Обработка стекла
РЕФЕРАТ
На тему
Обработка стекла
2009
Развитие физики в последнее время требует от физиков знания основных свойств стекла как материала и способов его обработки.
Мастера, изготовляющие стеклянные приборы и термометры, изучают в профессиональной школе все необходимые и наиболее важные приемы стеклодувного искусства. Некоторое дополнение к этому дает курс для юстировщиков аппаратов и термометров. В учебных планах предусмотрены разделы юстировки приборов для измерения емкостей и температуры, а также указано на необходимость знания систем единиц измерения. Специальные познания в таких областях, как, например, металлические впайки, техника высокого вакуума, можно приобрести только опытом и практикой. Не считаясь с очевидными трудностями, молодые физики и химики сами должны овладеть стеклодувным искусством, наблюдая за работой стеклодувов и практически упражняясь. Отсылая читателя к целому ряду пособий, в которых подробно изложена стеклодувная техника, следует упомянуть о некоторых наиболее важных стеклодувных приемах, которые встречаются в лабораторной практике.
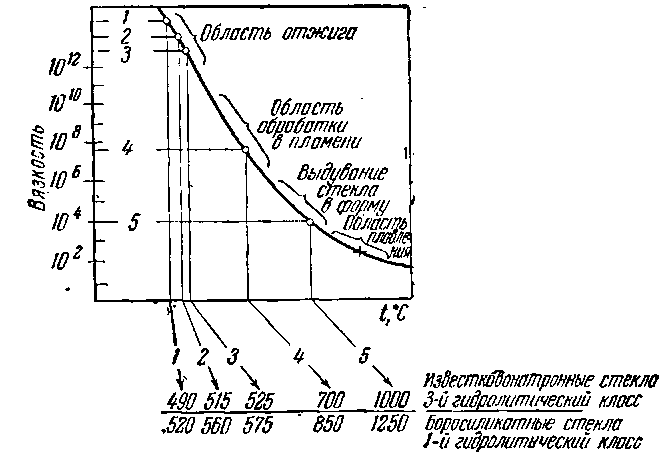
Рис. 1. Вязкость стекла.
На рис. показана кривая изменения вязкости обыкновенного стекла в процессе его нагревания при обработке. На графике отмечены в единицах вязкости основные области этого процесса. Нижняя температура снятия натяжений 1 соответствует температуре, при которой следы внутренних натяжений в стекле по истечении 15 часов становятся исчезающее малыми. При этой температуре вязкость стекла равна 1014 пуазов. За верхнюю температуру снятия натяжения 2 принимается температура, при которой напряжения в стекле почти полностью исчезают за 15 минут. По Лилье этой температуре соответствует вязкость 1014 пуазов. Точке превращения 3 соответствует вязкость 1013 пуазов. При температуре, соответствующей точке превращения, происходит большее или меньшее изменение электропроводности, теплового расширения и других физических свойств стекла.
В качестве полусырого продукта в большинстве случаев применяются стеклянные трубки, стеклянные палочки, а также изготовленные в стеклодувных мастерских полые детали.
В продаже имеются следующие типы трубок:
|
Диаметр, MM |
Толщина степки |
||
|
трубки для сгибания, MM |
цилиндрические трубки, MM |
пробирные трубки, MM |
|
|
4—15 14-25 24-35 34—50 50-100 |
0,75-1,25 1,00—1,50 1,40-2,20 2,00—3,00 |
0,40—0.75 0,70-1,0 1,00—1,50 1,50—2,00 2,00—3,00 |
0,40-0,60 0,50—0,75 0,75—1,00 |
Капиллярные трубки: наружный диаметр от 0,5 до 8 mm, для большей прочности делаются с толстыми стенками. Их толщина должна быть по крайней мере вдвое больше диаметра отверстия капилляра.
Водомерные трубки: диаметр от 10 до 30 мм, толщина стенок составляет V>8> диаметра; часто покрыты с одной стороны белой эмалью. В большинстве случаев из очень тугоплавких стекол.
Тонкостенные трубки: наружный диаметр <10 мм, толщина стенок-<0,4 мм.
Трубки первого и второго типа, а также стеклянные палочки можно изготовлять машинным способом. Обычные допуски на равномерность поперечного сечения и толщину стенок у машинотянутых труб меньше, чем при ручном вытягивании. Для диаметров труб, превышающих 60 мм, пользуются исключительно ручным методом вытягивания.
Основные сорта стекол, применяемые при машинном изготовлении стеклянных трубок:
1) не содержащие свинца, легкоплавкие стекла: LR- и AR-стекло Рур, нормальное стекло осрам, GW-стекло;
2) содержащие свинец стекла: М-стекло, Филипс-стекло, Р56;
3) тугоплавкие стекла: дурап-стекло, приборное стекло 20, разотерм 20, приборное стекло специального назначения, пирекс, пирекс специального типа, феникс, R-стекло.
Начинающим рекомендуется применять тугоплавкое стекло, в котором возникающие натяжения не так легко вызывают излом благодаря малому коэффициенту линейного расширения.
Набор основных и вспомогательных инструментов при стеклодувных работах очень невелик: для работ на стеклодувном столе пользуются пламенем настольной газовой горелки с дутьем, «лампы», а для работ на стационарных стеклянных установках служит переносная ручная горелка с регулируемым пламенем и дутьем.
В большинстве случаев можно довольствоваться настольной горелкой с регулируемым дутьем, какие обычно применяются в лабораториях для прокаливания или нагревания тиглей и т. п. Для того чтобы иметь возможность менян, длину и объем пламени, целесообразно применять насадки с отверстием различного диаметра.
В том случае, если нет газа, для дутья стекла можно пользоваться пропаном, получающимся как побочный продукт при синтезе бензина. Ранее встречавшиеся трудности, связанные со слишком малой скоростью сгорания, в настоящее время устранены благодаря целесообразной конструкции смесительной камеры с газовоздушной регулировкой. Пропан только при определенном соотношении с воздухом дает необходимую скорость горения, которая, во-первых, устраняет срыв пламени и, во-вторых, обеспечивает достаточно резкое острое пламя. Нововведенная смесительная камера обеспечивает наивыгоднейшие соотношения газа и воздуха для различной величины пламен.
Помимо ножа для резки стекла и точильного камня при нем, необходимы шаблоны — различной величины треугольники из листовой латуни на деревянных рукоятках; при работе, во избежание прилипания к вязкому стеклу, их следует время от времени покрывать воском. С помощью этих шаблонов производится отделка кромок, их отбортовка и придавливаемые, расширение концов труб. Кроме того, необходимо иметь стеклодувные пинцеты с надежными железными концами и термоизолированной ножкой; в крайнем случае можно ограничиться медицинским пинцетом длиною 20—30 см с округленными концами. С помощью пинцета можно удалять излишнее количество еще не затвердевшего стекла или зажимать отверстия; эти пинцеты служат также для сдавливания стеклянных палочек при запаивании небольших отверстий или для «сшивания» трещин. Для работ на стационарных стеклодувных аппаратах пинцет, наряду с ручной горелкой, является наиболее важным инструментом.
