Электрохимические методы обработки. Ультразвуковая обработка
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра ЭТТ
РЕФЕРАТ
На тему:
"Электрохимические методы обработки. Ультразвуковая обработка"
МИНСК, 2008
Общая характеристика электрохимических методов обработки
Электрохимические методы обработки основаны на законах анодного растворения при электролизе. При прохождении постоянного электрического тока через электролит на поверхности заготовки, включенной в электрическую цепь и являющуюся анодом, происходят химические реакции и поверхностный слой металла превращается в химическое соединение.
Электрохимическое растворение металлов включает в себя две основные группы процессов: принудительное растворение за счет внешнего тока (анодное растворение) и самопроизвольное растворение в результате химического взаимодействия с окружающей средой (коррозионное разрушение).
На аноде происходят следующие реакции:
здесь n – валентность металла.
Как видно из реакций, ионизация металла протекает в присутствии иона гидроксила, которые каталитически ускоряют анодный процесс и образуют растворимые в воде соединения.
Кроме водорастворимых веществ, при электрохимическом разрушении образуются пленки нерастворимых слабопроводящих окислов металлов в результате выделения на аноде атомарного кислорода. Образование окисной пленки на поверхности металла ведет к замещению анодного растворения или к полному его прекращению.
Продукты электролиза переходят в раствор или удаляются механическим способом.
Производительность процессов электрохимической обработки зависит в основном от электрохимических свойств электролита, обрабатываемого токопроводящего материала и плотности тока.
Наиболее широко используются следующие виды обработки:
– электрохимическое полирование;
– электрохимическая размерная обработка;
– электроабразивная и электроалмазная обработка;
Электрохимическое полирование
Электрохимическое полирование выполняют в ванне, заполненной электролитом. В зависимости от обрабатываемого материала электролитом служат растворы кислот или щелочей. Обрабатываемую заготовку подключают к аноду. Электродом-катодом служит металлическая пластина из свинца, меди или стали. Для большей интенсивности процесса электролит подогревают до температуры 40–80º С.
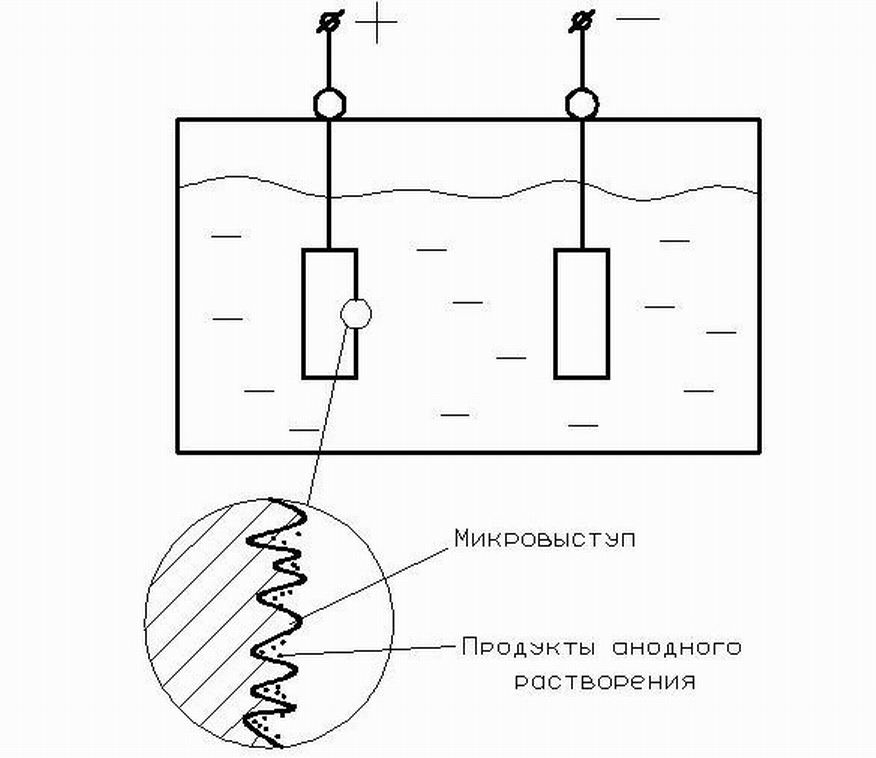
Рис.1. Электрохимическое полирование.
