Монтаж вращающейся барабанной печи
ВВЕДЕНИЕ
Барабанные печи применяются для обжига каустизационного шлама при регенерации извести. По конструкции эти печи сходи с печами, используемыми для получения цемента. Главными параметрами, определяющими производительность печи, являются внутренний диаметр корпуса и его длина: диаметр 6 м., длина 70...170 м., масса печи 250...1250 т.
В химической промышленности для обжига, прокалки или разложения исходных и промежуточных продуктов широко применяются печи различных конструкций и размеров. Наибольшее распространение из них получили барабанные вращающиеся печи.
Вращающиеся барабанные печи относятся к типу горизонтальных аппаратов. Горизонтальные аппараты могут быть смонтированы одним или спаренными кранами. Способ подъема и грузоподъёмность кранов выбирается в зависимости от размера и массы аппарата, высоты и конфигурации фундамента или постамента под аппарат, наличия расположенных рядом строительных конструкций и смонтированного оборудования. Основные схемы подъёма горизонтальных аппаратов одним стреловым краном приведены на рис. 1 схемы 1а и 1б применяют в том случае, когда возможен проезд крана между фундаментами монтируемого аппарата. Наиболее целесообразно уложить аппарат перед подъёмом в положение, близкое к проектному 1а таким образом, чтобы центр его тяжести находился на одной вертикали с грузоподъёмным полиспастом крана, а грузоподъёмность крана на данном вылете стрелы соответствовала массе поднимаемого аппарата.
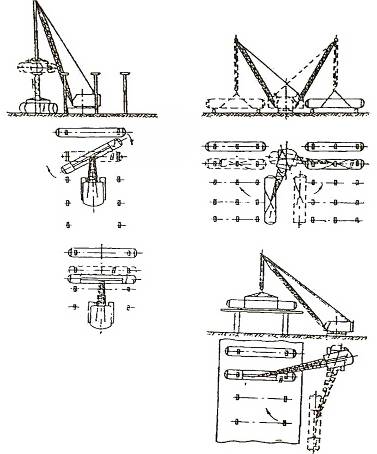
Рис. 1.Схемы подъёма горизонтальных аппаратов одним краном - положения аппаратов
На схеме 16 показан подъём горизонтальных аппаратов с перемещением крана при минимальном вылете стрелы или при маневрировании стрелы в пределах грузоподъёмности крана.
Схему 2 применяют при невозможности заезда крана между фундаментами аппарата; схему 2а - при установке аппаратов на низкие фундаменты, при этом кран необходимо передвигать на новую стоянку после установки по одному аппарату в каждом ряду. При установке аппаратов по схеме 2б необходимо следить за тем, чтобы стрела крана не соприкасалась с постаментом, а зазор между ними не превышал 0,2 м. Для предотвращения соприкосновения поднимаемого аппарата с расположенными рядом конструкциями и стрелой крана к днищам аппаратов закрепляют оттяжки из пенькового каната, с помощью которых аппарат направляют в процессе подъёма.
Горизонтальные аппараты, особенно большой массы и при подъёме на значительную высоту, часто монтируют при помощи двух кранов. На рис.2 изображены наиболее распространённые схемы подъёма аппарата с помощью двух кранов.
Для обеспечения равномерных нагрузок на краны аппараты рекомендуется стропить при условии максимального удаления мест строповки аппарата от кранов, т.е. в районе днищ аппаратов с помощью кольцевых стропов, ложных штуцеров или с использованием проектных люков или штуцеров. При невозможности значительного удаления мест строповки аппарата от кранов (рис. 2 г) необходимо применить балансирную траверсу.
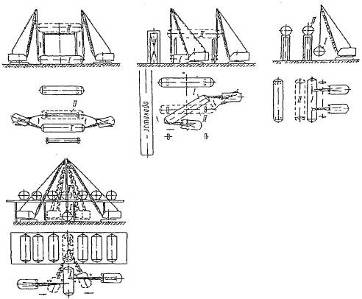
Рис.2.Схемы подъёма горизонтальных аппаратов двумя кранами - положения аппаратов
На рисунке 2 а, показаны наиболее благоприятные условия работы кранов при монтаже аппаратов на любую высоту в пределах характеристики кранов. На рисунке 2 о, показан монтаж, когда установка одного из спаренных кранов с внешней стороны фундаментов невозможна. В этих случаях монтаж аппаратов производится только маневрированием стрелы крана. На рисунке 2 в, показан подъём аппаратов при невозможности расположения кранов с внешней стороны фундаментов и проезда между фундаментами. В этом случае монтаж аппаратов производится за счёт увеличения вылета стрелы кранов или перемещения кранов с поднятым аппаратом в пределах грузовой характеристики кранов.
На рисунке 2 г, приведены наиболее неблагоприятные условия работы кранов при монтаже аппаратов. После строповки аппаратов с помощью балансирной траверсы приподнятый аппарат перемещается на постамент поочерёдным передвижением кранов на встречу друг другу и поворачиванием стрелы в сторону постаментов без увеличения вылета стрелы. Подъём аппарата по этой схеме требует особой синхронности работы кранов, а также исключительно четкой организации работ.
При подъёме метотодом скольжения оборудование выкладывается в исходном горизонтальном положении вершиной к фундаменту и стропится за неё или за образующую между центром массы и вершиной. Краны устанавливаются непосредственно у фундамента так, чтобы в процессе подъёма и установки оборудования на фундамент вылет крюка был минимальным. Во избежание отклонения грузовых полиспастов кранов от вертикали основание оборудования подтаскивается на санях или тележке к фундаменту одновременно с подъёмом верхней части оборудования.
Метод скольжения имеет две разновидности: подъём оборудования с отрывом нижней части от земли (опоры) и без её отрыва. При установке оборудования методом скольжения с отрывом от земли краны подбирают так. Чтобы их грузоподъёмность была не меньше массы оборудования, а высота подъёма крюков независимо от места строповки обеспечивала подъём основания оборудования выше фундамента. При этом следует учитывать наличие достаточного подстрелового пространства монтажных кранов для размещения поднятого оборудования. Максимальные нагрузки на краны возникают на завершающей стадии подъёма при отрыве оборудования от земли и соответствуют его массе.
При использовании метода скольжения без отрыва от земли грузоподъёмность кранов значительно меньше, чем масса оборудования, и определяется специальным расчетом.
1 ОБЩАЯ ЧАСТЬ
1.1 Основные и технические и монтажные характеристики и возможности транспортировки барабанной печи на монтажную площадку
Барабанные вращающиеся печи, применяемые в химической промышленности для обжига твердых веществ, представляют собой стальной цилиндрический кожух, длиной до 180 м., футерованный изнутри огнеупорными материалами. Вес печи достигает сотен тонн. На кожух печи надето два или несколько бандажей, посредством которых он опирается на ролики. Печь приводится во вращение от электродвигателя через привод, подвенцовую и венцовую шестерни. Печь устанавливается под углом 2-3 к горизонту. Основными требованиями, предъявляемыми к смонтированной барабанной печи, являются: прямолинейность продольной оси печи, лёгкость её вращения, наличие проектных зазоров для компенсации теплового расширения между бандажами и корпусом печи, отсутствие биения корпуса печи и зубчатого венца при вращении печи, отсутствие тенденции к смещению печи вдоль продольной оси при её вращении, надёжное уплотнение в листах примыкания концов барабана печи к неподвижным частям (особенно в тех случаях, когда при работе печи выделяются вредные газы)
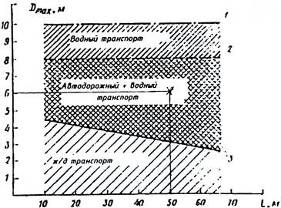
Рис.3. Габаритные ограничения перевозок аппаратов.
1-3 верхние границы перевозок водным, автодорожным и железнодорожным транспортом
Перевозка оборудования по железной дороге наиболее экономична, так как заводы-изготовители и строящиеся заводы связаны общей сетью железных дорог. Но ж/д транспортом можно перевезти оборудование определённых габаритов. Для перевозки блоков печи этот вид транспортировки не подходит.
Для транспортировки блоков печи выбираем автопоезд.
Габаритами погрузки называют предельное поперечное, перпендикулярное оси пути очертание, внутри которого должен помещаться погруженный на открытый подвижный состав груз (с учетом упаковки и крепления). При этом подвижной состав должен находиться на прямом горизонтальном пути и продольные оси подвижного состава должны совмещаться в одной вертикальной плоскости.
Тяжеловесное крупногабаритное оборудование по автодорогам перевозят на специальных транспортных средствах - прицепах-тяжеловозах, состоящих из отдельных тележек.
Транспортные средства должны выбираться или разрабатываться исходя из следующих условий:
Удельное давление на поверхности контакта движителей транспортных средств (колес или гусениц) с грунтом должно быть не больше 0,65 МПа.
В соответствии с весовыми и габаритными ограничениями автомобильных дорог нагрузка (вес) на одиночную наиболее нагруженную ось при расстоянии между осями 3 м и более не должна быть больше 100 кН. Нагрузки на оси предусматриваются для транспортных средств, перемещающихся со скоростью 80-100 км/ч, а тяжеловесное оборудование перевозят с максимальной скоростью 25-30м/ч. Поэтому можно нагрузки на оси значительно увеличивать. Эти нагрузки лимитируются фактически допускаемой нагрузкой на колесо и числом колес на оси.
Средствами перевозки должны быть автопоезда, состоящие из одного или нескольких тягачей и тележек, на которых закрепляется оборудование. Габариты этих поездов определяются их проходимостью по дорогам, как на прямых участках, так и на поворотах, т.е. габаритным коридором. Различают дороги общей сети и промышленных предприятий. Тяжеловесное оборудование приходится перевозить и по тем, и другим дорогам.
Высота перевозимого груза ограничена различными воздушными линиями, проходящими над дорогой, и проходами под мостом.
Перемещение аппаратов водным путем имеет ряд преимуществ. Этим видом транспорта можно перевозить аппараты длиной более 50 м, диаметром более 4,2 м независимо от массы. При движении тяжеловесных аппаратов по автодороге на пути следования могут встретиться мосты, которые необходимо усилить, прежде чем везти по ним аппарат, или необходимо строить временные переходы, что требует больших трудовых затрат. Всего этого не нужно при перевозке аппарата водным путем.
Аппараты водным путем можно перевозить на палубе грузового судна, на барже и на плаву. Наиболее сложной операцией при транспортировании водным путем является погрузка аппаратов на судно и баржу и разгрузка с них.