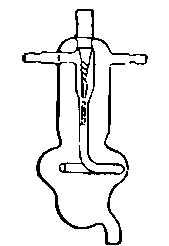
Стеклодувный стол и стул должны находиться в месте, свободном от сквозняков, и не на солнечном свету. Высота стола и стула должна быть такой, чтобы при работе можно было свободно опереть локти на стол. В том случае, если отсутствует обычный воздуходувный насос, можно использовать водоструйный насос. Хорошо зарекомендовал себя насос Фридрпхса — Алтингера, в котором водоструйный насос, имеющий на конце спиральную стеклянную трубку, впаян внутрь стеклянного сосуда с трубками вверху для выхода воздуха и внизу для отвода воды; благодаря центробежному ускорению, которое приобретает засасываемый воздух, этот насос имеет высокую производительность.
В простейших случаях можно довольствоваться водоструйным насосом, соединенным со склянкой Вульфа, как показано на рис. Вода здесь собирается на дне сосуда и выгоняет засасываемый насосом воздух через второй тубус вверх. Путем дросселирования стока воды и ограничения отбора воздуха давление внутри сосуда может быть поднято до желаемой величины. Надо иметь, однако, B виду, что при чрезмерном дросселировании и при большом расходе воздуха уровень воды поднимается слишком высоко, так что вода может попасть в трубку, отводящую воздух.
Если при обработке какой-либо детали необходимо предохранить ее от влаги, например от дыхания, то воздух можно осушить, пропуская его через осушитель с хлористым кальцием. Также можно подвесить к закрытой трубке резиновый мешок, который при надувании повышает давление в обрабатываемой детали.
Начинающему важно знать, что стеклянную трубку необходимо непрерывно вращать в пламени. При изменении режима дутья об этом вращении часто забывают, что может нанести вред уже начатой работе. Стеклянную трубку охватывают сверху пальцами левой руки так, чтобы она лежала на согнутом среднем и безымянном пальце; вращают ее с помощью большого и указательного пальцев.
Важно обеспечить по возможности равномерное вращение. Основы стеклодувного искусства лучше всего изучить, оттягивая кончики трубок. Если начинающему удается у 10-мм трубы оттянуть симметричный по форме, не очень резко суживающийся конусообразный конец, то начальные основы стеклодувного искусства можно считать освоенными. Далее, важно знать, что стеклянную трубку сначала надо прогреть на холодном, коптящем пламени, прежде чем подвергать ее действию полного пламени газовой горелки. Наиболее горячей частью пламени, как известно, является конец голубого конуса. Трескаются трубки в большинстве случаев вследствие слишком внезапного их нагревания. Вообще, можно сказать, что опасность растрескивания трубки уже миновала, если пламя окрасилось в желтоватый цвет испаряющимися щелочными ионами. Равномерное вращение весьма затруднено в том случае, если стеклянное тело имеет стенки неравномерной толщины или если оно отклоняется от прямолинейной формы. Но здесь может помочь только практика.
Особого обращения требует свинцовое стекло, которое нетрудно узнать по быстрому почернению краев при легком плавлении. Для обработки свинцового стекла необходимо сильно окисляющее пламя, т. е. пламя с избытком воздуха или добавлением кислорода. Свинцовые стекла легко соединяются с металлами и стеклами других сортов и поэтому часто применяются в качестве «переходных стекол».
Если в изделии имеются утолщения, они должны быть раздуты, так как неравномерные места на стенках приводят к возникновению напряжений, которые впоследствии являются причинами появления трещин и разломов. Для того чтобы возникающие напряжения по возможности сгладить еще в. процессе дутья, в особенности у толстостенных приборов, их необходимо после изготовления в течение нескольких минут охлаждать в коптящем пламени. Если дело касается внутренних спаев или очень сложных стеклянных конструкций, то для их охлаждения необходимо иметь в своем распоряжении особую печь или соответствующий футляр. Сравнительно просто здесь можно помочь себе таким приемом: из листового материала делают широкую гильзу, диаметром 60—80 мм, к дну которой в качестве ручки прикрепляют отрезок полосового железа; внутри гильзу обкладывают толстым асбестовым картоном и перед употреблением держат ее отверстием вниз над пламенем горелки до тех пор, пока ее внутренняя полость не раскалится докрасна. Вслед за этим горячую стеклянную деталь вносят в гильзу, закрывают горячим асбестом и держат там до полного остывания.
Водоструйный насос для дутья.
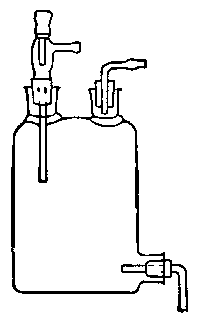
Простой водоструйный прибор для дутья.
Температуры снятия напряжений для различных сортов стекла зависят в основном от критической точки стекла. Толстостенные стеклянные приборы требуют вообще значительно более длительного отжига, чем тонкостенные. Для обычного приборного стекла 3-го гидролитического класса при толщине стенок до 2 мм и температуре снятия напряжений 550°С можно получить полностью свободное от напряжений стекло уже после двух часов охлаждения; подобные же приборы при толщине стенок примерно от 6 до 8 мм должны охлаждаться по меньшей мере 4,5 часа. Остаются ли напряжения в стекле после отжига, проверяют в поляризованном свете, например, рассматривая стекло в различных положениях между пластинками поляроида.
При стеклодувной обработке стационарной аппаратуры и длинных трубок целесообразно пользоваться ручной горелкой. При этом горелка перемещается, а стеклянный прибор или стационарный трубопровод закрепляются на штативах. Простая ручная горелка состоит из двух латунных трубок длиной примерно 20 см и внутренним диаметром около 4—5 мм, которые на большей части своей длины припаяны друг к другу и только на концах, где должны быть насажены шланги для газа и воздуха, несколько отходят друг от друга. Недалеко от верхнего края трубки G имеется боковое отверстие диаметром 4 мм, направленное в сторону трубки L, в обоих стенках которой против середины отверстия в G также делается сквозное отверстие. Такая горелка имеет то преимущество, что ее удобно держать в руке и с ней легко работать благодаря ее малому весу; она дает хорошо заостренное пламя. Для того чтобы продуть отверстие в отрезке стеклянной трубки, на его открытый конец надевают топкий резиновый шланг, другой конец которого берут в рот, вслед за чем нагревают до размягчения часть стеклянной трубки, где требуется сделать отверстие, и дуют в шланг. Тонкие отверстия можно прокалывать, пользуясь раскаленным металлическим острием. Кроме того, Мюнсон для той же цели предложил пользоваться общеизвестным свойством сильных высокочастотных полей пробивать маленькие отверстия. Таким путем могут быть просверлены отверстия диаметром от 1 до 20 мм. В качестве электродов служит жесткая платиновая или золотая проволока диаметром 0,1 мм, вплавленная в кварцевый капилляр. Чтобы избежать трещин в стекле, опыт следует проводить при температуре 300° С. Если необходимо снова закрыть отверстие, то это достигается соответствующим сплющиванием целого куска трубки, а также стягиванием отверстия тонким стеклянным стержнем соответствующего диаметра. Часто необходимо обрабатывать на горелке капиллярную трубку, причем иногда требуется определить диаметр капилляра в ней. Для этого целесообразно применять следующие методы.