При подаче напряжения на электроды начинается процесс растворения материала заготовки-анода. Растворение происходит главным образом на выступах микронеровностей поверхности вследствие более высокой плотности тока на их вершинах. Кроме того, впадины между микронеровностями заполняются продуктами растворения: оксидами или солями, имеющими пониженную проводимость. В результате избирательного растворения, т.е. большей скорости растворения выступов, микронеровности сглаживаются и обрабатываемая поверхность приобретает металлический блеск. Электрополирование улучшает электрофизические характеристики деталей, так как уменьшается глубина микротрещин, поверхностный слой обрабатываемых поверхностей не деформируется, исключаются упрочнение и термические изменения структуры, повышается коррозионная стойкость.
Электрополирование позволяет одновременно обрабатывать партию заготовок по всей их поверхности. Этим методом получают поверхности деталей под гальванические покрытия, доводят рабочие поверхности режущего инструмента, изготавливают тонкие ленты и фольги, очищают и декоративно отделывают детали.
Электрохимическая размерная обработка
Ее выполняют в струе электролита, прокачиваемого под давлением через межэлектродный промежуток, образуемый обрабатываемой заготовкой-анодом и инструментом-катодом.
Струя электролита непрерывно подается в межэлектродный промежуток, растворяет образующийся на заготовке-аноде соли и удаляет их из зоны обработки. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование поверхности происходит по методу отражения (копирования), при котором отсутствует износ инструмента, так как им является струя электролита.
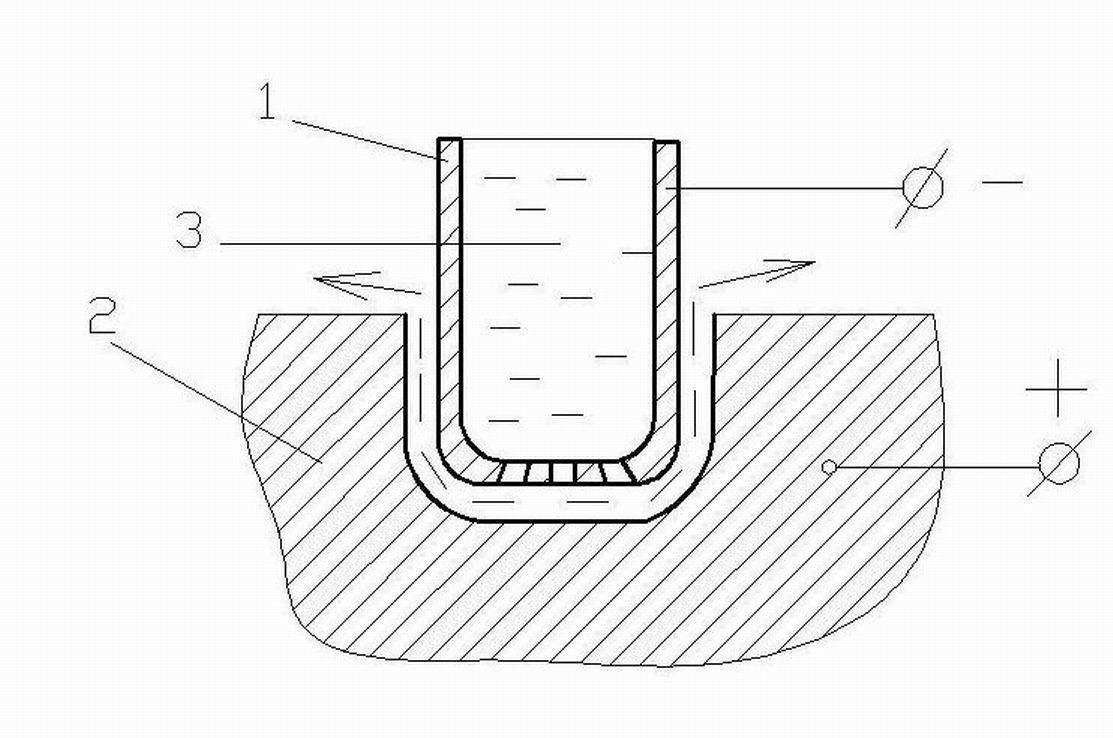
Рис.2. Электрохимическая размерная обработка.