Все более широкое применение получают для монтажа в труднодоступных местах вертолеты. Уже сейчас имеются вертолеты, позволяющие поднимать грузы массой до 20 т. С помощью вертолетов монтируют тяжеловесные детали доменных печей, доставляют в труднодоступные места и устанавливают в проектное положение бурильное и технологическое оборудование газо-нефтедобывающих предприятий.
1.2 Подготовка к монтажу барабанной печи
1.2.1 Разработка ситуационного плана монтажной площадки
В состав ППР входит монтажный стройгенплан, в котором предусматриваются временные железнодорожные и автомобильные пути для подачи материалов и оборудования в зону монтажа, площадки для приёма, укрупнительной сборки в монтажные блоки оборудования, конструкций и трубопроводов, место установки основных монтажных механизмов и пути их передвижения. В стройгенплане также указано место размещения бытовок для рабочих, инструментальных и различных складских помещений и площадок для хранения материалов, а также прорабских и бригадных передвижных помещений.
Оборудование вращающейся печи подаётся под кран КМК-120 на автомобилях с прицепом или без таковых. Часть обечаек выгружается вблизи зоны действия козлового крана с перевалкой при помощи гусеничного крана СКГ -50.
Пересечение пути козлового крана с автодорогой должно быть выполнено вполне надёжно, чтобы не допустить смещения рельса.
Генеральный план монтажный площадки представлен на рис.7
Механическая мастерская, площадка изготовления технологических металлоконструкций, контора, кладовая и другие временные сооружения монтажного участка находятся вне пределов монтажной площадки печи.
На каждом чертеже наносят:
1. здания и сооружения строительных объектов;
2. железнодорожные пути и безрельсовые дороги (постоянные и временные), по которым оборудование подаётся на строительную площадку;
3. приобъектные площадки для хранения оборудования, сборки и других операций;
4. расположение основных монтажных механизмов;
5. подсобные помещения монтажного участка (мастерскую, кладовую, помещения для рабочих и т.п.)
6. энергетические коммуникации (воздух, пар, электроэнергия) и сети телефонной связи.
Проектом организации строительства (ПОС) предусматривается единое складское хозяйство для всего строительства цементного завода с тепло-холодным складом, навесами и открытыми площадками для хранения оборудования.
Место для установки монтажных механизмов должно быть выбрано так, чтобы в процессе производства работ не возникала необходимость их перестанавливать. Механизмы не следует устанавливать на месте будущих сооружений и железнодорожных путей; расположение их относительно возводимых сооружений не должно мешать возведению этих сооружений. Коммуникации сжатого воздуха, воды, силового и осветительного электроснабжения, а также телефонной связи при решении генерального плана должны быть осуществлены с учётом потребности всех организаций, участвующих в строительстве. Монтажники должны определить свои потребности и своевременно заявить о них. Электроснабжение строительной площадки обычно находится в руках генерального подрядчика. Монтажникам должны быть предоставлены определённые пункты питания для подключения монтажных механизмов и сварочных аппаратов. Снабжение энергией крупных механизмов должно быть решено в каждом случае особо.
Организация строительной площадки, участков работ и рабочих мест должна обеспечивать безопасность труда работающих на всех этапах выполнения работ.
Все территориально обособленные участки должны быть обеспечены телефонной связью или радиосвязью.
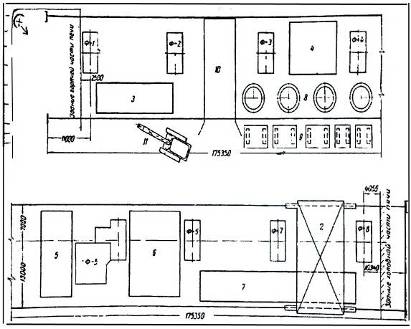
Бетонированная площадка ревизии роликоопор и привода
|
5 |
Бетонированная площадка ревизии роликоопор и привода |
8*17 |
|||
|
4 |
Площадка посадки бандажей |
12*10 м |
11 |
Кран гусеничный г.п 50 тс |
СКГ-50 |
|
3 |
Площадка с роликовым стендом |
20*6 м |
10 |
Бетонированный переезд через подкрановый путь |
Ширина в м |
|
2 |
Кран козловой г.п 120 тс. |
КМК-120 |
9 |
Место складирования обечаек |
6*32 м |
|
1 |
Подкрановый путь |
175 м |
8 |
Место складирования бандажей до и после насадки |
6*32 м |
|
Поз |
Наименование |
Примеч. |
7 |
Место складирования готовых блоков |
40*6 м |
|
Экспликация |
6 |
Площадка сборки венцовой шестерни |
13*17 м |
Рис.4. Площадка для монтажа вращающейся печи 6 *170 м
При организации строительной площадки, размещении участков работ, рабочих мест, проездов строительных машин и транспортных средств, проходов для людей следует установить опасные для людей зоны, в пределах которых постоянно действуют или потенциально могут действовать опасные производственные факторы.
Опасные зоны должны быть обозначены знаками безопасности и надписями установленной формы. Эти правила и ряд других по технике безопасности регламентированы в пункте 2 «Организация строительной площадки, участников работ и рабочих мест» СНиП 12-03-2001.
1.2.2 Транспортировка печи на монтажную площадку с погрузкой и разгрузкой (с указанием строповки)
Все операции по доставке оборудования к месту монтажа (погрузку, разгрузку, транспортировку, установку в проектное положение) проводят так, чтобы исключить какие-либо повреждения рабочих узлов, механизма передач и других конструктивных элементов.
Транспортные средства, схему и общий план перевозки выбирают для каждого аппарата в отдельности с учетом всех существующих ограничений. Однако если на выбранной для перевозки трассе нет мостов, ограничивающих верхний габарит, то допускается, чтобы высота автопоезда была выше высоты перевозок, предусмотренных стандартом. В этих случаях телефонные и телеграфные линии, контактные сети транспорта и высоковольтные линии на время прохождения автопоезда могут быть временно обесточены и подняты.
Автопоезда, на которых перевозят крупногабаритные аппараты, характеризуются проходимостью, т.е. способностью передвигаться в различных дорожных условиях, зависящей от вида дороги, допускаемого удельного давления на поверхность дороги, профиля дороги, ее ширины и радиуса поворота. Проходимость зависит также от просвета т.е. от расстояния между самой нижней точкой деталей автопоезда или тягача и поверхностью дороги (клиренса), от углов переднего въезда и заднего съезда, от продольного; и поперечного радиусов проходимости и минимального радиуса поворота.
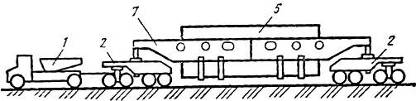
Рис.5. Транспортное устройство ВНИИМССа с платформой колодцеобразного типа
1-тягач; 2-базовые тележки; 3-гидродомкраты; 4-консоли; 5-блок; 7-платформа колодцеобразного типа
Основные технические характеристики транспортных устройств ВНИИМССа
Параметры
Грузоподъёмность, т 250
Диаметр перевозимых аппаратов, м 3... 7
Длина перевозимых аппаратов, м до 50
Количество осей (двух тележек), шт. 6
Количество колёс, шт. 24
Размеры колёс, мм 1450...450
Давление воздуха в шинах, МПа 1
Клиренс (максимальный/минимальный), мм 880/400
Минимальный радиус поворота, м 25
Колея, м 3,8
Максимальная нагрузка на ось, кН 500
Нагрузка на 1 колесо, кН 125
Собственная масса, т 46,65
Максимальная скорость движения с грузом, км/ч 5
Силовая установка Дизель-генератор АД-20- Т/230
Привод гидродомкратов Объемный - автономная гидростанция
Марка насоса Н-401
Мощность электродвигателя, кВт 4
Рабочее давление жидкости, МПа 10
Количество гидростанций, шт. 2
Количество гидродомкратов, шт. 4
Ход плунжеров гидродомкратов, мм 1000
Для транспортирования тяжёлого оборудования предусматривается прицеп-тяжеловоз 4ПТ-60 (проект ЦКБ Управления механизации Миномонтажспецстроя СССР), имеющий следующую техническую характеристику:
Грузоподъемность, тс 60
Транспортная скорость в км/ч до25
Габаритные размеры в м:
Длина 12,8
Ширина 3,8
длина платформы 6
длина платформы без уширителей 3,2
погрузочная высота 0,3-0,4
Вес, т 18
Стоимость машино-смены, руб. 19,4
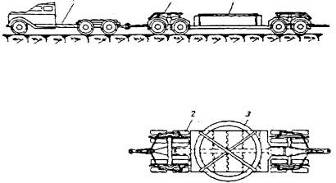
Рис.6. Перевозка бандажа вращающейся печи
1-грузовой автомобильЯАЗ-210; 2-прицеп-тяжеловоз 4ПТ-60; 3-бандаж
Платформа может опускаться на грунт и подниматься с помощью встроенных гидродомкратов, что облегчает погрузочно-разгрузочные работы. В качестве тягача и толкача (при необходимости) предусматривается автомобиль ЯАЗ - 210 (рис.6). Обе половины венцовой шестерни, главный редуктор в разобранном виде и всё прочее оборудование поступают на монтажную площадку железнодорожным путем.
Наиболее сложными процессами в перевозке аппаратов являются их погрузка
и разгрузка. Аппараты с заводов-изготовителей можно перевозить одним видом
транспорта, но во многих случаях возникает необходимость перевозки их несколькими видами транспорта, т.е. приходится несколько раз перегружать аппараты.
Многие аппараты могут быть погружены на транспорт и сняты с него с помощью выпускаемых промышленностью грузоподъёмных средств, но для ряда аппаратов разработаны специальные устройства.
Разгрузка оборудования производят в основном с применением комплектом машин для строительно-монтажных работ и часто- стреловых кранов, которыми предстоит монтировать это оборудование.
Накоплен значительный опыт по выполнению этих операций и разработан ряд технологических процессов, разработана технология перегрузки, аппаратов с автодорожных транспортных средств, основой, которой является подъём вначале одного конца аппарата и установка этого конца на клети из шпал. После этого поднимают второй конец аппарата и выкатывают из-под аппарата транспортное средство. При таком методе можно перегружать аппарат кранами, грузоподъемность которых (одного или двух) равна половине массы аппарата.
Для разгрузки аппарата должна быть подготовлена разгрузочная площадка, уплотнён грунт, место для стоянки кранов и их перемещение должно быть выложено шпалами или плитами. Аппарат должен подаваться на загрузочную площадку так, чтобы головная часть аппарата совпадала с направлением движения автодорожного транспорта.
Также разработан инвентарный гидравлический подъемник для погрузки и разгрузки аппаратов (рис.6). Такой подъёмник имеет вид портала, стойки которого представляют собой гидравлические домкраты. В пролете портала могут разместиться транспортные средства вместе с аппаратом. Высота портала позволяет поднимать аппарат над тележками на высоту, необходимую для подката тележек.