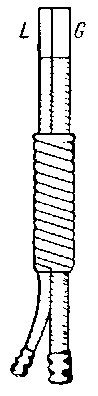
Ручная паяльная горелка.
а) Непосредственное измерение игольчатым щупом или с помощью микроскопа. Этим путем можно только определить размер на концах капиллярной трубки. Во многих случаях этого недостаточно вследствие того, что при ручном вытягивании трубок нельзя достичь абсолютной неизменности сечения их капилляра.
б) Косвенные измерения. 1) По высоте подъема жидкостей, например 96% спирта, для которого имеет место формула
 »
»
где d— диаметр капилляра, h— высота подъема спирта; всё в мм. При измерении вводят капиллярную трубку одним концом в плоский стеклянный сосуд, содержащий слой 96% спирта толщиной 1—2 см. Время установления уровня в некоторых капиллярах достигает 2 часов.
2) По сопротивлению потоку движущегося газа. В этом случае пропускают воздух или какой-либо другой газ под постоянным давлением через два последовательно включенных капилляра и измеряют перепад давлений, который пропорционален сопротивлению потока. Это измерение дает квадрат средней площади поперечного сечения.
3) По весу ртутного столбика, определив предварительно его длину в капилляре,
4) По электрическому сопротивлению наполненных ртутью, капилляров. Это измерение дает среднюю площадь поперечного сечения.
Наименьший диаметр d, который можно получить при изготовлении капилляра на стекольном заводе, составляет 0,02—0,03 мм. В настоящее время изготовляют также капилляры четырехугольного сечения, однако с большими отверстиями. Отверстия менее 0,02 мм диаметром в небольших отрезках можно получить путем равномерного нагревания трубки стеклодувной горелкой, а затем очень быстрого растягивания нагретого места. При этом надо обращать внимание на то, чтобы отверстие капилляра не заплавилось полностью.
Б) Обработка поверхности стекол
а) Во многих случаях необходимо очищать поверхность стекла от загрязнений, всегда имеющих место. Жиры и углеводы лучше всего смывать бензин-спирт-эфирными растворителями. Перед употреблением обезжиривающего средства рекомендуется проводить легкое травление поверхности разбавленной плавиковой кислотой. Разбавленная до нескольких процентов плавиковая кислота разъедает незначительный слой стекла и устраняет загрязнения и другие примеси. Ополаскивание в спирте — эфире удаляет частички жира.
Для повышения химической и электрической прочностей стекла применяется обработка его силиконами. Более легкоплавкие стекла при длительном хранении обнаруживают склонность к гидролизу вследствие всегда имеющейся на поверхности влаги. Это уменьшает поверхностное сопротивление. Изолирующие свойства стекла определяются не столько его внутренним, сколько поверхностным сопротивлением. Само по себе стекло является превосходным изолятором, однако обладает неприятным свойством конденсировать на поверхности воду, вследствие чего образуется электролитическая пленка. Снижение поверхностного сопротивления является причиной появления уже при низких температурах поверхностных токов или даже пробоя. При действии высоких напряжений целесообразно покрывать стекло силиконами. Это существенно увеличивает поверхностное сопротивление. Поверхностное сопротивление силиконизированного стекла остается постоянным даже при повышенной относительной влажности.
Этот неожиданный эффект находит ряд технических применений, например для поддержания постоянным напряжения зажигания газосветных трубок или ртутных контактов. К сожалению, силиконизация еще недостаточно устойчива. При действии высоких напряжений тихий разряд или тлеющий разряд разрушает слой силикона; кроме того, силиконы нестойки против атмосферных влияний.
Оправдал себя следующий метод силиконизацни: стекло очищается плавиковой кислотой, продолжительное время высушивается при 180° С и покрывается слоем жидкого силикона. Полностью смоченные силиконом детали выдерживаются затем в сушильном шкафу в течение трех часов при 250° С или в течение четырех-шести часов при 200° С. Силиконизированные стеклянные изделия не обнаруживают поверхностного натяжения. Поэтому в силиконизированных измерительных приборах не наблюдается остаточных явлений.
б) Полупроводниковые слои на стекле. Часто бывает необходимым сделать поверхность стекла электропроводящей. В свинцовых или висмутовых стеклах это нетрудно получить, если их подвергать при высоких температурах многочасовому восстановлению в потоке водорода. Появляющийся при этом на их поверхности черно-серый слой является проводящим.
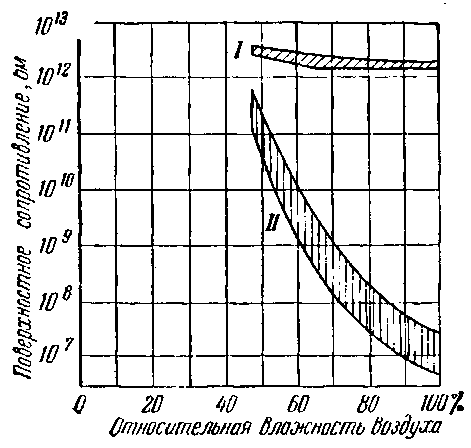
Поверхностное сопротивление силиконизированных и несиликонизированиых стекол в зависимости от влажности воздуха: / — силиконизированные; Il — несиликонизированные.
Полупроводящие слои с хорошей проводимостью можно также получить, вводя в поверхность стекла некоторые материалы, не содержащиеся в нем. Для этого можно пользоваться методом, применявшимся еще в средние века при изготовлении ирригирующих покрытий. Для этого применяются хлористые соединения олова и треххлористый индий. Известно три технических способа:
1. Стеклянную деталь нагревают до 500° С или выше и опускают затем в спиртовой или уксуснокислый раствор четыреххлористого олова.
2. При температуре примерно 700° С распыляют двухлористое олово и направляют образовавшиеся пары в воздушной струе на горячий стеклянный предмет. Метод особенно пригоден при обработке полых стеклянных предметов.