Этим способом обрабатывают заготовки из высокопрочных сплавов, карбидных и труднообрабатываемых металлов.
Для размерной электрохимической обработки используют нейтральные электролиты, такие как растворы солей NaCl, NaNO3, Na2SO4.
Электроабразивная и электроалмазная обработка
При электроабразивной и электроалмазной обработке инструментом-электродом служит шлифовальный круг, выполненный из абразивного материала на электропроводящей связке. Между анодом-заготовкой и катодоашлифовальным кругом имеется межэлектродный зазор, образованный зернами, выступающими из связки. В зазор подается электролит. Продукты анодного растворения материала заготовки удаляются абразивными зернами. Шлифовальный круг имеет вращательное движение, а заготовка – движение подачи.
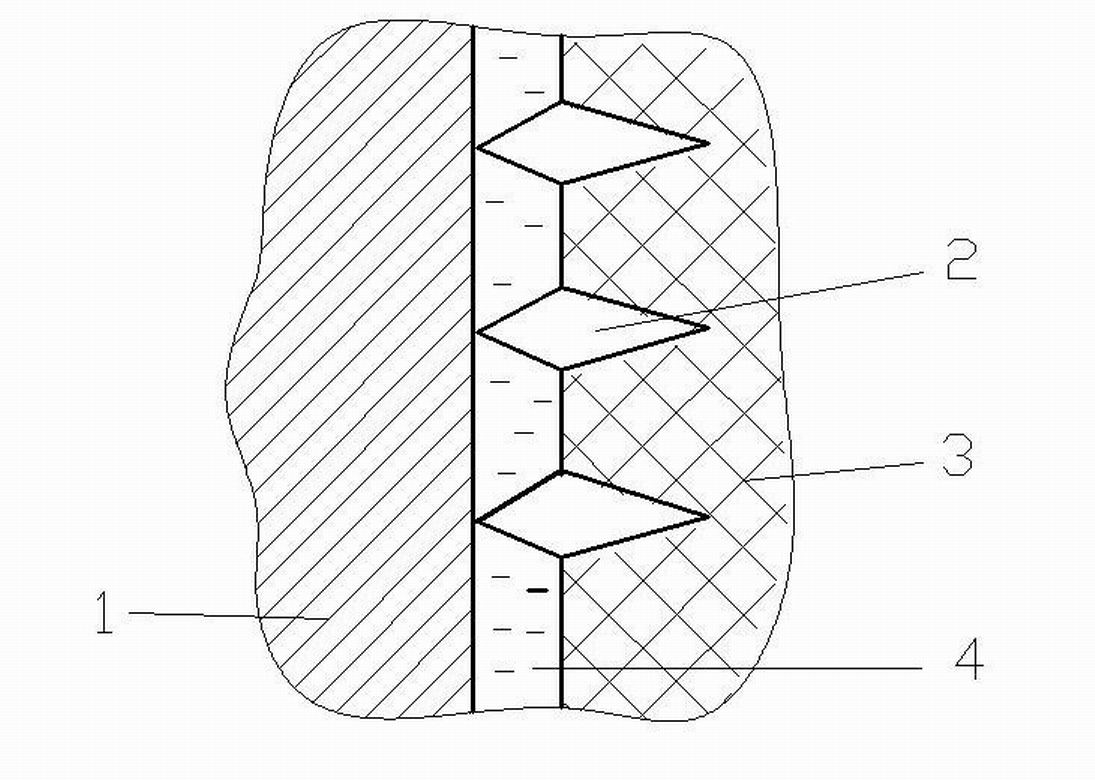
Рис.3. Электроабразивная обработка: 1 – заготовка; 2 – абразивные зерна; 3 – связка шлифовального круга; 4 – электролит
При электроабразивной обработке 85–90% припуска удаляется за счет анодного растворения и 10–15% за счет механического воздействия.
