568,8 784,8 39,6 66,6 59,4 44,82 13,5 19,8 607,2 13,5 52,2 39,06 |
- |
|
26 |
Коэффициент транспортно заготовительных расходов на доставку инструмента |
К>тр> |
1,02 |
1,02 |
- |
|
27 |
Выручка от реализации изношенного инструмента, руб. |
В>ри>05,25,35,45 В>ри>10 В>ри>15 В>ри>20 В>ри>30 В>ри>40 |
3.96 113,76 13,32 7,92 13,32 121,4 10,44 7,8 |
63,36 113,76 156,96 7,92 13,32 11,88 8,96 2,7 3,96 121 2,7 10,44 7,8 |
- |
|
28 |
Коэффициент случайной убыли инструмента |
К>уб> |
1,1 |
1,1 |
- |
|
29 |
Количество переточек до полного износа |
Н>пер>05,25,35,45 Н>пер>10 Н>пер>15 Н>пер>20 Н>пер>30 Н>пер>40 |
11 30 24 62 7 24 62 7 |
22 30 30 62 24 62 7 11 11 24 11 62 7 |
- |
|
30 |
Стоимость одной переточки, руб. |
С>пер>05,25,35,45 С>пер>10 С>пер>15 С>пер>20 С>пер>30 С>пер>40 |
26.8 60.8 16.8 57,6 52,8 16.8 57.6 52,8 |
52.8 60.8 60.8 57.6 16.8 57.6 52.8 26.8 16 16.8 26.8 57.6 52.8 |
- |
|
31 |
Стойкость инструмента между правками, час. |
Т>и>05 Т>и>10 Т>и>15 Т>и>20 Т>и>25 Т>и>30 Т>и>35 Т>и>40 Т>и>45 |
1.5 2 5 0.5 0,5 1.5 5 1.5 0.5 0,5 1.5 |
2 2 2 0.5 5 0.5 1 1.5 1.5 5 1.5 0.5 1 |
- |
|
32 |
Цена единицы приспособления, тыс.руб. |
Ц>пр>05,25,35,45 Ц>пр>10,15,20,30,40 |
2970 6491 |
14631 |
- |
|
33 |
Коэффициент учитывающий затраты на ремонт приспособления |
К>р.пр.> |
1,5 |
1,5 |
- |
|
34 |
Выручка от реализации изношенного приспособления, руб. |
В>р.пр.> 05,25,35,45 В>р.п.> 10,15,20,30,40 |
594 1298 |
2926 |
- |
|
35 |
Количество приспособлений необходимое для производства годовой программы группы деталей |
Н>пр> |
1 |
1 |
- |
|
36 |
Физический срок службы приспособления, лет |
Т>пр> |
5 |
5 |
- |
|
37 |
Расходы на СОЖ, руб./год |
Н>см> |
300 |
300 |
- |
|
38 |
Удельный расход воды для охлаждения на один час работы станка, м3/час |
У>в> |
0,6 |
0,6 |
- |
|
39 |
Тариф платы за 1м3 воды. |
Ц>в> |
1.2 |
1.2 |
- |
|
40 |
Площадь занятая одним станком, м2 |
Р>уд>05,25,35,450 Р>уд>10,15,20,30,40 |
13 3 |
23 |
- |
|
41 |
Коэффициент, учитывающий дополнительную площадь |
К>д.пл.> |
3,5 4,5 |
2 |
- |
|
42 |
Стоимость эксплуатации 1м кв. площади здания в год, руб. |
Ц>пл> |
4500 |
4500 |
- |
|
43 |
Норма обслуживания станков одним наладчиком |
Н>обсл> |
10 |
10 |
- |
|
44 |
Масса заготовки, кг |
М>заг> |
2,2 |
2,2 |
- |
|
45 |
Вес отходов в стружку, кг |
М>отх> |
0.4 |
0.4 |
- |
|
46 |
Цена 1 кг материала, руб. |
Ц>мат> |
205.22 |
205.22 |
- |
|
47 |
Цена 1 кг отходов, руб. |
Ц>отх> |
0.41 |
0.41 |
- |
|
48 |
Коэффициент транспортно-заготовительных расходов |
К>тз> |
1,01 |
1,01 |
- |
|
49 |
Стоимость комплекта аппаратуры для записи программ и затраты на разработку одной программы, руб. |
З>уп>05,25,35,45 З>уп>10,15,20,30,40 |
5000 15000 |
15000 |
- |
|
50 |
Период выпуска деталей данного наименования, год |
Т>пер> |
3 |
3 |
- |
|
51 |
Величина запуска деталей, шт. |
Н>зап> |
63 |
40 |
- |
|
52 |
Межоперационное время на передачу партии деталей, час |
Т>мо> |
0,5 |
0,5 |
- |
|
53 |
Удельный расход воздуха за 1 час работы установки, приспособления |
У>сж> |
0,15 |
0,15 |
- |
|
54 |
Коэффициент, учитывающий потребности с восстановлением перфоленты |
|
0,06 |
0,06 |
|
|
55 |
Тариф платы за м3 сжатого воздуха |
Ц>сж> |
0,15 |
0,15 |
- |

Таблица 8.3.