3. На разогретый стеклянный предмет с помощью пульверизатора наносят водный солянокислый раствор четыреххлористого олова. Толщина слоя может быть определена путем наблюдений в белом свете интерференционных цветов различных порядков. Проводящие слои см. стр. 87.
В) Резка стеклянных трубок и их соединение посредством шлифов
Стеклянные трубки диаметром до 2 cm при толщине стенок до 2 mm проще всего резать следующим приемом: на трубке наносят в месте разреза поперечную риску с помощью стекольного ножа; затем, осторожно сгибая трубку в месте надреза, одновременно сильно растягивают ее в противоположные стороны — трубка обычно разрывается точно по надрезу. Если же этим приемом не достигается желаемый результат, то к месту7 надреза следует приложить раскаленную капельку стекла. Если затем подуть на это место, то возникает поперечная трещина, которая, однако, не всегда охватывает всю трубку. В этом случае можно или прикладывать раскаленные капельки стекла к концу трещины, которая при этом удлиняется, или попытаться разорвать трубку, растягивая обе ее части в противоположные стороны. Для того чтобы разрезать трубку диаметром свыше 2 cm, на ней также делают риску; после этого берут железную проволоку диаметром около 3 mm, на концах которой сделан полукруглый изгиб, и, разогрев ее крючок до яркого каления, быстро прикладывают к нему трубку местом надреза и вращают ее вокруг оси. Для обеспечения успеха крючок должен плотно охватывать трубку. Обычно трубка раскалывается по надрезу, когда крючок уже потемнеет. Часто бывает необходимо разрезать трубку на маленькие куски; для этого пригодно присносооление, состоящее из контактного зажима и петлеобразно установленной проволоки, раскаливаемой током. В этом случае проволоку можно по всей ее длине уложить вокруг стеклянной трубки. Ток можно включать и выключать с помощью контактного зажима. Трубки с большой толщиной стенок разрезают с помощью шлифовального круга или алмазной пилы. Во многих случаях необходимо отпаивать отдельные детали от вакуумной установки при помощи горелки. Так, например, если необходимо расплавить и оттянуть находящуюся под вакуумом соединительную капиллярную трубку, то в месте оттягивания трубку размягчают пламенем на протяжении по меньшей мере 1—2 км. Однако еще раньше, чем капилляр начинает заплывать в этом месте, нагревание следует прекратить для того, чтобы с помощью насоса удалить газ, выделяемый стеклянными стенками при нагревании. Затем снова нагревают капилляр и, начиная со стороны отделяемой части, постепенно заплавляют его. Важно начинать с места, ближайшего к отделяемой части, и идти в направлении к насосу, так как в противном случае газы, выделяющиеся при заплавлении капилляра; ухудшают вакуум в отпаиваемой части. Для того чтобы обеспечить надежное заплавление капилляра, рекомендуется на его оттянутом кончике наплавить маленькую стеклянную капельку. В литературе описан способ заплавлять стеклянные капилляры в вакууме нагреванием катодными лучами, которые фокусируются вогнутым электродом на заплавляемом месте капилляра. Хотя припаивание и отпайка отдельных частей аппаратуры рассматривается как самый надежный и безупречный способ соединения стеклянных трубок, все же соединение трубок резиновыми шлангами вследствие простоты находит наиболее широкое применение. Там, где возможно, стекло должно касаться стекла так, чтобы газы или жидкости лишь на небольших участках касались резины. В настоящее время все большее применение находит способ соединения шлифами благодаря их химической индиферентности. Известны шлифы плоские, цилиндрические, сферические и конические. Конические шлифы находят в лаборатории наиболее широкое распространение. Раньше на протяжении десятилетий применялись различные невзаимозаменяемые конические шлифы, но в настоящее время все шире входят в употребление взаимозаменяемые стандартные шлифы. В табл. 1,15—17 приведены некоторые из стандартных шлифов.
Стандартные шлифы NS 1: 10
|
Больший 0, мм Высота, лип |
5 12 |
7,5 12 |
IU 17 |
12, 5 20 |
14,5 23 |
19 26 |
24 28 |
29 32 |
34,5 34 |
45 40 |
KU 50 |
70 55 |
85 60 |
|
Обозн. по DTN 12248 |
NS 5 |
NS 7,5 |
NS Ui |
NS 12,5 |
NS 14,5 |
NS 19 |
NS 24 |
NS 29 |
NS 34,5 |
NS 5 5 |
NS 6 0 |
NS 70 |
NS 86 |
Стандартные шлифы для высокого вакуума
|
NS 1:10 |
NS I: 5 |
|||||||
|
Больший 0, мм |
12,5 |
14. 5 |
19 |
29 |
45 |
60 |
75 |
90 |
|
Высота, мм |
32,5 |
35' |
38 |
42 |
50 |
50 |
65 |
75 |
|
Меньший 0, мм |
9,2 |
11 |
15,2 |
24,8 |
40 |
50 |
62 |
75 |
Иногда в приборах вследствие тепловых или каких-либо других Действий необходима некоторая подвижность отдельных частей; в этих случаях оправдывают себя шарообразные шлифы. Употребительны следующие тины:
Шарообразные шлифы
|
Обозначение |
12/5 |
I- |
00 |
28/12 |
28/15 |
35/20 |
35/25 |
40/25 |
50/30 |
65/45 |
|
Диаметр шара, мм |
12 |
18 |
18 |
28 |
28 |
35 |
35 |
40 |
50 |
65 |
|
Внутр. диаметр труб- |
45 |
|||||||||
|
ки, мм |
5 |
7 |
9 |
12. |
15 |
20 |
25 |
25 |
30 |
В немецких стандартах установлено такое правило: несмазанная пара шлифов считается вакуумно-плотной в том случае, если ртуть, находящаяся под давлением 1 шпм и при температуре 20° С, не затягивается внутрь шлифов. Эфироплотной парой шлифов считается такая несмазанная пара шлифов, которая, закрывая сосуд с эфиром в продолжение 10 суток при температуре 20° С, обеспечивает столь незначительное уменьшение количества эфира, что при измерении какими-либо простыми приборами установить это не удается.
Очень часто не смазанные жиром шлифы через некоторое время теряют подвижность. Это обусловлено гидролитическим разложением стекол, они «прочно въелись». Для восстановления их подвижности следует, осторожно нагревая муфту шлифа, одновременно постукивать ее куском дерева. В особенно тяжелых случаях рекомендуется применять некоторые специальные приспособления.
Г) Спайка стекла и металла
В связи с быстрым развитием техники высокого вакуума все. большее значение приобретает пайка стекла и металла. Для вакуумно-плотных металлических впаек применяют только такие стекла и металлы, которые отвечают следующим требованиям:
а) Металл должен быть предварительно обработан так, чтобы при вплавлении он не выделял никаких газов.