Ультразвуковая обработка. Размерная УЗО деталей
Размерная ультразвуковая обработка материалов является разновидностью механической обработки. Основана на разрушении обрабатываемого материала абразивными зернами или изменении формы материала под ударами инструмента, колеблющегося с ультразвуковой частотой. Источниками энергии служат генераторы тока с частотой 16–30 кГц.
Инструмент получает колебания от ультразвукового преобразователя с сердечника из магнитострикционного материала (никеля, феррита и др.).
Амплитуда колебания сердечника составляет 2–10 мкм. Для увеличения амплитуды колебания на сердечнике закрепляют резонансный волновод, на выходе которого колебания уже имеют амплитуду 10–60 мкм.
На волноводе закрепляют рабочий инструмент – пуансон. Под пуансоном устанавливают заготовку и в зону обработки поливом или под давлением подают абразивную суспензию, состоящую из воды и абразивного материала.
Разрушение материала происходит только за счет прямого удара инструмента по зерну абразива, лежащему на поверхности материала. Передача движения торцом инструмента свободной частице абразива и удар ее по поверхности материала не вызывает разрушения. Кавитация также не разрушает материал и не передает энергию абразиву. Размеры откалываемых частиц меньше зерен абразива. Может также образовываться трещина в материале, после чего она расширяется и выкрашивается. Инструмент при УЗО изнашивается за счет вдавливания зерен абразива в его поверхность и выкрашивания его торцов.
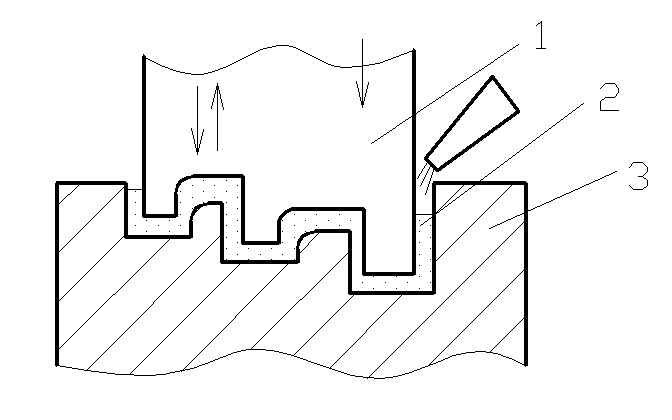
Рис.4. Ультразвуковая обработка: 1 – инструмент; 2 – деталь; 3 – абразивная суспензия.
В качестве абразива используется карбид бора (бороуглерод), электрокорунд. Концентрация в суспензии 20–100 тысяч зерен/см3. размер зерен 60–200 мкм, абразив является режущим инструментом, поэтому должен обладать высокой твердостью. Весовое соотношение воды и абразива суспензии примерно равное.
Материал заготовки должен быть твердым, но хрупким. Лучше всего обрабатываются: стекло, керамика, полупроводниковые материалы, ферриты, твердые минералы, кварц. Хуже обрабатываются твердые металлы. Не поддаются обработке медь, свинец и др. пластичные металлы.
Оптимальная амплитуда колебаний инструмента связана со средним размером зерна абразива соотношением:
Аузк: dабр=0,6…0,8
При этом достигается максимальная производительность. Увеличение частоты приводит к увеличению производительности, так как увеличивается скорость движения инструмента.