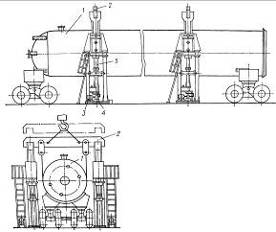
Рис.7 Схема погрузки аппарата гидравлическим подъёмником
1-аппарат; 2-портал; 3-электродвигатель; 4-насос; 5гидроцилиндр.
Пример погрузки аппарата на автотранспортное средство с помощью крана показан на (рис.8). После запасовки строповочного каната один конец аппарата приподнимают на высоту, позволяющую подкатить тележку с помощью тягача. После этого аппарат опускают на седловину тележки, освобождают стропы и закрепляют аппарат хомутами. Затем перемещают кран на второй конец аппарата, и операция повторяется. При таком методе погрузки можно использовать один кран, если грузоподъемность его больше 0,5 Gа или два крана, но грузоподъемность каждого должна быть больше 0,25 Gа. К недостаткам этого способа надо отнести необходимость подготовки площадки не только для транспортных средств, но и для кранов. Кроме того, требуются значительные размеры площадки для установки кранов.
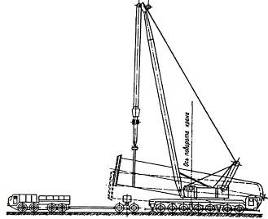
Рис.8.Схема погрузки аппарата на автодорожный транспорт краном
Если необходимо разгрузить аппарат, то, освободив от крепления с тележками, его предварительно приподнимают, выталкивают из-под него тележки и затем опускают аппарат. Большим достоинством такого подъемника является то, что при одних и тех же стойках меняя портал, можно менять ширину просвета, а следовательно, устанавливать его дня погрузки аппаратов на автотранспорт и разгрузки с него. Применение таких порталов значительно экономичнее, чем кранов большой грузоподъемности, а работа безопасней. Процесс строповки является трудоемкой и ответственной операцией, так как узлы строповки воспринимают всю нагрузку. Узлы крепления и сам процесс строповки должны обеспечивать высокую прочность и надежность соединения. Узлы крепления должны позволять выполнять расстроповку с земли, быть простыми по конструкции, иметь наименьшее число деталей для большей надежности и меньшие трудозатраты при строповке.
Строповка с помощью захватных устройств на аппарате имеет широкое применение. Это способ строповки заключается в том, что на аппарате закрепляют штуцера, к которым в свою очередь прикрепляют строп. Если аппарат поднимают двумя кранами, то используют строповку с помощью монтажных штуцеров. Достоинством этого способа является сравнительная его простота и надежность. Недостаток способа заключается в установке на аппаратах штуцеров. Не ко всем аппаратам можно приваривать штуцера: возникают значительные напряжения на участках аппарата, где закреплены штуцера, и эти участки часто требуют усиления.
1.2.3 Приемка вращающейся печи и её складирование
В монтажных, организациях заказчик выделяет уполномоченных лиц, которые оформляют передачу и приёмку оборудования. До приёмки оборудования организация должна от заказчика заводские отправочные спецификации, сборочные чертежи, технические условия на монтаж оборудования и другую документацию, необходимую для производства монтажных работ. Приемка оборудования на приобъектном складе в монтажной зоне предприятия по внешнему осмотру без разборки. Во время приемки проверяют комплектность оборудования, поступающего в разобранном виде по заводским спецификациям, отправочной или упаковочной ведомостям, соответствие оборудования чертежам и техническим условиям на монтаж; отсутствие повреждений или поломок, трещин и др. дефектов. Наличие и полноту технической документации (паспорта, сертификаты на металл, необходимые для монтажа, акт на испытания оборудования и его механизмов на заводском стенде). После внешнего осмотра оборудования на приобъектном складе составляется приёмно-сдачный акт за подписью представителя монтажной организации и заказчика. Приёмно-сдачный акт является документом, в котором фиксируется факт передачи оборудования от заказчика монтажной организации. После подписания этого документа вся ответственность за сохранность оборудования до сдачи его в эксплуатацию лежит на монтажной организации.
В состав складского хозяйства монтажного управления входят: площадка для хранения металла и труб; площадка для хранения монтажных заготовок, оснащённая грузоподъемным механизмом; закрытый склад для хранения инструментов, ручных машин, спецодежды; склад для хранения лаков, красок и других специальных материалов; склад топливно-смазочных материалов.
Площадки для хранения металла, труб и монтажных заготовок бетонируют и располагают вблизи цехов монтажной базы. Площадки для хранения металла оборудуют башенным или козловым к краном и стоечными стеллажами для хранения полосового и профильного проката и труб. При складировании прокат и трубы сортируют по сортаментам и маркам стали. Стеллажи должны обеспечивать надежное без деформации размещение грузов и удобное производство погрузочно-разгрузочных работ. Кроме стоечных стеллажей, открытые площадки оснащают стационарными или сборно-разборными стеллажами для контейнерного хранения материалов изготовленными из металлопроката или из труб. Габаритные размеры стеллажей определяются видом и количеством изделий, подлежащих складированию. В качестве тары применяют поддоны, контейнеры, ящики. Балки, швеллеры, рельсы, сталь толстолистовую складируют на железобетонных башмаках с высотой штабеля до 1,5 м; сталь сортовую и стальные трубы складируют пакетами в стоечных стеллажах высотой соответственно до 1,7 и 1,6 м.
Склады закрытого хранения имеют площадки для приема и отправки грузов и комплектации контейнеров. В складе устанавливают стеллажи с ячейками для размещения контейнеров и поддонов. Склады оснащают подвесным и опорным краном-штабелером различной грузоподъемности. Оборудование и материалы погружают на автотранспорт монорельсом с выходом на эстакаду и консоль-поворотным краном.
1.3 Монтаж вращающейся барабанной печи
1.3.1 Укрупнительная сборка на монтажной площадке
Печи поступают на монтажную площадку транспортабельными сборочными единицами: корпус печи из 5 ... 7 блоков с бандажами, венцовая шестерня привода из двух* половин, привод, опорные и упорные станции. Наружная часть фундамента барабанной вращающейся печи состоит из 3... 6 опорных столбиков, что усложняет его приемку. В фундаментах должны быть заложены осевые плашки и высотные реперы в соответствии с их расположением на чертежах.
При геодезическом обосновании монтажа на осевые плашки наносят керном метки, фиксирующие положение главных и рабочих осей печи. По этим осям определяют расположение опор фундамента. Продольную ось печи обозначают теодолитом, который устанавливают над плашкой одного из концов фундамента или средней опоры в соответствии с указанием проекта производства работ и направляют на монтажную марку, установленную над отметкой плашки второго конца фундамента. Затем марку последовательно переносят на плашки продольной оси опор фундамента, регулируют ее по визирной оси теодолита и на каждой плашке по марке наносят точку. По отмеченной точками продольной оси проверяют положение опорных столбиков фундамента, по отклонению симметричной оси фундаментных опор от визирной оси теодолита судят о качестве изготовления фундамента (рис.9).
Вместо теодолита может быть использован монтажный лазер, что упрощает измерения, так как луч лазера дает видимое пятно на рейке или непосредственно на фундаменте.
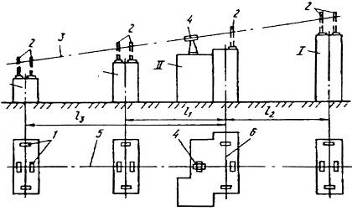
Рисунок 9. Схема проверки фундамента:
1 - осевые плашки; 2- монтажные марки; 3-вюиркая ось теодолита; 4-теодолит; 5- продольная ось печи; 6- поперечная ось печи (ось привода); - опорные столбики фундамента; h -1>2>-расстояния между осями опор.
Для обозначения поперечной оси также применяют теодолит, но наиболее удобна монтажная струна, которую устанавливают на приводной опоре. От отвесов, опущенных со струны, рулеткой замеряют расстояния между осями опор фундамента в обе стороны к каждой опоре печи. Проверив положение опор, замеряют габаритные размеры фундамента, глубину и положение анкерных колодцев и другие размеры, которые необходимо проверить при приемке фундамента. Необходимо также обратить внимание на высотные отметки опор фундамента, проверяемых нивелиром, которые должны соответствовать уклону печи. Особое внимание обращают на фундамент под привод.
В регенерационном цехе нет козлового или мостового крана, поэтому для монтажа барабанной печи применяют самоходные монтажные краны грузоподъемностью от 30 до т. Монтируют барабанную печь до возведения стен цеха. Монтаж блоков печи начинают с роликоопор, представляющих сбой сварную раму с двумя опорными роликами, установленными на подшипниках скольжения. Печь имеет н второй тип роликоопор с дополнительными упорными роликами, установленными с двух сторон бандажа. Такая роликоопора устанавливается на средней опоре рядом с приводом. Масса монтажного блока роликоопоры 18...23т.
До установки роликоопор на фундамент проверяют расстояние между бандажами, начиная измерение от бандажа, расположенного рядом с приводом, в оба конца печи, полученные измерения сравнивают с указанными размерами 1 на чертеже. При отклонении фактических размеров от чертежных вносят изменения в чертеж и с учетом фактических размеров обозначают на плашках фундамента поперечные оси положения всех роликоопор. При этих измерениях следует учитывать, что печь при нагревании удлиняется, поэтому возможно смещение бандажа на опорных роликах в сторону концов печи. Величина этого смещения зависит от температурного продольного расширения корпуса (указывается в чертежах рабочего проекта).
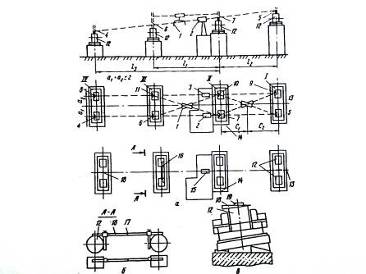
Рис. 10. Схема выверки роликоопор: а - по высоте; б - по осям; в - на горизонтальность; 1 -нивелир; 2,3,15 - места установки теодолита; 4 -11 - места установки рейки; 12 - ролики; 13 - продольная ось печи; 14 - поперечная ось печи; 16 - линейка; 17 - центральная отметка на линейке-рейке; 18 – клиновая линейка; 19 - уровень
Смещение бандажей, расположенных дальше от привода, будет больше. Установив на фундамент роликоопоры, приступают к их выверке. Правильная и точная установка, и выверка роликоопоры — необходимое условие нормальной ее работы. Даже незначительные перекосы осей опорных роликов по отношению к оси вращения печи увеличивают расход энергии, затрачиваемой на вращение, расстраивают крепление бандажей на корпусе, усиливают износ венцовой шестерни и деталей опорных узлов, затрудняют удерживание печи в нужном положении на опорах. Правильно смонтированные роликоопоры дают возможность быстрее выверить прямолинейность печи при сборке её их монтажных блоков.