Расчет необходимого количества оборудования и коэффициентов его загрузки
|
№ п/п |
Наименование показателей |
Расчетные формулы и расчет |
Значение Показателей |
|
|
Вар.1 |
Вар.2 |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Расчетное количество основного технологического оборудования по изменяющимся операциям техпроцесса обработки детали |
Н>об.расч>= Вариант1 Н>об.расч>05= Н>об.расч>10= Н>об.расч>15= Н>об.расч>20= Н>об.расч>25= Н>об.расч>30= Н>об.расч>35= Н>об.расч>40= Н>об.расч>45= Вариант2 Н>об.расч>05= Н>об.расч>10= Н>об.расч>15= |
0.002 0.006 0.005 0.007 0.003 0.005 0.003 0.014 0.003 |
0.001 0.01 0.02 |
|
2 |
Принятое количество оборудования |
Н>об.пр> |
1 |
|
|
3 |
Коэффициент загрузки оборудования |
Базовый вариант: К>з>05=0,002 К>з>10=0,006 К>з>15=0,005 К>з>20=0,007 К>з>25=0,003 К>з>30=0,005 К>з>35=0,003 К>з>40=0,014 К>з>45=0,003 |
0.002 0.006 0.005 0.007 0.003 0.005 0.003 0.014 0.003 |
0.001 0.01 0.02 |
|
4 |
Количество однотипных деталей (станок с ЧПУ) |
Базовый вариант
Проектный вариант
|
84 24 |
29 |
|
5 |
Среднесуточный запуск деталей, штук |
П>сут>= |
4 |
4 |
|
6 |
Длительность производственного цикла, дней |
Т>цикла>= Базовый вариант: Т>цикла>= Проектный вариант: Т>цикла>= |
0,76 |
0,355 |

 =0,002
=0,002 =0,006
=0,006 =0,005
=0,005 =0,007
=0,007 =0,003
=0,003 =0,005
=0,005 =0,003
=0,003 =0,014
=0,014 =0,003
=0,003 =0,001
=0,001 =0,01
=0,01 =0,02
=0,02

 =0,76
=0,76 =0,355
=0,355Таблица 8.4.
Расчет капитальных вложений по проектируемому варианту
|
№ п/п |
Наименование показателей |
Расчетные формулы и расчет |
Значение показателей |
|
|
базовый |
проектный |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Прямые капитальные вложения, тыс.руб |
К>об>=Н>об>Ц>об>*К>загр> Базовый вариант К>об>=640·(1·0,002+1·0,003+1·0,003+1·0,003)+ +450·(1·0,006+1·0,005+1·0,007+1·0,005+ +1·0,014)=23.69 Проектный вариант К>об>=950·(1·0,001+1·0,01+1·0,02)=29,45 |
23.69 |
29,45 |
|
2.1 |
Затраты на доставку и монтаж, тыс. руб. |
К>м>=К>об>*К>монт> Базовый вариант: К>м>=23.24*0,1=2,369 Проектный вариант: К>м>=29,45*0,1=2,945 |
2,369 |
2,945 |
|
2.2. |
Затраты на приспособления, тыс.руб. |
К>пр>=Н>пр>Ц>пр> Базовый вариант К>пр>=1*9,416=9,416 Проектный вариант К>пр>=1*14,631=14,631 |
9,416 |
14,631 |
|
2.3. |
Затраты на инструмент, тыс.руб. |
К>и>= Базовый вариант К>и>=(
Проектный вариант К>и>=( +
|
0,308 |
0,0733 |
|
2.4. |