б) Коэффициент расширения металла должен приблизительно соответствовать коэффициенту расширения стекла в пределах до точки размягчения стекла.
в) Если зависимость расширения от температуры металла обнаруживает точку излома, то эта точка должна лежать не ниже критической точки стекла.
г) При обработке пламенем металл должен образовывать пленку окисла, которая растворяется в стекле.
Необходимо следить за тем, чтобы возникающие при нагревании натяжения не превосходили максимально допустимых. Вследствие малого предела прочности стекла на разрыв места соединения стекла с металлом особенно подвержены разрушению. К нормальному давлению стекло относительно малочувствительно. Имеются три возможности надежного вплавления металлов в стекло:
1. Металлическая деталь выбирается очень тонкой, так что критические напряжения выравниваются пластичной податливостью металла. Примеры: вплавление медных пластин с заостренными краями или тонких проволок в различные сорта стекол или вплавление молибденовой фольги в кварцевое стекло.
2. Сплавление и соединение стекла с металлом посредством вплавления под давлением, например железо снаружи, стекло внутри, или горячая посадка стеклянного кольца на металлическую болванку, а на стеклянное кольцо — металлического кольца.
3. Соединение стекла с металлом при помощи металлов и сплавов, тепловое расширение которых такое же, как у стекла. Этот способ применяется чаще всего, его можно рекомендовать начинающим.
Важное значение имеют еще следующие указания.
Тонкие платиновые проволоки можно впаивать в стекло вполне надежно в отношении вакуума, пользуясь двумя способами: один, при котором сначала проволоку впаивают в специальное стекло, которое затем уже после этой операции спаивается со вторым стеклом, и другой, при котором проволоку непосредственно впаивают в стеклянную трубку, имеющую тот же коэффициент расширения, что и платина. Для впайки платины первым способом пользуются в качестве мягкого стекла преимущественно свинцовым стеклом. Для этого берут сплошную палочку из свинцового стекла с оттянутым кончиком, хорошо размягчают ее в сильно окисляющем пламени и осторожно обвивают проволоку расплавленным стеклом. Намотанное стекло сплавляется затем в небольшой цилиндрик или шарик на наружном, также окисляющем кончике небольшого пламени. Если при этом, вследствие восстановления, на стекле появляется почернение, то его можно легко устранить соответствующей регулировкой окисляющего пламени.
Если проволоку необходимо впаять непосредственно в трубку, то в последней делают небольшое отверстие, вставляют туда проволоку с наплавленным свинцовым стеклом и сплавляют это место, добавляя в случае необходимости еще некоторое количество стекла. Кроме платины, Которая для начинающих является наиболее удобной для впайки, в последние годы для вплавления стали применять ряд других металлов и сплавов.
При вплавлении в мягкие стекла применяются металлы с коэффициентом линейного расширения б>60·10-' град-1. Тугоплавкие стекла требуют, вследствие их относительно высокой точки размягчения, значений коэффициента линейного расширения металлов <50-10~? град~1. Из чистых металлов для твердых стекол применимы вольфрам от 20 до 300° С a=44-10"' cC-·, молибден от 20 до 300° С б=53·10-' 0C-1.
Так как вольфрам и молибден плохо обрабатываются и из них трудно получить колпачки и кольца, в последнее время для вплавления в твердые стекла было разработано большое количество легко обрабатываемых сплавов. Сплавы из железа, никеля и кобальта, известные под торговыми названиями «ковар», «фернико» и «вакон», стали важными материалами вакуумной техники. Они, прежде всего, отличаются тем, что при вплавлении образуется хорошо растворимая в стекле окись металла, поэтому одновременно создается промежуточное стекло, обеспечивающее устойчивый переход от металла к стеклу. Этот оксидный слой, возникающий при обработке в пламени, имеет особенно большое значение. Если, например, черная окись меди не образует раствора в стекле, то рубиново-красная закись меди растворяется в нем, поэтому при сплавлении меди со стеклом надо следить за образованием рубиново-красной окраски.
Часто при сплавлении стекла с металлом образуются бусинкообразные пузырьки газа. Опыт показывает, что их появление в большинстве случаев вызывается металлом. Если явление газообразования при вплавлении повторяется, то надо еще раз обработать металл в вакууме. Необходимо' также тщательно осматривать стекло. Перед вплавлением стекло следует подвергать основательной очистке. Долго хранившиеся стекла часто загрязнены и покрыты пленкой воды. Это может существенно нарушать вакуум. После очистки стекла в разбавленном растворе плавиковой кислоты трубка или стержень хорошо высушиваются в пламени. Только после этого можно производить вплавление. При сильной токовой нагрузке и в особенности в высокочастотных полях существенное значение имеет поверхностное сопротивление стекла. О его величине можно судить по значению точки T>kim>. Это значение соответствует температуре, при которой удельное электрическое сопротивление стекла достигает значения 100 Л/ол<=108 ом. Чем больше Tj>lloo>, тем выше омическое сопротивление при температурных нагрузках.
Обычно температура Т>к>_>гоо> свинцовых стекол выше, чем стекол, не содержащих свинца. Tf>lloo> легкоплавких стекол меньше, чем тугоплавких. Мягкие стекла, пригодные для сплавления с металлом, даны в табл. 1,18.
Границы применимости стекол ваковит 501 и 511 перекрываются и являются нерезкими. Прежде всего, перекрываются области применения тонких проволок. Во многих случаях для получения безукоризненного сплавления необходимо перед соединением со стеклом проводить в течение %—1 час. термическую обработку металла при 800—1000 ° С во влажном водороде с последующим медленным охлаждением. Сплавы никель — железо и никель — железо — кобальт нельзя подвергать слишком сильному окислению. Правильным цветом вплавления является серый, а не черный. Если слой окиси имеет густую черную окраску, то он может легко отделиться. При этом нарушится герметичность. Если граница раздела между застывшими стеклом и металлом имеет серый цвет, то прочность максимальна.
Иногда оказывается необходимым удалить с металла слой окалины, возникающий при вилавленни. Это можно выполнить двумя путями:
1. При помощи восстановления. Металлическая деталь нагревается в атмосфере водорода до красного каления и в течение длительного времени обдувается увлажненным воздухом. При этом восстановление слоя окиси происходит тем быстрее, чем выше была взята температура.