Выверку роликоопор начинают с центральной опоры (Рис. 10), расположенной у привода, принимая ее за базовую. Базовую опору устанавливают на высотную отметку, соответствующую проекту, и выверяют нивелиром и рейкой относительно отметки цехового репера.
Остальные опоры выверяют по высоте относительно базовой с учетом уклона, т.е. разности высотных отметок, с применением теодолита. При выверке по высоте теодолитом применяют малогабаритную рейку с миллиметровыми делениями, устанавливают ее ближе к наружным кромкам роликов (см. рис. 9.а). Для этого теодолит размешают на одной из крайних опор по одной оси с роликом. Положение трубы теодолита избирают так, чтобы отсчеты по малогабаритной рейке, установленной на ближайшей и последней опорах, были одинаковыми. При преставлении рейки на другие промежуточные опоры проверяют показания по ней расстояний от визирной оси до верхней образующей роликов, которые должны быть одинаковыми. Основание линейки устанавливают на ролике по уровню.
Выверку роликоопор по высоте можно производить нивелиром или гидростатическим уровнем. Гидростатическим уровнем выверяют ролики соседних опорных станций, используя регулируемую подставку для компенсации разности высот. При нивелировке на нивелирную рейку закрепляют линейку с миллиметровым делением и устанавливают ее последовательно на правом и левом роликах одной опорной станции и переносят на роликоопоры соседних станций. Нивелир между опорами размещают так, чтобы расстояние с>1>= с>2>, а визирная ось трубы была выше верхних образующих роликов и горизонтальна.
На основании результатов нивелировок, записываемых в таблицу, ведут регулировку положения рам роликовых опор с помощью регулировочных винтов или клиновых подкладок, на которых они установлены. Нивелировку роликоопор производят 2. . .3 раза в процессе регулирования положения рам до получения превышений соответствующих уклону печи. Допускаемые отклонения по высоте роликоопор ±5 мм. При выверке роликоопор по высоте учитывают величины диаметров бандажей. У печей, имеющих корпус с разными диаметрами в опорах, верхние образующие роликов не лежат в одной наклонной плоскости.
После этого приступают к выверке по осям. Для этого обозначают ось печи струной или теодолитом. Вместо теодолита может быть использован лазер. Рамы опорных станций устанавливают так, чтобы поперечные диски на них совпадали с осевыми отметками на плашках фундамента.
Теодолит или лазер устанавливают на приводной опоре (Рис.9.б) или на площадке горячего конца печи — над точкой плашки, фиксирующей продольную монтажную ось печи. При выверке ролики устанавливают так, чтобы их оси были параллельны продольной оси печи, а расстояния от нее до образующей роликов были равны. Когда ось печи обозначена струной, проверку этого расстояния производят нутромером и отвесом, а при применении теодолита или лазера используют специальное приспособление. Принципиальное устройство одного такого приспособления состоит из рейки, изготовленной из уголка, или трубы с приваренными упорами (при изменяющихся диаметрах роликов с передвижными упорами) на проектном расстоянии между роликами и отметкой центра этого расстояния.
Рейку устанавливают между роликами, а положение роликов регулируют так, чтобы они касались упоров. Положение рамы опорной станции регулируют таким образом, чтобы отметка середины расстояния между роликами совпадала с визирной линией теодолита. Рейку переставляют вдоль роликов роликоопоры с одного торца на другой и замеры повторяют, при необходимости перемещают раму опоры или ролики на раме.
Выверку роликоопор производят и другим способом — по фундаментным рамам. В этом случае на фундаментных рамах дисками с двух сторон отмечают среднее положение расстояния между роликами. Рамы регулируют с помощью монтажной марки так, чтобы положение этих отметок (см. рис. 3, 6) совпадало с визирной осью. При использовании струны отметки среднего положения на рамах совмещают с отвесами, опущенными со струны.
Выверку роликоопор по поперечным осям осуществляют теодолитом. Теодолит устанавливают над плашкой одной стороны опоры и направляют трубу вдоль поперечной оси по монтажной марке. Отметки поперечных осей на роликоопорах совмещают с визирной линией теодолита. Допускаемое отклонение при выверке роликоопор по осям 2 мм.
Для выверки уклона роликоопор (рис. 10.в) на предприятии-изготовителе вырабатывают специальный клин, имеющий уклон, заданный для печи. Клин укладывают на ролик. Верхняя поверхность его при правильном положении ролика должна быть горизонтальной, что проверяется установленным на клин уровнем. В перпендикулярном направлении, раму роликоопор размещают горизонтально, что проверяется вторым уровнем, установленным на направляющую плоскость рамы роликоопоры. Отклонения при выверке на горизонтальность допускаются ±0,1 мм на 1 м. Положение роликов на раме должно быть таково, чтобы торцы их были в одной плоскости, перпендикулярной оси печи. Положение торцов проверяют поверочной линейкой, которую прижимают к торцам роликов. Зазор между линейкой к торцам ролика не должен быть больше 5 мм.
Выверенное положение корпусов подшипников роликов фиксируют дисками на фундаментной раме. Диски, определяющие исходное положение роликов, используют при дальнейшей регулировке роликоопор как при монтаже корпуса печи, так и при её эксплуатации.
Результаты последних измерений при выверке, близкие (в пределах допусков) к проектным размерам, заносятся в формуляр. После заполнения формуляра о выверке роликоопор приступают к их закреплению на фундаменте; анкерные болты заливают бетонной смесью до уровня подкладок, а после набора прочности бетоном до 70% проектной их затягивают, а затем вторично нивелируют роликоопоры и подливают бетонной смесью фундаментные рамы опорных станций. Высота заливки рам определяется рабочим проектом. На средней опоре устанавливают упорные ролики и предохранительные упоры, если они предусмотрены проектом.
1.3.2 Разработка этапов монтажа с указанием строповки
Корпус печи на сборочной площадке укрупняют из транспортабельных блоков в монтажные блоки в соответствии с планово-предупредительным ремонтом (ППР) с учётом .грузоподъемности имеющегося крана. Последовательность сборки в монтажные блоки должна соответствовать очерёдности их монтажа. Собираемые блоки укладывают по маркировке на подкладки или на специальные винтовые упоры для подгонки стыков. Соединение блоков между собой производят стяжными шпильками через приваренные внутри каждого конца кронштейны. Зазор под сварку между концами фиксируют установкой прокладок (зазорников), толщина которых принимается по проекту. При необходимости, когда края обечаек смяты или имеют эллипсность, к стыкуемым концам приваривают струбцины или кронштейны и забивкой клиньев подтягивают кромки.
Выверку прямолинейности монтажного блока перед сваркой производят с помощью струны и отвесов нивелира. Для этого вдоль стыкуемых частей на равном расстоянии от концов сбоку монтажного блока натягивают струну, относительно которой замеряют расстояния до стенки собираемых частей по концам их, выравнивая стыкуемые концы так, чтобы эти расстояния были одинаковыми.
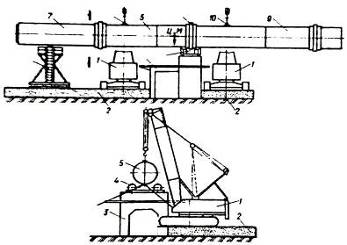
Рис.11 Установка монтажного блока на роликоопоры:
1 - монтажные краны; 2 - песчано-гравийная подушка; 3 - фундаментная опора; 4 - роликоопора; 5-монтажный блок корпуса; 6 - временная опорная металлоконструкция; 7,8,9 - поставочные части монтажного блока; 10 – проушины
После окончания стыковки и проверки прямолинейности монтажного блоке заваривают подварочный шов с внутренней или с внешней стороны. Кроме того, чтобы не нарушать собранных стыков во время транспортировки блока, с внутренней сторон приваривают 6…8 планок размером 800x250x20 мм.
В большинстве случаев монтаж корпуса печи начинают с холодного конца, не возможна и другая последовательность монтажа, указанная в проекте производства работ. Если монтажный блок не помешается на опорах фундамента, то свивающий конец его укладывают на временную металлическую опору. Временные металлические опоры изготавливают в соответствии с ППР.
Монтажный блок корпуса печи устанавливают с помощью одного или двух монтажных кранов (рис.11).
Рис. 12. Козловой монтажный кран КМК -120; 1 - тележка передвижения крана; 2 - нога портала; 3 - кабина; 4 — полиспаст; 5 - строп; 6 - грузовая лебёдка; 7 - грузовая тележка; 8 — ригель портала
Следует иметь в виду, что только средний бандаж, имеющий упорные ролики, устанавливают по оси роликоопор, а другие бандажи монтируют со смещением в сторону среднего бандажа. Монтажный блок стропят с учетом центра массы обвязкой вокруг корпуса или за специально приваренные к корпусу проушины или скобы. Второй монтажный блок устанавливают в проектное положение и стыкуют с первым блоком по маркировке, выполненной при контрольной сборке на предтриятии-изготовителе. При стыковке блоков следят за тем, чтобы не было совпадения продольных стыков в блоках, их смещают на 200 мм. Все остальные блоки корпуса печи устанавливают на проектное место аналогично первым. Собранный корпус на роликоопорах выверяют на прямолинейность.
Существует несколько способов выверки.
Выверка по струне. Вдоль корпуса печи на расстоянии 300 - 400 мм натягивают струну (Рис. 13) с таким расчетом, чтобы расстояния до струны от крайних бандажей были одинаковыми. Со струны против каждого бандажа опускают отвес, другой отвес опускают с бандажа. Производят замер расстояний между отвесами, аналогично замеряют расстояния от струны и до корпуса между бандажами. По полученным замерам вычисляют расстояние до центральной оси от струны: а ± D>б>/2 = А (а - величина замера между отвесами, D>б> - диаметр бандажа). Это расстояние должно соответствовать расстоянию от оси до центра рамы соответствующей роликоопоры. Полученные после выверки результаты замеров заносят в формуляр. Замеры повторяют через 900 , для чего печь поворачивают краном за конец намотанного на корпус каната. При повороте печи следят за поведением зазоров в монтажных соединениях, по которым определяют наличие излома геометрической оси.