Затраты на производственную площадь, занимаемую основным оборудованием, тыс.руб. |
К>пл>=(Н>ст>Р>уд>К>з>К>д.пл>)Ц>пл> Базовый вариант К>пл>=(3,5·13·(1·0,002+1·0,003+1·0,003+ 1·0,003)+4,5·3·(1·0,006+1·0,005+1·0,007+ 1·0,005+1·0,014)) 4500=4,5 руб. Проектный вариант К>пл>=(2·23·(1·0,001+1·0,01+1·0,02)) ·4500= =6300 руб. |
4,500 |
6.300 |
|
2.5. |
Затраты на демонтаж заменяемого оборудования, тыс.руб. |
З>дем>=Н>дем.об>Ц>дем.об>0,1 З>дем>=(640+450)0,1=109,0 |
0 |
109 |
|
2.6. |
Стоимость аппаратуры для записи программ, тыс. руб. |
Базовый вариант: К>ап>=0,06· (640·(1·0,002+1·0,003+1·0,003+ +1·0,003) + 450·(1·0,006+1·0,005+1·0,007+ +1·0,005+1·0,014))=1.394 Проектный вариант: К>ап>=0,06·980·(1·0,001+1·0,01+0,02)=1.823 |
1.394 |
1.823 |
|
2.7. |
Оборотные средства в незав. произв. (для станков с ЧПУ), руб |
НЗП=П>сут>*Т>ц>*С>тех> Б: НЗП=4·0,76·510,17=1,55 т.руб Пр: НЗП=4·0,355·494,62=0,702 т.руб |
1,55 |
0,702 |
|
2.8. |
Выручка от реализ. высвоб. оборудования, тыс.руб. |
В>реал>=Н>выс.об>·Ц>дем.об>·0,05 Проектный вариант: В>реал> = (640+450) ·0,05=54,5 |
0 |
54,5 |
|
2.9. |
Итого сопутствующие капитальные вложения тыс.руб. |
К>соп>=К>м>+К>пр>+К>и>+К>пл>+К>ап>+З>дем>-В>реал>+НЗП Базовый вариант К>соп>=2.369+9.416+0.308+4,5+1.394+ 1,55=19,537 Проектный вариант К>соп>=2.945+14,631+0.0733+6.3+109+ +1.823-54,5+0,702= 80,97 |
19,537 |
80,97 |
|
2.10. |
Общие капитальные вложения, тыс.руб. |
К>общ>=К>об>+К>соп> Базовый вариант К>общ>=23.69+19,537=43,227 Проектный вариант К>общ>=29,45+80,97=110,42 |
43,227 |
110,42 |
|
2.11. |
Удельные капитальные вложения, тыс.руб. |
К>уд>= Базовый вариант К>уд>= Проектный вариант К>уд>= |
0,036 |
0,092 |
 +
+
 )12001,1=0,308
)12001,1=0,308

 *12001,1=0,0733
*12001,1=0,0733

 =0,036
=0,036 =0,092
=0,092Таблица 13.5
Расчет технологической себестоимости операций
|
№ п/п |
Наименование показателей |
Расчетные формулы и расчет |
Значение Показателей |
|
|
Вар.1 |
Вар.2 |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Основные материалы за вычетом отходов в стружку, руб. |
М>заг>=М>заг>·Ц>мат>·К>тз>-М>отх>·Ц>отх> М>заг>=2,2·205,22·1,01-0,4·0,41=455,83 |
455,83 |
455,83 |
|
2 |
Основная заработная плата рабочих – операторов, руб. |
Базовый вариант З>пл>= Проектный вариант: З>пл>= |
11,7 |
7,76 |
|
3 |
Основная заработная плата наладчика, руб. |
Базовый вариант З>пл.нал>= Проектный вариант З>пл.нал>= =0,1 |
0,11 |
0,1 |
|
4 |
Начисления на заработную плату, руб. |