Для проведения процесса УЗО требуется постоянное давление на инструмент с целью эффективной передачи импульсов силы абразивным зернам. Увеличение давления увеличивает производительность до некоторого экстремума, связанного с площадью обработки, амплитудой колебания, мощностью станка, размером зерен. Порядок величин статического давления при УЗО – 20–250 Н.
Технологические возможности размерной УЗО
1. Формирование деталей по сквозному контуру из листового материала с помощью полого инструмента.
2. Формообразование глухих полостей с помощью чистовой и черновой обработки для получения высокой точности и чистоты поверхности.
3. Ультразвуковое шлифование на универсальных шлифовальных станках с наложением УЗК на алмазный шлифовальный круг. Применение УЗК улучшает качество поверхности, устраняет прижеги, нагортовку поверхности.
4. Точение обычным лезвийным инструментом на токарных станках с наложением на резец продольных УЗ колебаний небольшой амплитуды. При этом улучшаются условия резания, уменьшается сила резания, улучшается качество поверхности. Можно увеличить подачу и глубину резания. Эти эффекты возникают благодаря уменьшению статического трения и появлению знакопеременной нагрузки в зоне резания. Усилия резания снижаются на 30%.
5. Удаление заусенцев, облом с мелких деталей осуществляется за счет действия кавитации и ударов абразивом в среде суспензии в присутствии УЗК. Процесс проводят в герметичных сосудах при создании избыточного статического давления 4–6 кПа и подводя УЗК к дну или стенкам сосуда. Эффективность процесса гораздо выше, чем применение вибраголтовки с низкой частотой вибрации.
6. Разрезание тонких листовых хрупких материалов непрофилированным инструментом (стальной проволокой). Выполняется при непрерывном перематывании проволоки. Наиболее эффективная схема обработки обеспечивает стабильный процесс при различных диаметрах проволоки ("ультразвуковой лобзик").
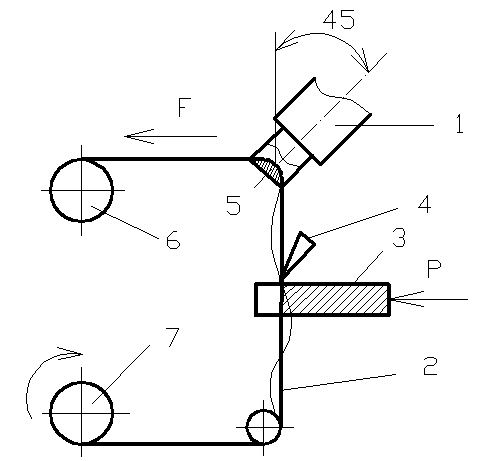
Рис.5. Ультразвуковая размерная обработка: 1 – концентратор; 2 – проволока; 3 – деталь; 4 суспензия; 5 – наконечник; 6,7 – катушки проволоки.
Применяют для вырезания деталей из очень тонких стекол, керамики, полупроводниковых пластин, когда обычное УЗК раскалывает материал. Обработка осуществляется за счет изгибных колебаний проволоки.
Ультразвуковая очистка деталей РЭС
Большое распространение в производстве ЭВА получила ультразвуковая очистка изделий от различного рода загрязнений.
Главными преимуществами ультразвуковой очистки по сравнению с другими методами удаления загрязнений являются:
1. Полная замена ручного труда
2. Высокое качество очистки
3. Исключение пожароопасных токсичных моющих средств
4. Эффективность очистки как крупно - и среднегабаритных деталей, так и микроминиатюрных изделий электронной техники.