2. При помощи травления. Для разрыхления слоя окалины обрабатываемая деталь кладется па 5—10 минут в ванну, содержащую примерно 20 вес % серной кислоты, около 1% протравы, применяющейся для серной кислоты, остальное — вода; температура 80—90 С; затем металл споласкивается водой и дополнительно протравляется в разбавленной азотной кислоте. Обработка в ванне не должна быть продолжительной, чтобы не вызвать слишком сильного разрушения металла. Далее, деталь снова споласкивается водой и на короткое время опускается в разбавленную соляную кислоту. После основательного обмывания водой следует тщательная сушка. Этот метод травления применим к ваковитам 501, 511, 540 и вакону. При сплавлении твердого стекла; в особенности с молибденом и вольфрамом, надо следовать еще таким указаниям.
Прежде всего из подходящего сорта стекла изготовляют тонкостенную стеклянную трубочку, так что проволока как раз в нее проходит. Эта проволока предварительно осторожно нагревается в окисляющем пламени до появления темно-синего налета.
Вплавлсние электродов.
Затем проволоку продвигают в трубочку и быстро сплавляют с ней на кислородной стеклодувной горелке. Стекла, предназначенные для сплавления с молибденом и вольфрамом, можно сплавлять и с другими сортами стекол, например с дураном или супер-максом. После сплавления вольфрамовая проволока должна быть оранжево-красной, а молибденовая — шоколадно-коричневой. На самой проволоке должны образоваться пузырьки. Для выбора материалов при сплавлении металлов с твердым стеклом служит табл. 1,19.
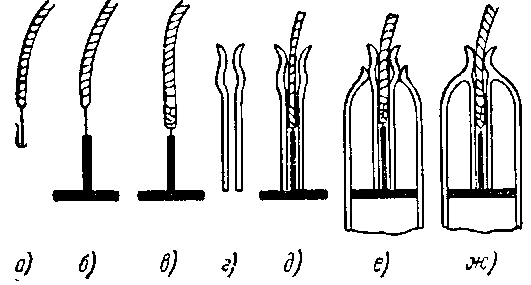
Очень часто приходится впаивать маленькие электроды в разрядные трубки. Поэтому следует сделать некоторые указания о наиболее целесообразном методе такой впайки. На рис. а изображен отрезок тросика, который припаян к вплавляемой платиновой проволоке. Впайка электрода лучше всего осуществляется следующим образом: алюминиевый штифт нагревают в пламени горелки до температуры, близкой к температуре плавления, и доведенную таким же образом до светлого каления платиновую проволоку вдавливают па несколько миллиметров в размягченный алюминий. После этого проволоку и кусок тросика обволакивает расплавленным стеклом для впаивания, из которого заранее изготовили трубку с расширением на верхнем конце. Затем трубку надевают па проволоку, Ту часть трубки, которая окружает наплавленное на проволоке стекло, осторожно нагревают в окисляющей части пламени и сплавляют без образования пузырьков со стеклом, наплавленным на проволоке. Затем электрод вводится в приготовленную стеклянную трубку, имеющую вверху соответствующее отверстие.
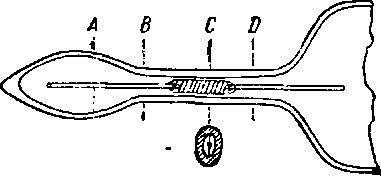
Вплавление электродов в кварцевое стекло при помощи молибденовой фольги.
Вслед за этим сплавляют край отверстия с трубкой на электроде.
Кроме вплавления, в. настоящее время широко применяется наплавление. Применяемые материалы требуют при этом соответствующей предварительной обработки. Наплавляемое медное кольцо должно быть соответственно изготовлено и подготовлено к процессу наплавки. Важным здесь является то обстоятельство, что эластичность меди при термообработке так велика, что растрескивание стекла можно устранить. Такие поверхностные наплавки можно производить также на кварце, применяя молибденовую фольгу.
Этот прием изображен на рис.: сначала к отрезку молибденовой или вольфрамовой проволоки приплавляются молибденовые фольги толщиной 15 ж и шириной 4 мм с небольшой прокладкой из платиновой фольги. Сплавливаемое место подготавливается таким образом, что между В и D кварцевая трубка сплющивается, как показано в разрезе, затем в нее вводится армированная фольга, и трубка откачивается. Последнее необходимо для предохранения фольги от окисления. Затем кварцевую трубку между В и D нагревают пламенем гремучего газа настолько, чтобы обеспечить прилипание кварцевого стекла к фольге. Затем колпачок А можно отрезать, а кварцевую деталь подвергнуть дальнейшей обработке.
Несмотря на то, что коэффициент теплового расширения молибдена почти в девять раз превосходит коэффициент расширения плавленого кварца, подобные спайки весьма надежны и нечувствительны к температуре. Они выдерживают ток силой во много ампер.
Зависимость допустимой токовой нагрузки от диаметра вплавленной проволоки из вольфрама, молибдена, меди и константана изображена на рис.
Д) Вплавление вводов в стекло
В последнее время в радио- и высокочастотной технике применяются стеклянные проходные изоляторы, для которых имеются соответствующие стандарты. Этот метод ввода легко осуществляется при помощи вспомогательных приспособлений и применяется поэтому при изготовлении конденсаторов, трансформаторов, сопротивлений и других деталей электротехнических' устройств. Такой стеклянный ввод состоит из пригодного для впайки плотного в отношении вакуума стеклянного изолятора, в который введено два или большее количество коаксиальных металлических частей. Это дает возможность получать надежно изолирующий ввод электрических проводников и заключать последние в металлический футляр, предохраняющий чувствительные части прибора от внешних воздействий. Для ввода применяются специальные температуростойкие сорта стекол с высокими изолирующими качествами. Недавно для одиночных и многопроводных вводов стали применять спекающееся стекло. Этим достигается высокая по сравнению с прозрачным стеклом механическая и термическая прочность.
В зависимости от формы и сорта стекла можно отметить следующие электрофизические свойства стеклянного ввода:
1. Удельное сопротивленпе стекла от 0,6·1012 до 1011 ом-см.
2. Допустимая температура при длительной работе:
а) легкоплавкие соединения от —70 до +150° С;
б) тугоплавкие соединения от —70 до +300° С.
3. Максимальная пробивная прочность при 760 мм рт. ст. и при пути скользящего разряда 20 мм около 1 кв/мм.
4. Средняя пробивная прочность около 40 кв/мм.
5. Зависимость рабочего напряжения от пути поверхностного разряда по стандарту.
|
Путь поверхностного разряда, лип |
Рабочее напряжение, в |
Постоянное рабочее напряжение, в |
|
1 |
125 |
НО |
|
2 |
380 |
440 |
|
3 |
500 |
600 |
|
4 |
750 |
800 |
|
6 |
1000 |
1200 |
|
10 |
1500 |
1500 |
|
14 |
2000 |
2200 |
|
20 |
3000 |
3000 |
|
36 |
6000 |
6000 |
Е) Соединение стекло — металл — фарфор
Повышение электрических нагрузок вызвало введение керамических материалов в вакуумную технику. Кроме обычных фарфоров и допускающих высокие нагрузки металлических окислов, таких, как окись циркония, окись магния,окись тория, окись титана, в последнее время признание получили магниевые силикаты. Это произошло главным образом потому, что последние могут быть легко сплавлены со стеклянными трубками, обеспечивая надежные в отношении вакуума переходы от металла к керамике. Для впайки необходимо выбирать такой сорт стекла, коэффициент расширения которого был бы меньше, чем коэффициент расширения применяющейся при этом керамики.