Н>з.пл>=(З>пл.опер>+З>пл.нал>)К>с> Базовый вариант Н>з.пл>=(11,7+0,11)·0,26=3,07 Проектный вариант Н>з.пл>=(7,76+0,1) ·0,26=2,04 |
3,07 |
2,04 |
|
5 |
Расходы на текущий ремонт оборудования, руб. |
Р>р.об>= Базовый вариант Р>р.об>=((640·0,3·(0,05·0,002+0,208·0,003+ +0,155·0,003+0,09·0,003))+ +(450·0,3·(0,56·0,006+0,615·0,005+1,023· ·0,007+0,7·0,005+2,487·0,014)))/4015·60·1.1=0,03 руб Проектный вариант Р>р.об>=(980·0,3·(0,05·0,001+1,198·0,01+ +3,643·0,02))/4015*60*1.1=0,09 руб |
0.03 |
0.09 |
|
6 |
Расходы на электроэнергию, руб. |
Р>э>=(М>у>·Т>маш>)
·К>од>·К>м>·К>в>·К>п>·> Базовый вариант Р>э>=((10·0,503)+(10·5.385) ·1·0,7·0,5· ·1,05·1.35/0,9·60=0,541 Проектный вариант Р>э>=(15·4.891)·1·0,7·0,5·1,05·1.35/0,9·60= =0,67 |
0,541 |
0,67 |
|
7 |
Расходы на рабочий инструмент, руб. |
Базовый вариант Р>и>=
Проектный вариант Р>и>= =2,18 |
2,17 |
2,18 |
|
8 |
Расходы на смазочные, обтирочные материалы и СОЖ, руб. |
Р>см>= Базовый вариант Р>см>= Проектный вариант Р>см>= |
0,012 |
0,0078 |
|
9 |
Расходы на содержание и эксплуатацию приспособлений, руб. |
Базовый вариант Р>пр>= =0,057 Проектный вариант Р>пр>= =0,098 |
0,057 |
0,098 |
|
10 |
Расходы на технологическую воду, руб. |
Базовый вариант
Проектный вариант
|
0.116 |
0,075 |
|
11 |
Расходы на сжатый воздух, руб. |
Р>сж>= Базовый вариант Р>сж>= Проектный вариант Р>сж>= |
0,0036 |
0,002 |
|
12 |
Расходы на содержание и эксплуатацию производственной площади, руб. |
Р>пл>=Н>об>Р>уд>Кз* Базовый вариант Р>пл>=(13·3,5·
(0,011)+3·4,5·0,037) Проектный вариант Р>пл>=23·2·0,031· |
3,75 |
5,35 |
|
13 |
Расходы на подготовку и эксплуатацию управляющих программ, руб. |
Р>у.пр>= Базовый вариант Р>у.пр>= Проектный вариант Р>у.пр>= |
13,075 |
7,25 |
|
Итого, расходы на содержание и эксплуатацию оборудования, руб. |
Базовый вариант Р>э.об>=0,03+0,541+2,17+0,012+0,057+0,116+ 0,0036+3,75+13,075=13,01 Проектный вариант Р>э.об>=0,09+0,67+2,18+0,0078+0,098+0,075+ 0,002+5,35+7,25=15,72 |
19,755 |
15,72 |

 ·1,08·1,2·1,2·1,08·1,2·1,1=11,7
·1,08·1,2·1,2·1,08·1,2·1,1=11,7 ·1,08·1,2·1,2·1,08·1,2·1,1=7,76
·1,08·1,2·1,2·1,08·1,2·1,1=7,76
 ·1,08·1,2·1,2·1,08·1,2·2·0,005=0,11
·1,08·1,2·1,2·1,08·1,2·2·0,005=0,11
 >
>

 2,17
2,17
 =0,012
=0,012 =0,0078
=0,0078
 =
=
 0.075
0.075
 0,002
0,002
 =3,75
=3,75 =5,35
=5,35
 =13,075
=13,075 =7,25
=7,25Таблица 13.6
Калькуляция себестоимости обработки детали по вариантам техпроцесса, руб.