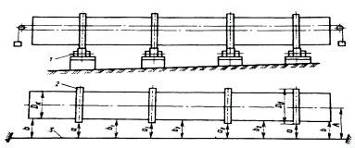
Рис.13.Схема выверки прямолинейности корпуса по струне:
1 -роликоопора; 2 - бандаж; 3 – струна
Выверку теодолитом. Вдоль корпуса печи (Рис. 13) на расстоянии от бандажа 200 ... 250 мм (насколько позволяет размер навесной линейки) направляют визирную ось теодолита по навесной линейке, которую устанавливают горизонтально вначале на крайних бандажах. Расстояния до визирной оси от крайних бандажей принимают одинаковыми. Линейка должна иметь специальное призматическое магнитное основание для установки ее на круглые поверхности. Линейку закрепляют магнитным основанием на бандажи или стенку корпуса горизонтально по уровню. По линейке до бандажей измеряют и вычисляют размер А указанным выше способом до осевой плоскости. Трубу теодолита поворачивают в вертикальной плоскости направлением вниз, по ней устанавливают марку на раме роликоопоры и проверяют расстояние Ai от марки до центральной риски рамы с помощью рулетки. Выверку также производят в вертикальной плоскости, устанавливая линейку на верхние образующие, вначале на крайние бандажи для направления теодолита, а затем на промежуточные, И образующую корпуса между бандажами. Вычисляют расстояние А.
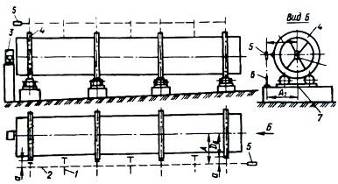
Рис. 14. Схема выверки прямолинейности корпуса теодолитом и лазером:
1 - навесная линейка; 2 - визирная линия теодолита; 3 - лазерный генератор; 4 - бандаж;
5-теодолит; б - монтажная марка; 7 — центровая риска на раме опорной станции;
8 - предохранительные распоры
При такой выверке нет необходимости поворачивать корпус, как это делается при выверке с помощью струны.
Прямолинейность корпуса может быть выверена лазером по геометрической оси печи. Для этого можно использовать предохранительные распоры на концах блоков внутри корпуса, на которых можно отметить центр обечайки и просверлить в связующей планке отверстие 8 мм. Лазерный луч направляют так, чтобы он проходил через два отверстия. Регулирование смещения концов на стыках осуществляют стяжными монтажными приспособлениями. При выверке нивелиром требуются длинная рейка и необходимость подстановки нивелира, что усложняет выверку.
Прямолинейность барабанных вращающихся печей можно выверить инструментом ИГЦО-3 (рис. 15, А.с. 248259, СССР, 1969, № 23). Этот инструмент может заменить лазерный генератор. Им выверяют печь также по её геометрической оси.
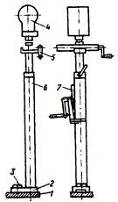
Рис.15. Инструмент ИГЦГО-3:
1-стенка; 2-основание инструмента; 3-гайка и винт, приваренные к стенке корпуса; 4-теодолит;
5-механизм поперечного перемещения;6-трубчатая стойка; 7-механизм вертикального перемещения с рейкой.
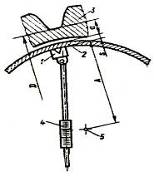
Рис.16. Определение смешения центра венцовой шестерни от центра вращения корпуса:
1-магнитное основание линейки; 2- стенка корпуса обечайки; 3- венцовая шестерня; 4 – линейка; 5-визирный луч
ИГЦО-3 состоит из трубчатой стойки с основанием, механизма подъема, контрольного уровня, механизма поперечного перемещения ползуна, в который можно установить искатель геометрического центра, теодолит или мишень.
Метод выверки прямолинейности корпуса печи заключается в нахождении геометрического центра. Выверка может быть произведена двумя инструментами. За базовые сечения принимают начало и конец выверяемого корпуса. Инструменты ИЩО-3 устанавливают в базовых сечениях, находят центр вращения печи и искатель центра на одном инструменте заменяют на мишень, а на другом на теодолит. Наводят визирную трубу теодолита на центр мишени и фиксируют в таком положении. Инструмент с мишенью переносят на конец одного из блоков в стыке. Мишень снимают, устанавливают искатель центра, находят центр вращения в сечении и заменяют искатель мишенью. Теодолитом одного инструмента по мишени другого определяют, куда нужно переместить конец блока Стяжными приспособлениями устанавливают конец блока так, чтобы центр вращения по мишени совпал с визирным лучом теодолита. Инструмент с мишенью переносят на конец второго блока в стыке и выверку повторяют. Так последовательно выверяют все стыки. Отклонения на стыках с учетом толщины стенки допускаются 10 мм.
При выверке прямолинейности корпуса печи необходимо учитывать, что роликоопоры выверены и смещение роликов не допускается.
Выверять корпус печи необходимо в конце дня, когда на печь не попадают лучи солнца. Нагрев от солнца и от рядом работающей печи сильно влияет на изменения размеров. После выверки прямолинейности корпуса печи монтируют венцовую шестерню. На обечайку корпуса, измерив предварительно диаметр, устанавливают половину венцовой шестерни и временно ее закрепляют.
Поворачивают корпус печи до тех пор, пока эта половина не окажется внизу. На верхнюю часть корпуса укладывают вторую половину шестерни. Обе половины шестерни соединяют между собой согласно маркировке. Для центровки венцовой шестерни используют линейку с магнитным основанием, закрепленную к основанию шарнирно (рис. 15). Обечайку, на которую одета венцовая шестерня, размечают на восемь равных частей внутри печи. В каждую точку по очереди устанавливают линейку, потом ее покачивают до пересечения точки геометрического центра, обозначение которой может быть лазером или инструментом ИГЦО-3. По линейке отмечают расстояние от центра вращения до фиксируемой точки подвенцовой обечайки. Определяют теоретическое расстояние в каждой из восьми точек от поверхности корпуса до впадины зуба венцовой шестерни, которое равно разности a=R-A-s, где R — радиус шестерни по впадине зубьев, измеренный до ее сборки; А - расстояние до стенки корпуса, отмеченное на линейке; s — толщина стенки корпуса. По полученным размерам а по расчету и по фактическим измерениям регулируют биение шестерни с помощью клиньев, забиваемых с двух сторон навстречу друг другу, или специальным приспособлением с регулировочными винтами и подкладками, устанавливаемыми под башмаки. Рассверливают отверстия в башмаках и в корпусе для закрепления шестерни. Венцовую шестерню закрепляют высокопрочным болтами.
На сборочной площадке одновременно с монтажом венцовой шестерней собирают привод. На фундаментную раму устанавливают и выверяют на ней редуктор привода по осям валов и на горизонтальность. Фундаментная рама привода до монтажа на ней редуктора должна быть выставлена на подкладках по уровню в продольном и поперечном направлениях. Горизонтальность главного редуктора можно проверить рамным уровнем по полумуфтам валов.
Вал с подвенцовой шестерней и подподшипниковыми упорами, также вспомогательный редуктор устанавливают и центрируют по валам главного редуктора. Центрирование производят по полумуфтам. После центрирования подшипники вала и основания редуктора закрепляют. Аналогичным образом центрируют и закрепляют к раме электродвигатели.
Скомплектованную и отцентрированную на раме приводную группу после регулировки венцовой шестерни устанавливают на проектное место (рис 17). Подвенцовую шестерню заводят в зацепление с венцовой шестерней. Выверку зубчатого зацепления производят с помощью регулировочных винтов, уклон рамы контролируют по уровню с клиновой линейкой. Зазор в зубчатом зацеплении проверяют свинцовым списком и по пятну касания на краску. Поворот печи осуществляют за корпус краном с помощью стального каната. Если в процессе выверки зацепления ослабляются болты крепления корпусов подшипников вала с подвенцовой шестерней, то после подгонки зацепления повторяют центрирование валов по валу подвенцовой шестерни.
Выверив привод, закрепляют фундаментную раму. Одновременно с монтажом привода монтируют централизованную систему смазки. После подключения двигателей привода и набора прочности бетона подливки проводят окончательную регулировку зубчатого зацепления венцовой и подвенцовой шестерен. При вращении печи проверяют торцевое и радиальное биение венцовой шестерни и зубчатое зацепление.
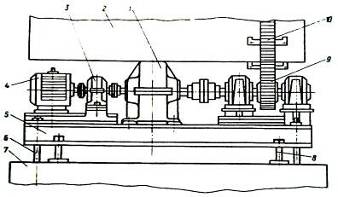
Рис.17. Схема установки привода:
1 - главный редуктор; 2 - корпуса течи; 3 - вспомогательный редуктор; 4 - электродвигатель;
5 -опорная рама; б - анкерный болт, 7 - фундамент; 8 - регулировочный винт, 9 - подвенцовая шестерня; 10 – венцовая шестерня
Проверку зацепления и регулировку зазоров производят по правилам сборки цилиндрических зубчатых передач. При этом радиальный зазор должен быть 0,2 т+(5. . .7) мм (т - модуль зацепления, мм, 5... 7 мм - величина, учитывающая радиальное биение и его расширение от нагревания). Величина бокового зазора допускается от 1 до 2,5 мм. Перекос шестерни для радиального зазора не должен превышать 0,24 мм на длине зуба, а для бокового зазора 0,18 мм. Одновременно с монтажом привода электросваркой прихватывают монтажные стыки и срезают монтажные приспособления, а мести их приварки зачищают. Затем производят электросварку монтажных стыков корпуса печи. К сварке допускаются сварщики, имеющие удостоверения на право производства ответственных электросварочных работ. Электроприхватки выполняют ручной электродуговой сваркой с наружной стороны, а сварку кольцевых швов производят автоматической электросваркой под слоем флюса с флюсовой подформовкой при температуре окружающей среды не ниже – 50 С по специальной разработанной технологии.
Качество сварных швов определяют внешним осмотром и рентгено - или гамма-дефектоскопией, а в случае невозможности применения этих способов использую.

Рис.18. Навесная кабина для сварки стыка корпуса:
1 - временная опорная металлоконструкция; 2,6 - концы стыкуемого блока; 3 - канат, 4 - навесная кабина для сварки; 5 - лестница; 7 - труба; 8 - опора с домкратами; 9 - фундаментная опора под привод.
Сварку швов производят в нижнем положении. Для сварки наружных швов изготавливают специальную площадку (люльку), которая навешивается на верхнюю часть шва (рис. 17). Поворот печи во время сварки производят от вспомогательного привода. После сварки еще раз проверяют прямолинейность печи нивелировкой по бандажам. Вслед за монтажом привода печи монтируют уплотнения холодного конца и откатную головку с форсункой, после чего производят холостую обкатку печи для проверки правильности сборки привода, уплотнений и прямолинейности корпуса.
Строповка
Соединение аппарата с грузоподъёмным оборудованием называется строповкой, а его разъединение - расстроповкой.