Разрушение поверхностных загрязнений в жидкости, подвергается действию ультразвука, происходит благодаря кавитации и акустическим течениям. В жидкости как среде, обладающей упругостью, но не имеющей упругости формы, распространяются только продольные колебания. Жидкость хорошо работает па сжатие, но на полупериоде растяжения она разрывается в отдельных местах с образованием микроскопических газовых полостей - кавитационных каверн. На полупериоде сжатия происходит мгновенное захлопывание кавитационного пузырька, сопровождающееся процессом микроудара. Таким образом, кавитационные пузырьки при своем захлопывании за счет микроударов по поверхности детали или изделия производят разрушение загрязнения. Вызванные радиационным давлением, действующим от излучателя, акустические монотоки быстро уносят от изделия разрушенные кавитацией частички загрязнений.
Интенсивность кавитации, скорость и характер акустических течений, величина радиационного давления, амплитуда колебаний самой детали зависят от чистоты и интенсивности ультразвукового поля и физических свойств жидкости. Область наиболее развитой кавитации находится в диапазоне частот 18-35 кГц. Однако для существования устойчивого процесса кавитации и для фиксации местоположения изделий необходим резонансный режим работы ультразвуковой моечной ванны со стоячей волной. Такой режим возникает в ванне, столб жидкости в которой равен половине длины волны ультразвука в данной жидкости.
Вследствие невысокой механической прочности ряда миниатюрных изделий ЭВА режим кавитационной очистки исключают, применяя докавитационные режимы (акустические монотоки) или режимы с развитой кавитацией, но с обязательным размещением очищаемых изделий вне зоны кавитации.
Для очистки изделий ЭВА используются органические растворители (фреон 11З, трихлорэтилен этиловый спирт и др.) и их смеси. Эти растворители можно легко регенерировать они имеют высокое давление пара, что исключает возможность повреждения изделий вследствие действия микроударов кавитации. Кроме того, при очистке в органических растворителях не требуется защиты изделий от коррозии и облегчается их сушка после очистки.
Для удаления загрязнений, имеющих высокую кавитационную стойкость (окалина, полимеризовавшиеся эмали и красители), рекомендуется использовать водные щелочные или нейтральные растворы с добавкой поверхностно-активных веществ. В этих растворах при одинаковой акустической энергии формируется кавитационная область с более высокой эрозионной активностью, чем в органических растворителях. Кроме того, механическое разрушение пленки загрязнений в водных растворах протекает более эффективно.
Для проведения ультразвуковой очистки серийно выпускаются ванны (УЗВ-4, УЗВ-15М, УЗВ-16М и др.), которые снабжены магнитострикционными преобразователями. Дополнительные устройства для охлаждения моечных растворов (часть ультразвуковой энергии расходуется на нагрев) снижают пожароопасность при работе с токсичными составами, а вращение деталей во время обработки повышает качество и производительность процесса.
Продолжительность ультразвуковой очистки колеблется от нескольких секунд до 15 мин и зависит от химико-механических свойств загрязнений и их количества на единице площади очищаемой поверхности.
ЛИТЕРАТУРА
Технология производства ЭВМ / А.П. Достанко, М.И. Пикуль, А.А. Хмыль: Учеб. – Мн. Выш. Школа, 2004 – 347с.
Технология деталей радиоэлектронной аппаратуры. Учеб. пособие для ВУЗов / С.Е. Ушакова, В.С. Сергеев, А.В. Ключников, В.П. Привалов; Под ред. С.Е. Ушаковой. – М.: Радио и связь, 2002. – 256с.
Тявловский М.Д., Хмыль А.А., Станишевский В.К. Технология деталей и периферийных устройств ЭВА: Учеб. пособие для ВУЗов. Мн.: Выш. школа, 2001. – 256с.
Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред.А.М. Дольского. – М.: Машиностроение, 2005. – 448с.
Зайцев И.В. Технология электроаппаратостроения: Учеб. пособие для ВУЗов. – М.: Высш. Школа, 2002. – 215с.
Основы технологии важнейших отраслей промышленности: В 2 ч. Ч.1: Учеб. пособие для вузов / И.В. Ченцов, И.А.