|
№ |
Статьи затрат |
Затраты, руб. |
Измене ние |
|
|
п/п |
Вар.1 |
Вар.2 |
||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Материалы за вычетом отходов |
455,83 |
455,83 |
0 |
|
2 |
Основная заработная плата рабочих – операторов и наладчиков |
11,81 |
7,86 |
+4,05 |
|
3 |
Начисления на заработную плату |
3,07 |
2,04 |
+1,03 |
|
4 |
Расходы на содержание и эксплуатацию оборудования |
19,755 |
15,72 |
+4,035 |
|
Итого, технологическая себестоимость С>тех>. |
490,465 |
481,45 |
+9,015 |
|
|
5 |
Общецеховые накладные расходы Р>цех> = З>пл.осн>К>цех>, К>цех>=2,15 |
25,39 |
16,899 |
+8,491 |
|
Итого, цеховая себестоимость С>цех> = С>тех> + Р>цех> |
515,855 |
498,349 |
+17,506 |
|
|
6 |
Общезаводские накладные расходы Р>зав> = З>пл.осн>*К>зав>, К>зав>=2,5 |
29,525 |
19,65 |
+9,875 |
|
Итого, заводская себестоимость С>зав> = С>цех> + Р>зав> |
545,38 |
517,999 |
+27,381 |
|
|
7 |
Внепроизводственные расходы Р>вн> = С>зав>К>вн>, К>вн>=0,05 |
27,269 |
25,9 |
+1,369 |
|
Всего, полная себестоимость С>полн> = С>зав> + Р>вн> |
572,649 |
543,899 |
+28,75 |
Таблица 13.7.
Расчет приведенных затрат и выбор оптимального варианта
|
№ п/п |
Наименование показателей |
Расчетные формулы и расчет |
Значение Показателей |
|
|
Базовый |
Проектный |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Приведенные затраты на единицу детали, руб. |
З>пр.ед>=С>полн>+Е>н>К>уд> Где Е>н>=0,33 Базовый вариант З>пр.ед>=572,649+0,3336=584,529 Проектный вариант З>пр.ед>=543,899+0,3392=574,259 |
584,529 |
574,259 |
|
2 |
Годовые приведенные затраты, тыс.руб. |
З>пр.г>=З>пр.ед>П>г> Базовый вариант З>пр.г>=584,5291200=701,435 Проектный вариант З>пр.г>=574,2591200=689,111 |
701,435 |
689,111 |
Проведем расчет экономической эффективности проектируемого варианта техники.
Условно-годовая экономия от снижения себестоимости изделия составит:
Э>у.г.>=П>р.ож.>=(С>полн.баз>-С>плон.пр.>)П>г> (13.1.)
П>р.ож.>=Э>у.г.>=(572,649-543,899)1200=34500 руб.
Налог на прибыль
Н>приб.>=Э>у.г.>К>нал >> >(13.2.)
где К>нал>- коэффициент налогообложения прибыли, К>нал>=0,24.
Н>приб.>=345000,24=8280руб.
Чистая прибыль составит
П>р.чист.>=П>р.ож.>-Н>приб. >(13.3.)
П>р.чист.>=34500-8280=26220 руб.
Определим расчетный срок окупаемости инвестиций
Т>ок>= (13.4.)
(13.4.)
Т>ок>= =4,2
года = 5 лет
=4,2
года = 5 лет
Расчетный срок окупаемости получился 5 лет.
Определим общую текущую стоимость доходов в течение принятого горизонта расчета:
 (13.5)
(13.5)
где Е=5% - процентная ставка на капитал,
Д>общ>=
 руб.
руб.
Интегральный экономический эффект (чистый дисконтированный доход) составит:
Э>инт>=ЧДД= Д>общ>-К>общ> (13.6)
Э>инт>=113061-110420= 2641 руб.
Таким образом, вложив в осуществление проекта 110,42 тыс. руб., через 5 лет предприятие получит прибыль в размере 2641 рублей.
Проект эффективен, поэтому определяем индекс доходности по формуле:
 (13.7)
(13.7)
ИД= =1,02
=1,02
Таблица 13.8
Технико-экономические показатели эффективности проекта
|
№ |
Наименование показателей |
Условное обозначение, единица измерения |
Значение показателей |
|
|
Базовый |
Проект. |
|||
|
Технические показатели |
||||
|
1 |
Количество оборудования |
Н>об> |
2 |
1 |
|
2 |
Коэффициент загрузки |
К>з> |
0,005 |
0,01 |
|
3 |
Длительность производственного цикла |
Т>цикла> |
0,76 |
0,355 |
|
Экономические показатели |
||||
|
1 |
Годовая программа выпуска |
|
1200 |
|
|
2 |
Себестоимость единицы изделия |
|
572,649 |
549,899 |
|
3 |
Капитальные вложения |
|
43227 |
110420 |
|
4 |
Приведенные затраты на единицу изделия |
|
584,529 |
574,259 |
|
5 |
Чистая ожидаемая прибыли |
|
26220 |
|
|
6 |
Налог на прибыль |
|
8280 |
|
|
7 |
Срок окупаемости инвестиций |
|
5 |
|
|
8 |
Интегральный экономический эффект (чистый дисконтируемый доход) |
|
2641 |
|
|
9 |
Доход на капитал, при вложении денег в банк |
|
- |
|
|
10 |
Индекс доходности |
|
1,02 |










Вывод:
Проведенные расчеты показали, что спроектированный вариант техники и технологии является эффективным.