Возможные соединения керамических материалов с соответствующими сортами стекла можно определять из табл.
|
Керамическое вещество |
Изготовитель |
Коэффициент линейного расширения а-10' 0C-1 |
Сплавливается со стеклом сорта |
Завод |
|
Фреквента DIN 40685 |
Стеатит-магнезиа АГ |
79 |
R-стекло 2954 III |
Стеклозавод Вертхейм Шотг, Майнц |
|
Стеатит G19 |
Стеатит-магнезиа АГ |
94 |
GW NW 16 111 |
Стеклозавод Вертхейм Стеклозавод Вертхейм Шотт, Майнц |
|
Икан |
Стеатит-магнезиа АГ |
52 |
EW 3891 1546 |
Стеклозавод Вертхейм Шотт, Майнц Шотт, Майнц |
В отличие от стекла, из этих материалов можно изготовлять детали сложной формы с относительно малым разбросом параметров., Они находят важное применение при постройке реакторов.
В калит 610 с коэффициентом расширения 68· 10~' 0C-1 можно вплавлять вакон 20, а в калит 123 может быть вплавлен молибден при добавлении молибденового стёкла для вплавок. Непосредственное сплавление металлических проволок с керамикой целесообразнее всего производить в электрической печи. Прежде всего на вплавляемую проволоку, например вакон, следует наплавить с помощью газовой горелки капельку из молибденового стекла. Кроме того, в керамической пластинке необходимо приготовить соответствующее отверстие, которое следует предварительно отглазуровать. Для глазуровки служат или мелко истолченное порошкообразное молибденовое стекло, или соответствующее стекло для вплавления, замешенное с небольшим количеством скипидара; тонкой волосяной кисточкой их наносят на глазуруемую поверхность. Процесс глазуровки заканчивается прогреванием керамической детали до температуры 900—IOOOcC, лучше всего в небольшой печи. Вслед за этим в электрическую печь вносят керамическую пластину со вставленными в нее проволоками, располагая ее горизонтально, так, чтобы проволоки при размягчении наплавленного на них стекла вплавились в соответствующие отверстия.
Помимо сплавления проволок с керамическими пластинами в лабораторной практике часто встречается сплавление керамических пластин со стеклянными трубками.
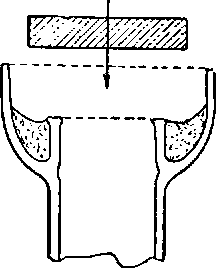
Непосредственное приплавление пластин К стеклянным трубкам затруднительно, так как при этом не удается избежать растрескивания пластин вследствие слишком большой разности температур между краями пластины и ее серединой. Поэтому трубку следует предварительно подготовить, как это показано на рисунке. В кольцевую канавку заливают легкоплавкий металлический сплав, который расплавляется затем на соответствующем пламени до состояния настолько жидкого, что становится возможным прилипание пластины.
Если обнаруживается какая-либо незначительная неплотность, то ее устраняют или добавляя сплав, или при помощи пицеина. Ничтожное количество паров, выделяющихся при этом, не оказывает сколько-нибудь заметного влияния.
Кроме этого приема, можно соединять стекло и фарфор еще при помощи металлического припоя. Для этого стекло и фарфор покрывают слоем серебра или платины. Металлизацию можно производить или химически, или, проще, выжигая металлы из соответствующих растворов. Металлические слои при этом получаются очень тонким, поэтому их затем гальванически обедняют; после этого стекло можно спаивать обычным оловянным припоем с фарфоровыми трубками, обработанными предварительно таким же образом, или с металлическими деталями. Моррис описывает соединение между коническим отверстием в плавлепом кварце, с нанесенным на нем путем вжигания платиновым слоем, и металлическим конусом из инвара; это соединение в отношении высокого вакуума было вполне надежным в интервале температур от —196 до +2150С.
Вакуумно-плотное вмазывание окон из плавикового шпата можно получать также при помощи хлористого серебра. В электрической печи при температуре около 470 0C плавят хлористое серебро в канавке, сделанной в детали, до тех пор, пока оно не наполнит ее до краев. Затем после охлаждения накладывают на деталь пластинку из плавикового шпата и снова осторожно нагревают ее до расплавления хлористого серебра. Так как кристаллы плавикового шпата очень легко трескаются, то необходимо весь процесс нагревания вести крайне осторожно. Вмазывание окон из смеси магнезии и метасиликатов в железную трубу описано у Стронга и Бриса. За последнее время стали получать прочные сплавления, применяя соответствующие стеклянные припои. В приведенной ниже табл. I, 22 указаны припои, пригодные для большей части стекол, применяющихся в технике высокого вакуума.
В случае, если таких стеклянных припоев не окажется в наличии, то можно составить соответствующие эмалевые расплавы; так, например, 5 г промытой кремниевой кислоты, 16 г сурика и 4 г кальцинированной буры смешивают вместе в тигле и сплавляют на паяльной лампе. Этот стеклянный сплав начинает размягчаться при 350°, так что уже на бунзеновской горелке становится капельно-жидким. Он хорошо пристает к обычному стеклу с коэффициентом расширения, превышающим 90·IO-' град~', а также к таким металлам, как железо, медь и латунь.
Сплавление керамических пластинок со стеклянными трубками.
|
Обозначение |
Коэффициент расширения я-10' 0C-» |
Точна превращения, 0C |
Температура размягчения, 0C |
|
Р14 |
105 |
340 |
350 |
|
F309 |
90,0 |
388 |
397 |
|
Wl 5 |
76,5 |
411 |
455 |
|
1579 |
55,7 |
453 |
495 |
|
1411 |
52 |
5i8 |
544 |
|
1403 |
45 |
551 |
577 |
Мак-Келви дает следующий рецепт: равные весовые части окиси цинка, кальцинированпой буры и порошка натрового стекла перемешивают и сплавляют вместе. Различные встречающиеся в литературе советы замазывать трещины в стеклянной аппаратуре густыми растворами жидкого стекла и затем нагревать их в пламени не приводят к удовлетворительному результату в применении к обычным стеклам. Этот метод можно успешно применять только для исключительно тугоплавких сортов стекла, как, например, пирекс и дуран.