Процесс строповки является трудоёмкой и ответственной операцией, так как узлы строповки воспринимают всю нагрузку. Узлы крепления и сам процесс строповки должны обеспечивать высокую прочность и надёжность соединения. Узлы крепления должны позволять выполнять расстроповку с земли, быть простыми по конструкции, иметь наименьшее число деталей, для большей надёжности и меньше трудозатраты при строповке.
Различают следующие способы строповки. Канатный - строповка одним или несколькими стропами, охватывающими корпус аппарата и прикреплёнными к крюку грузоподъёмного оборудования.
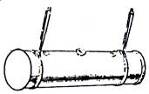
Рис.19. Схема строповки двумя универсальными стропами для траверс
Канатными стропами стропят аппараты небольшой массы или если к аппаратам нельзя приварить или закрепить другим способом устройства, к которым можно было бы прикрепить стропы. Значительное применение этот способ имеет при монтаже горизонтальных аппаратов. В зависимости от требований (характера) подъёма этот способ имеет несколько разновидностей. Наиболее простой — это подъём горизонтальных аппаратов одним или двумя кранами (рис.19). При таком подъёме стропы должны рассчитываться на усилие G>а>/2. Канатными стропами можно поднимать аппараты в горизонтальном положении, а поворачивать их в вертикальное положение. На рисунке 7 показан один из принципов такой строповки.
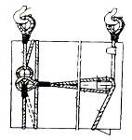
Рис.20. Схема строповки аппарата для поворота его в вертикальное положение:
- крюки кранов; 1 -4-стропы
В практике подъёма аппаратов применяется способ строповки с помощью затягивающейся петли. Принцип этого способа заключается в том, что канат, огибающий аппарат, создает петлю, затягиваемую усилием подъёма.
Строповка с помощью захватных устройств на аппарате имеет наиболее широкое применение. Этот способ строповки заключается в том, что на аппарате закрепляют штуцера, к которым в свою очередь прикрепляют строп.
1.3.3 Контроль монтажных операций
Качество монтажных работ обеспечивается разработкой и внедрением комплексных систем управления качеством строительства. Помимо обязательных требований по квалификации работающих, правильной организации трудовых процессов, решению вопросов материального и морального стимулирования за качественную работу, в основе комплексных систем управления качеством лежат вопросы входного, пооперационного и приемочного контроля.
Входной контроль — это проверка соответствия поступающих на объекты монтажа и склады проектно-технической документации, технологического оборудования, материалов и конструкций установленным требованиям СНиПов, ГОСТов, других нормативных документов.
Основные задачи входного контроля: предупреждение попадания в производство дефектной продукции и своевременное оформление рекламаций на эту продукцию. Входной контроль осуществляют работники служб подготовки производства, прорабы и мастера.
Технологическое оборудование проверяют на приобъектных складах или монтажной площадке в присутствии представителя заказчика. Все поступающее оборудование, конструкции, комплектующие изделия и материалы проверяют, как правило, в течение 21 ч с момента их поступления. Материалы, комплектующие изделия, поступающие на склады, проверяют работники служб материально-технического снабжения, групп комплектации или подготовки производства. Эти же изделия, поступающие на монтажную площадку, выборочно проверяет прораб или мастер.
Пооперационный контроль, или самоконтроль, служит для предотвращения возможности появления дефектов, вызванных нарушением технологии монтажных работ, неисправностями монтажных механизмов, несовершенством средств измерений. Пооперационный контроль осуществляют рабочие, бригадиры, мастера.
Приемочный контроль — это детальное изучение выявленных объектов и решение о работоспособности оборудования (конструкций). Приемочный контроль осуществляют главным образом ведущие специалисты из числа инженерно-технических работников монтажной организации и заказчика. Государственная приемка строительно-монтажных работ — разновидность приемочного контроля, Действенность его определяется независимостью от обычного (вещественного) приемочного контроля.
1.3.4 Испытание смонтированной барабанной печи
Перед пуском проверяют правильность направления вращения привода, затяжки резьбовых соединений, муфтовых соединений после обкатки электродвигателей, систему смазки, подачу масла в подшипники роликоопор и уровень его в редукторах и маслобаках насосной станции. При перекосе роликоопор возможно смещение корпуса. Это вызывает перегрев упорных роликов или включение сигнализации. Для устранения перекоса роликоопоры разворачивают к опоре с упорными роликами. После выполнения всех этих работ выполняют пробную обкатку агрегатов в холостую.
Холостую обкатку (испытание) проводят с остановками, после остановок проверяют работу сборочных единиц и осматривают их. Если сборочные единицы и агрегаты собраны правильно, то температура в подшипниках скольжения независимо от времени работы равна 65 С, давление масла соответствует расчетному и агрегаты работают бесшумно.
При обнаружении неполадок в печи ее останавливают. После, устранения замеченных недостатков производят испытание печи вхолостую в течение 72 ч. По результатам испытания составляют акт, который и является актом готовности корпуса печи для сдачи футеровку.
После холостой обкатки печь футеруют огнеупорным кирпичом. Дают возможность просохнуть футеровке и печь вторично испытывают, вращая её от вспомогательного привода в течение 2 ч. и от главного редуктора в течение 8 ч.
Пуск печи и контроль в течение обкатки осуществляют в той же последовательности, что и перед футеровкой. Результаты холостого испытания оформляются актом. При удовлетворительных результатах холостого испытания внутри печи монтируют цепную завесу, и печь сдают в эксплуатацию.
Комплексное испытание вращающихся печей под нагрузкой в горячем состоянии проводят после окончания всех монтажных работ в течение 72 ч непрерывной работы. После подписания акта комплексного испытания печь считается сданной в эксплуатацию.
Работы, выполняемые в период освоения проектной мощности после приемки государственной приемочной комиссией объекта в эксплуатацию, не входят в комплекс пусконаладочных работ и осуществляются заказчиком в порядке, установленном соответствующими министерствами и ведомствами РФ.
В период комплексного опробования выполняют проверку, регулировку и обеспечение совместной взаимосвязанной работы оборудования в предусмотренном проектом технологическом процессе на холостом ходу с последующим переводом оборудования на работу под нагрузкой и выводом на устойчивый проектный технологический режим, обеспечивающий выпуск первой партии продукции с объеме, установленном на начальный период освоения проектной мощности объекта, в соответствии с «Нормами продолжительности освоения проектных мощностей приводимых в действие промышленных предприятий, объектов", утвержденными Госпланом СССР.
До начала комплексного опробования оборудования должны быть задействованы автоматизированные и другие средства противоаварийной и противопожарной защиты.
1.3.5 Сдача барабанной печи в эксплуатацию
После завершения всех строительно-монтажных работ производители работ готовят объект к сдаче заказчику. Оборудование должно вводиться в эксплуатацию опробованным и в состоянии полной готовности к нормальной работе. Перед сдачей оборудование подвергают испытанию в холостую: емкости и аппараты спрессовывают, машины и механизмы проверяют сначала на холостом ходу, затем под нагрузкой. Режим испытания (давление, продолжительность, нагрузка), а также способы выявления дефектов и их устранения для каждого вида оборудования указаны в паспортах или в рабочих чертежах и технологических картах.
После исправления замеченных дефектов в присутствии заказчика производится контрольное испытание и составляется акт о сдаче по утвержденной форме, свидетельствующий о готовности оборудования к комплексному опробованию. Комплексное опробование объекта производит заказчик. Подрядчики устраняют отдельные недостатки, замеченные как при этом опробовании так и в период вывода объекта на нормальный эксплуатационный режим
Оборудование, подведомственное Госгортехнадзору (аппараты, работающие под избыточным давлением более 0,07 МПа, краны, лифты и т. д.), разрешается вводить в эксплуатацию только после регистрации его в органах Госгортехнадзора.
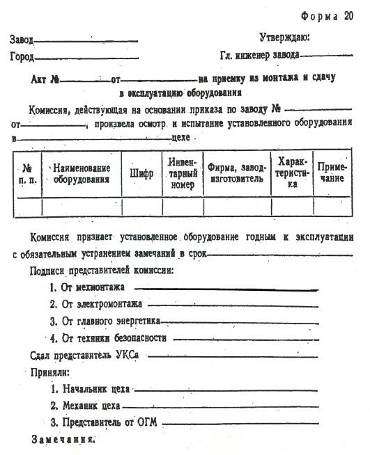
Рис. 21 Акт приёмки из монтажа и сдачи в эксплуатацию оборудования
1.4 Разработка необходимых монтажных приспособлений
Стропы из стальных канатов применяются для соединения монтажных полиспастов с подъёмно-транспортными средствами, якорями и строительными конструкциями, а также для сборки поднимаемого или перемещаемого оборудования и конструкций с подъёмно-транспортными механизмами.
В практике монтажа используют следующие типы канатных стропов: обычные, к которым относятся универсальные и одно-, двух-, трёх – и четырёхветвевые, закрепляемые на поднимаемой оборудованием обвязкой или инвентарными захватами, а также витые и полотенчатые.
Для строповки тяжелого оборудования преимущественно используется инвентарные витые стропы, выполняемые в виде замкнутой петли путём последовательной параллельной плотной укладки перевитых между собой витков каната вокруг начального центрального витка. Эти стропы имеют ряд преимуществ: равномерность распределения нагрузки на все витки, сокращение расхода каната, меньшая трудоёмкость строповки.
Полотенчатые стропы выполняют также в виде замкнутой петли из плотно укладываемых витков каната, располагая их однослойно на захватное устройство и элемент поднимаемого оборудования. Это обеспечивает равномерное натяжение отдельных ветвей стропа. Концы каната закрепляются петлёй с помощью сжимов.
Способ изготовления и использования витых и полотенчатых стропов описан в отраслевом стандарте ОСТ 36-73-82 Минмонтажспецстроя СССР. Витой строп, допущенный к эксплуатации, снабжается металлической бирхой с указанием основных технических данных.
При ручной строповке грузов применяют съёмные инвентарные гибкие ГУ, соответствующие ОСТ 24.090.50-79, ОСТ 24.090.48-79 предусматривает выпуск канатых грузовых стропов типа 1СК, 2СК, 3 СК и 4 СК и аналогичных стропов типа 1 СЦ, 2 СЦ, 3 СЦ и 4 СЦ с различными концевыми звеньями и коушами в петлях, а также универсальных канатах с увеличенными петлями без коушей — УСК1, замкнутых кольцевых УСК2 и замкнутых цепных УСЦ. Четырёхветвевой строп иногда называют «пауком». Грузоподъёмность стропов: 1СК (1СЦ) – 0,32…20г., 4СК (4СЦ) – 0,63…32т., УСК1 и УСК2 — 0,32…32т., УСЦ – 0,4…25т. Грузоподъёмность многоветвевых стропов общего назначения указывают при угле между ветвями л/2 рад. Стропы типа СК длиной 0,9…20.5м. и УСК – длиной 1…30м. изготавливают из целых кусков стального каната диаметром 6,3…66,5мм. С выполнением концевых креплений обжимной втулкой. Сращивание кусков каната даже одного диаметра и ГОСТ категорически запрещено.