Заключение
В ходе работы над дипломным проектом был разработан технологический процесс изготовления корпуса выключателя промышленного робота. Было предложено применить новый инструмент – борштангу, разработанный и предложенный в ходе патентных исследований. Так же на основе проведенного научного исследования рассмотрены методы по совершенствованию обработки алюминиевых сплавов. Также было заменено оборудование на операциях 05, 10, 15, 20, 25, 30, 35, 40, 45 на один обрабатывающий центр МАНО МС-50.
Было проведено экономическое сравнение базового и проектного варианта, которое показало, что внедрение проектного варианта в производство даст чистую прибыль в размере 26220 рублей.
Литература
Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: [учебное пособие для машиностроительных специальных вузов]. – 4-е изд., перераб. И доп. – Мн.: Выш. Школа, 1983.-256 с., ил.
Справочник технолога-машиностроителя. В двух томах. Изд. 4-е переработ. Том 1, 2. Под ред. канд. техн. наук А.Г. Косиловой и Р.К. Мещерякова, М., «Машиностроение», 1983.
Станки с программным управлением и промышленные роботы. Учебник для машиностроительных вузов /С.Е. Локтева, – М.: Машиностроение, 1986. – 319 с.: ил.
Оснастка для станков с ЧПУ: Справочник/ Ю. И. Кузнецов, А.Р. Маслов, А.Н. Байков;. – М.: Машиностроение, 1990.-510с.: ил.
Охрана труда в машиностроении. Под ред. Е.Я. Юдина. Уч. Для вузов. М., «Машиностроение», 1976. – 335 с.
Обеспечение безопасных условий труда на производстве. Л. Н. Горина. Методическое пособие - Тольятти: ТолПИ 2000г, 68 с.
ГОСТ 15.011-82. Система разработки и постановки продукции на производство. Порядок проведения патентных исследований. – М., Госстандарт СССР.
Официальный бюллетень «Открытия, изобретения»
Описания к авторским свидетельствам и патентам России по разделу В23В29/02
РЖ ВИНИТИ 14А «Резание металлов, станки и инструменты»
Реферативный сборник ВНИИПИ «Изобретения стран мира» В23
Труды всероссийской с международным участием научно-технической конференции «Теплофизические и технологические аспекты управления качеством в машиностроении» Тольятти: 2005 –430 с.
Журнал «СТИН» 1996-2002 г.
Журнал «Вестник машиностроения» 2004-2005 г.
Журнал «Машиностроитель» 1996г.
Прочность и износостойкость режущего инструмента/ Т.Н. Лоладзе. Москва: Машиностроение, 1982 - 319 с.
Мурахтанова Н.М. Методическое указание к экономическому обоснованию курсовых и дипломных работ по совершенствованию технологических процессов механической обработки деталей (для студентов специальностей 1201, 1202) – Тольятти: ТолПи, 2000.
Ценник материалов на декабрь 2004.
Информационный перечень по ценам на инструмент, оснастку и оборудование на 08.07.2002.
Часовые тарифные сетки ВАЗа.
Коэффициенты доплат.
Тарифы на энергоносители.
Справочник конструктора-машиностроителя. В трех томах. Изд. 6-е переработ. Том 1, 2. Под ред. В. И. Анурьева М., «Машиностроение», 1982.
Размерный анализ технологических процессов изготовления деталей машин. Методическое пособие. А. В. Михайлов – Тольятти: ТолПИ, 2001г. 34с.
Проектирование заготовок. Методическое пособие. В. М. Боровков, А.С. Черемисин – Тольятти: ТГУ, 2002г.
Техпроцесс обработки детали: А.В. Гордеев. Методическое пособие. – Тольятти: ТолПИ., 1992г, 32с.
Основы проектирования машиностроительных цехов. В.С. Мамаев, Е.Г. Осипов. М., Машиностроение, 1974г.290 с.