Многоветвевые стропы комплектуют из стропов 1СК и нормализованных концевых звеньев. Они предназначены для подъёма грузов на несколько точек. Пример обозначения универсального канатного стропа исполнения I грузоподъёмностью 16т. И длиной 18000мм. – строп УСК1-16/18000 ОСТ 24.090.48-79. Обозначение стропов типа СК (СЦ) отличается добавлением указания типа концевых звеньев.
Траверсы представляют собой жёсткие грузозахватные приспособления, предназначенные для подъёма крупногабаритного и длинномерного оборудования и конструкций при необходимости строповки их за несколько точек. Они изготавливаются сплошного сечения в виде одиночных двутавров, швеллеров или
стальных труб различных размеров, а также сквозного сечения, состоящего из парных двутавров или швеллеров, соединённых стальными пластинами, или из стальных труб, усиленных элементами жёсткости.
В практике монтажа оборудования применяются траверсы двух типов –работающие на изгиб и на сжатие. Первые конструктивно более тяжелы, но обладают значительно меньшими высотными габаритами, что имеет существенное значение при подъёме оборудования в помещениях с ограниченной высотой, а также при недостаточных высотах подъёма крюка грузоподъёмного механизма. При подъёме оборудования несколькими кранами разной грузоподъёмности применяются разноплечие уравновешивающие или балансирные траверсы.
Масса траверсы составляет весьма незначительную долю от массы поднимаемого груза, поэтому в практических расчетах изгибающим моментом в траверсе и прогибом от её собственной массы можно принебречь.
Для крепления ГУ в балке траверсы сверлят отверстие или вваривают проушины, размещаемые попарно для строповки различных грузов длиной L1…L3. Решётчатая траверса состоит из фермы, подвески для крепления к ГПМ, инвентарных ГУ с полуавтоматическими захватами.
Помимо обычных стропов траверсы комплектуют специализированными ГУ, Так строповочный канат может огибать блоки, расположенные на траверсе. Такие травесы применяют для строповки грузов, у которых точки захвата расположены в разных уровнях. Также применяют балочные траверсы с коромыслом и для одновременной строповки нескольких пространственных элементов конструкций, унифицированные траверсы для подъёма различных строительных конструкций и др. При производстве СМР широко применяют специальные траверсы, например для подъема цилиндрических царг, профильного настила и пр. Траверса для подъёма цилиндрических царг состоит из трёхлучевой балки, по концам лучей которой выполнены отверстия для крепления проушин стропов для подвески к ГПМ. Винтовые стяжки служат для регулировки угла между лучами, а инвентарные ГУ крепят за монтажные петли на царге.
Полиспаст — грузоподъемное устройство, представляющее собой систему подвижных и неподвижных блоков, огибаемых единым гибким органом (канатом, цепью). Блок – сборочная единица грузоподъемных машин в форме диска с желобом на поверхности окружности шкива под канат (цепь). Применяют в машинах и механизмах для изменения направления движения гибкого органа (действия силы).
Полиспасты применяют для подъема и перемещения грузов совместно с монтажными лебедками как самостоятельные устройства (такелажные средства) или в качестве сборочных единиц механизмов ГПМ. Так как вес поднимаемого полиспастом груза воспринимают одновременно несколько ветвей каната, Необходимо прикладывать пропорционально меньшее усилие, за счет чего получается выигрыш в силе.
1.5 Техника безопасности и противопожарные мероприятия при выполнении монтажных работ
1. Монтажная организация обязана к началу работ обеспечить доставку на площадку средств монтажа. Проектом учитывается право монтажной организации использовать по заявкам автотранспорт генподрядчика.
2. При работах по монтажу печи должны выполняться требования главы «Техника безопасности в строительстве. СниП 12-03-2001».
3. Все решения по технике безопасности, принятые настоящим проектом при расчете такелажа, выборе грузоподъемности кранов, расчёте осей центра тяжести блоков, по строительной готовности объекта к монтажу и устройству сборочных площадок должны быть, безусловно, выполнены.
4. Наружное освещение монтажной площадки должно соответствовать требованиям СН81-60.
5. Необходимо систематически проводить обучение, инструктаж и проверку знании техники безопасности рабочих и ИГР, занятых на монтаже.
6. Подъём и укладку на опоры всех четырнадцати монтажных блоков корпуса печи следует производить в присутствии начальника монтажного участка или старшего Производителя работ.
7. При сварке внутренних стыков корпуса печи необходимо выполнять все Требования техники безопасности к сварке внутри сосудов.
Эксплуатация грузоподъёмных кранов и такелажных средств должна производиться в соответствии с требованиями правил Госгортехнадзора.
Вес работы по монтажу аппарата выполняют в строгом соответствии с проектом производства работ или технологической картой на монтаж, специально разработанной для данных конкретных условий с учетом техники безопасности.
Опасную зону на территории строительства обозначают красными флажками.
Для защиты от повреждения штуцеров, люков и других устройств на поверхности аппарата кантовку производят по шпалам, постепенно перекладываемым по ходу перемещения аппарата. На опоры аппарат устанавливают при помощи стреловых кранов или кранов трубоукладчиков.
С целью предохранения корпуса аппарата от местного смятия под стропом при строповке за корпус подъёмные стропы рассредоточивают по поверхности аппарата или подкладывают под них бруски.
Во избежание соскальзывания стропов строповку осуществляют за люком – лазом, технологическими штуцерами, кольцами жесткости или за кронштейнами обслуживающих площадок.
Из соображений безопасности время пребывания аппарата в подвешенном состоянии максимально сокращают. Поэтому опоры подготавливают заблаговременно и располагают рядом с аппаратом по оси их устойчивости таким образом, чтобы их можно было немедленно подтянуть на своё место, как только просвет между землёй и поднимаемым аппаратом достигнет необходимой величины. Опоры устанавливают с учетом равномерного распределения на них веса аппарата. В начале подъёма аппарат удерживают за опорную часть оттяжкой для предохранения от горизонтального перемещения, которое может вызвать опрокидывание опоры.
Нельзя убирать ставшие ненужными такелажные средства, не ожидая окончания подъема, так как при этом люди могут оказаться в опасной зоне под поднятом грузом. Полиспаст подтягивание от аппарата отвязывают после окончания его работы, то есть при таком положении аппарата, когда его приходится не подтягивать, а удерживать оттяжкой ОТ перемещения в сторону фундамента.
После подъёма аппарата в вертикальное положение его опускают на фундамент и выверяют. Отклонения образующей от вертикалей не должно превышать 0,1-0,3% высоты аппарата и не должно быть более 15-35 мм в зависимости от устройства н назначения аппарата. После окончания выверки каждый фундаментный болт затягивают двумя гайками.
Стреловые самоходные краны должны быть обеспечены: съёмными грузозахватными приспособлениями; прибором, включающим звуковой или световой сигнал оповещения о приближении стрелы крана к находящимся под напряжением проводам электрической сети или линии электропередачи; комплектами инвентарных подстилающих устройств – щитов, плит.
Горючее и легко воспламеняющиеся жидкости, а также смазочные материалы хранят в специальных складах с соблюдением специальных правил пожарной безопасности. Запрещается хранить легко воспламеняющиеся жидкости в открытой таре; тушить пожар, возникший на складе, водой; разливать бензин в вёдра и применять сифонные шланги с отсасыванием воздуха ртом.
Осмотр и устранения дефектов или неисправностей оборудования допускается только после его полной остановки.
К выполнению монтажных работ на строительной площадке допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и обучение. При монтаже оборудования необходимо строго соблюдать требования СниП «Техника безопасности в строительстве »
1.6 Мероприятия по защите окружающей среды при выполнении монтажных работ
Нежелательно воздействие на окружающую среду химических, нефтехимических, металлургических, целлюлозно-бумажных и других предприятий.
Радикальное оздоровление должно идти по прогрессивному пути уменьшения загрязнения окружающей среды в результате промышленного воздействия, за счёт применения безотходной технологии производства. В этом случае различные отходы, в том числе загрязняющие воздух и воду, почти полностью исключены или могут быть утилизированы в других технологических процессах данного или близких отраслях промышленного производства.
Уменьшение загрязнения от установок, вырабатывающих теплоту, достигается использованием топлива с выделением продуктов сгорания при работе систем отопления, горячего водоснабжения и вентиляции зданий и сооружений. Сюда следует отнести, прежде всего, использование природного газа, при сжигании которого не образуются золы и сажи. Одно из главных направлений уменьшения загрязнения воздушной среды — отказ от малых отопительных установок за счёт использования централизованных. Необходимо принимать меры по совершенствованию производства, замене токсичных веществ нетоксичными (малотоксичными), утилизации вредных выбросе» для других технологических процессов, а также герметизации или провидению технологических процессов в вакууме. Используют эффективные аппараты для улавливания пыли, золы и очистки домовых газов. В ряде случаев отведения загрязнителей на большую высоту достигается посредством устройства труб, которые могут достигать высоты 350 м. и более.
2 РАСЧЁТНАЯ ЧАСТЬ
2.1 Расчёт и выбор необходимых грузоподъёмных механизмов
2.1.1 Расчет монтажной части
G>0>=G>1> + G>2> + G>3>
где: G>1> , G>2> - масса обечаек G>3> — масса бандажа
G>0 >=24,5+20,4+44,4=89,3 т
Подъём осуществляет козловой кран двумя подъёмными механизмами т.к. установить укрупнённую единицу нужно в наклонном положении.
2.1.2 Находим необходимую высоту подъёма крюков крана (м)
h>K> =h>ф> +h>з>+h>0>+h>с>
где: h>ф> - высота фундамента
h>з> - запас высоты оборудования над фундаментом
h>0 >- высота оборудования от основания до места строповки
h>с> - высота стропа
h>ф> =10,2 м±з=0,5м; h>0>=6 м(по 0 бандажа); h>с> =l м; ролики-3,5
h>K> =10,2+0,5+6+1+3,5=17,9 м
Для реализации h>K> 17,9 м. и G>0>=89,3 т. подбираем кран К-100У
Показатель..........................................................К-100У
Грузоподъемность, т.
Главного подъёма...........,.................................100
Вспомогательного подъема.............................10
Полет, м.............................................................32
Высота подъема крюка, м
Главного подъема.............................................30 и 18
Вспомогательного подъема………………….24 и 16.5
Скорость, м/мин:
Главного подъема.............................................4,0
Вспомогательного подъема……….................7,8
Передвижение грузовой тележки....................—
Передвижение крана........................................34,2
Установленная мощность, КВт.......................—
Масса, т.............................................................168
2.1.3 Подсчитываем действующую нагрузку действующую на траверсу.
Р=10 G >0>К>п> К>д>
где: К>п >- коэффициент перегрузки, равный 1,1; учитывает возможное отклонение фактической нагрузки в неблагоприятную сторону от нормативного значения в результате изменчивости нагрузки, отступлений от норм эксплуатации, а
также вследствие неточного определения массы и расположения центра массы поднимаемого оборудования;
К>д>- коэффициент динамичности; учитывает повышение нагрузки на такелажные элементы, связанное с изменением скорости подъема или опускания груза и неравномерным сопротивлением трения при перемещении оборудования (коэффициент в среднем может быть равным 1,1)
Р=10Ч89,3Ч1,1Ч1,1=1080,53 кН
Определяем изгибающий момент в траверсе
М=РЧа/2
где: а - длина плеча траверсы, см
М=1080,53Ч 160/2=86442 кНЧсм
2.1.5 Вычисляем требуемый момент сопротивления поперечного сечения траверсы:
W>тр=>M/(mЧ0,1ЧR)
где: m - коэффициент условий работы (см. приложение XIV)
R - расчетное сопротивление при изгибе, МПа (см. приложение ХШ для прокатной стали)
W>тр=>86442/(0,85Ч0,1Ч210)=4842,7 см3
2.2 Расчёт и выбор необходимых такелажных средств
2.2.1 На основании расчета выбираем по таблице 2 конструкцию балки траверсы сквозного сечения, состоящую из двух двутавров, соединённых стальными пластинами на сварке
Схема сечения сквозной балки или стержня
|
Схема сечения сквозной балки или стержня
|
Главные оси |
||||
|
X-X |
Y-Y |
||||
|
I>x>, см4 |
W>x>, см3 |
r>x>, см |
I>y>, см4 |
W>y>, см3 |
r>y>, см |
|
>д> 2 I>x> |
>д> 2 W>x> |
>д> √ I>x >/2F |
>д>> >>д> 2[I>x>> >+2F(b/2)2 |
>д> 2 W>y> |
>д> √ I>y >/2F |
2.2.2 Подобрав по таблице ГОСТа (приложение П) два двутавра №60 с W>x>=2560,0 см3 определяем момент сопротивления сечения траверсы в целом
W>x>=2W>x>=2Ч2560,0=5120>W>т>>p>=4842,7см3
Что удовлетворяет условию прочности расчетного сечения траверсы.
Расчёт витого стропа
Укрупнённую единицу поднимают с помощью двух витых стропов под наклоном 45 по вертикали.
Усилие действующее на стропы:
G =Go/2cos a
где: Go - масса укрупнённой единицы
a - угол отклонения от вертикали
G =89,3/2Ч0,707=63,15 т.
2.2.3 Определяем натяжение (кН) в одном канатном витке стропа
S=P/(mЧnЧcosa)
где: Р - усилие, приложенное к стропу, кН;
m - количество ветвей стропа (для витого стропа m =2);
n - число канатных витков в сечении одной ветви стропа (обычно n =7,19 или 37 витков);
a - угол между ветвью стропа и усилия Р (рекомендуется a<30) a =20
S=89,3/(2Ч7Ч0,94)=48 кН
2.2.4 Находим разрывное усилие в одном канатном витке:
R>к>> >=SЧк>з>
где: к>з> - коэффициент запаса прочности (приложение XI)
R>к> =48Ч5=240 кН
По таблице ГОСТа (приложение I) подбираем стальной канат типа ЛК-РО конструкции 6 Ч 36(1+7+7/7+14)Н о.с(ГОСТ 7668-80) с характеристиками:
Временное сопротивление разрыву, МПа………………….1764
Разрывное усилие, кН..............................................................258,5
Диаметр каната, мм..................................................................22,0
Масса 1000 м каната, кг..........................................................1830
2.2.5 Находим расчетный диаметр поперечного сечения ветви стропа:
dc=3d
где: d - диаметр каната для витков стропа
dc=3Ч22=66 мм
2.2.6 Подсчитываем минимальный диаметр захватного устройства:
где: К>с> - коэффициент соотношения захватного устройства и поперечного сечения ветви стропа; минимальная величина его составит: для захватывающего устройства цилиндрической формы К>с> >4
D>с>=4Ч6=264 мм.
2.2.7 В нашем случае диаметр обечайки 4,5 м. Рассчитываем длину каната:
L>к>=mx(πd/2+πR+2(hc+d/2))
L>к> =7Ч(3,14Ч4,5/2+3,14Ч0,15+2(1+4,5/2))=98,252м.
2.3 Расчёт технологической части
2.3.1Режим автоматической сварки рассчитывается на основании опыта сварки корпусов печей Белгородского цементного завода и проверенного на практике режима:
Ток (I>св>)...................................................................800 а
Напряжение на дуге (U)........................................40 в
Скорость сварки (V>св>)
(сменные шестерни z>а >=16, z>в>=37).........................19,5 м/ч или 0,54 см/сек
Скорость подачи электродной проволоки
(V>эл>) (Z>а>,=20>в> z>в>=33)......................................................87,5 м/ч
Глубина проплавления (h) определяется по формуле:
h>n>=0,0156 √(q/x (v>c>>в>,Ψ)) см
где: q - количество тепла, которое вводится дугой в шов;
q=0,24ЧI>св>ЧU>м>Чη кал/сек;
где: η-коэффициент использования тепла дуги для сварки под флюсом, равный 0,8 (Л.5, стр. 142):
q= 0,24Ч800Ч40Ч0,8=6144 кал/сек
где: h>n>-коэффициент формы шва, зависит от I>св> и U>д> и определяется по графику Ψ =3,7 (Л.5, стр. 269);
h>п>=0,0156 √(6144/Ч (0,54Ч3,7))=0,86 см=8,6 мм.
2.3.2 Принятый режим сварки обеспечивает получение качественного шва при достаточной глубине провара, однако до начала сварки печи рекомендуется сварить пробные пластины. Сечение наплавленного металла за один проход составит:
F>н>= F>э>Ч(V>э >/V>св >)=(87,5/19,5)=88 мм2.
При сварке стыков листов толщиной 36 мм сечение наплавленного металла с внешней стороны составляет 406 мм , с внутренней - 84 мм , что достигается за 5+1 проход. Аналогичным расчетом для стыков листов толщиной 24 мм получается 3+1, а для стыка толщиной 60 мм подбандажной и подвенцовой обечаек 13+1 проход.
По сечению наплавленного металла в длине кольцевого шва определяется расход
сварочной проволоки. Расход флюса при принятом режиме и одном проходе составляет 700 г/м.
Результаты расчетов сводятся в таблицу режимов сварки (см. рис. 21, А).
Расход электроэнергии на монтажную сварку стыков печи рассчитывается по наплавленному металлу. Вес наплавленного металла одного ручного подварочного шва -2,8 кг количество швов -33. Вес всего наплавленного металла -93 кг. Вес наплавленного металла одного автоматного шва толщиной 24 мм - 28 кг; 36 мм -57,5 кг; 60 мм - 136 кг, всего наплавленного металла
28Ч21+57,5Ч11 + 136Ч1=1357 кг
Удельный расход электроэнергии на ручную электродуговую сварку постоянным током принимаем (по табл. 7) равным 8 (квтЧч)/кг, а на автоматическую сварку под слоем флюса постоянным током - 7 (квтЧч)/кг.
Общий расход электроэнергии равен:
8Ч93+7Ч1357= 10 250 квтЧч
2.3.3 Вращение блоков при сварке производится с помощью электрической лебедки конструкции Главстроймеханизации (Л.7, стр. 58):
Тяговое усилие в тс...................................................2,5
Диаметр каната мм....................................................17,5
Скорость навивки (минимальная) в м/мин.............8,25
Размер барабана мм..................................................298Ч730
Передаточное число привода...................................169
Мощность электродвигателя в квт..........................7,25
Число оборотов в минуту.........................................1450
Вес в кг.......................................................................1200
Для обеспечения навивки каната со скоростью сварки (19,5 м/ч) применяется схема привода лебёдки.
2.3.4 При автоматической сварке монтажных стыков используется вспомогательный привод, вращающий печь со скоростью 4 об/ч через клиноременную передачу с передаточным числом
i=(πЧdЧn)/ V>св> =(3,14Ч4,5Ч4)/19,5=3
Сварка наружных швов производится с металлического мостика шириной 2 м, длиной 5 м. Мостик перемещается и поддерживается козловым краном КМК-120.
2.3.5 Техническая приемка каждого подготовленного к сварке стыка печи выполняется мастером по сварке, который обязан ставить на нем свое клеймо. Перед сварной кромки и прилегающую полосу шириной 25-30 мм следует высушить и очистить от загрязнений. Шов, выполненный ручной сваркой, нужно зачистить до металлического блеска. После каждого прохода поверхность автоматических швов должна быть очищена от шлака. Место сварки рекомендуется защитить от атмосферных осадков; электроды, сварочную проволоку и флюс принимать по сертификатам.
Стыки, спаренные в аналогичных условиях, должны обладать механическими свойствами не ниже нижнего предела основного металла. Сварные швы протяженностью в 5% от их общей длины нужно подвергнуть радиографированию.
2.3.6 После выполнения сварочных работ производится окончательная проверка прямолинейности корпуса печи, а затем совместно с заказчиком составляется формуляр.
Литература
СНиП 3.05.05-84 «Технологическое оборудование и технические трубопроводы».
СНиП 12-03-2001 «Безопасность труда в строительстве».
Матвеев В. В, и др. «Примеры расчета такелажной оснастки»
Маршев В. 3. и др. «Монтаж машин и аппаратов универсального применения» М., Стройиздат 1987 г.
М. И. Гальперин и др. «Монтаж технологического оборудования нефтеперерабатывающих заводов» М., Стройиздат 1982 г.
«Справочник строителя. Подъем и перемещение грузов» 3. Б. Харас и др. - М., Стройиздат 1987 г.
Ю. К. Молоканов, 3. Б. Харас «Монтаж аппаратов и оборудования для нефтяной и газовой промышленности» М.. Недра, 1982 г.
К. М. Гайдамак «Монтаж оборудования общего назначения и технологических трубопроводов» М., Высшая школа 1987 г.
«Справочник строителя. Монтаж технологического оборудования». Под редакцией к.т.н. В. 3. Маршева - М., Стройиздат, 1983 г.