Ж) Холодная обработка стекла
Если не имеется шлифовальных кругов, т. е. кругов из чугуна или из искусственного камня, вращающихся горизонтально или вертикально, то можно пользоваться массивной матовой пластиной зеркального стекла; так можно, например, выправлять не совсем ровные края стеклянных трубок, которые предстоит закрыть окошком. На эту пластину зеркального стекла наносят небольшое количество наждака или карбида кремния с водой и трубку, захваченную возможно более низко, водят с легким нажимом по пластине, описывая небольшие круги. Вода добавляется в количестве, необходимом для равномерного распределения шлифующего порошка только по поверхности, на которой происходит шлифование. Подобным же образом получают матовую поверхность на стеклянных пластинах небольшой величины. В том случае, если нет искусственных полировочных материалов, можно удовлетвориться обычным мелким песком. Для устранения острых кромок пластины необходим вращающийся шлифовальный камень.
3) Сверление и резание стекла
На возможность получения в стекле при помощи электрического пробоя тончайших отверстий 10—20 « было указано в разделе о стеклодувных работах.
Если в стеклянной пластине необходимо просверлить отверстие большого размера, то это делается посредством заостренной медной трубки и искусственных шлифовальных порошков. Для этого в токарный или сверлильный станок устанавливают трубку соответствующего диаметра и сверлят отверстие, подавая на нее кашеобразную массу из воды и наждака. Рекомендуется не сверлить отверстие насквозь, а начинать сверление тем же приемом с обратной стороны, точно центрировав па ней инструмент. Маленькие отверстия можно сверлить небольшим твердым трехгранным напильником, остро заточенным на шлифовальном круге. Но этот процесс требует весьма много времени; в качестве смазывающего средства здесь следует применять скипидар или керосин. Значительно ускоряет процесс сверления применение сталей видна и сверл с алмазными кромками. С помощью видиа и титановых сталей можно не только сверлить отверстия в стекле, но и нарезать на нем резьбу.
Рабочее положение режущего алмаза.
В настоящее время все шире применяется сверление стекла ультразвуком, так как оно позволяет получать фасонные, следовательно, и квадратные отверстия. Ультразвуковой генератор мощностью 50 вт, работающий на частоте 20000 гц, дает возможность получать квадратные отверстия с длиной стороны 6 мм и вырезать пластины 12,7X0,5 мм2, продолжительность работы около 45 сек.
Если необходимо отполировать шлифовальный диск, сначала на нем следует получить тонкую шлифовку, выбрав соответствующий шлифующий материал. Только затем можно получить гладкую стеклянную поверхность с безупречным блеском, обрабатывая ее вращающимся фетровым диском, на который в качестве полирующего средства наносится красная окись железа. Плоские стекла до толщины 4—5 можно проще всего резать алмазом или стальным колесиком. Такое «резание» основано на том, что алмаз или стальное колесико наносит на поверхности стекла надрез, который служит началом глубокой трещины. Рабочее положение режущего алмаза указано на рис.
Хороший надрез, нанесенный или алмазом, или ножом для стекла, почти невидим. Плохой надрез, процарапанный, кажется несколько белым вследствие отколовшихся по бокам мелких частичек стекла. При плохом надрезе стекло может разделиться не всегда по направлению, намеченному надрезом. Отделяя части стекла по надрезу, можно пользоваться тремя правилами: а) наложить пластину вдоль линии надреза на острый край и переломить ее легким нажимом книзу, б) приподнимая стекло с одной стороны за надрез, вызвать здесь образование сквозной трещины, которая затем побежит вдоль всего надреза, и в) вызвать образование сквозной трещины легким постукиванием стекла со стороны, противоположной надрезу, сначала на одном конце его, а затем тем же постукиванием прогнать эту трещину вдоль всей его длины.
Правильная установка алмаза зависит от вида его режущей кромки. Наиболее удачное положение алмаза и подходящее давление следует определить на практике. Для непривычной к алмазу руки легче пользоваться набором стальных колесиков. В нем имеются стальные колесики, вращающиеся, как револьверный барабан. Кроме того, стальные колесики легче точить на шлифовальном камне.
От режущего алмаза следует отличать чертежный алмаз для стекла. Такой алмаз обычно имеет вид карандаша, на конце которого укреплен маленький осколок алмаза с острым углом. Чертежный алмаз служит исключительно для письма по стеклу или кварцу, а также для нанесения делений. Для последней операции необходимо тщательно подобрать наиболее благоприятное положение острия. Нанесение тонких делений Кольрауш советует производить под слоем воды. Без особых трудностей можно с помощью правильно взятого в руку алмаза нанести деления с шириной линии в 0,1 мм. С помощью прибора К. Цейса можно довести толщину штрихов до 0,001 мм.
И) Травление стекла и плавленого кварца
Под травлением стекла понимают обработку его поверхности химическим путем. Наиболее известным является применение плавиковой кислоты. Фтористый водород, растворяя кремниевую кислоту и образуя фтористый кремний, разъедает поверхность стекла и кварца. Соответствующим выбором концентрации можно получить поверхности с различной степенью шероховатости.
Газообразный фтористый водород получают, смешивая в плоской свинцовой чашке порошок плавикового шпата с концентрированной серной кислотой; без нагревания реакция идет сравнительно медленно. Можно пользоваться и одной плавиковой кислотой, которая также выделяет фтористый водород. Для хранения плавиковой кислоты применяются каучуковые, свинцовые или сделанные из искусственных материалов бутылки, а также стеклянные сосуды, на стенки которых наносится толстый слой парафина.
Для предохранения частей стекла, которые не должны подвергаться травлению, на них наносят соответствующий защитный слой — «основу». Сравнительно просто составить такой защитный слой из равных частей пчелиного воска и парафина. Рецепт, предложенный Фриком: 4 части белого воска, 2 части мастики, 1 часть асфальта и 1 часть скипидара; эта смесь в течение 1A часа поддерживается в расплавленном состоянии. Затем сливают верхнюю часть расплавленного вещества в холодную воду и придают застывшей · массе форму шарика величиной с куриное яйцо. Шарик кладут в шелковую тряпочку и смазывают ею предварительно нагретую стеклянную пластинку. Получаемый при этом на стекле чрезвычайно тонкий защитный слой вполне пригоден при простых травлениях.
Еще более простой защитный слой применяется при изготовлении термометров, это чистый воск, который в расплавленном виде наносится простой кисточкой на стеклянную пластину. Без особых трудностей можно, пользуясь тонкой иглой, наносить деления с интервалом 0,2 мм. Подготовленные таким образом стеклянные пластины или подвергают непосредственному действию плавиковой кислоты, или кладут их на некоторое время на края свинцовой чашки с плавиковой кислотой так, чтобы ее пары могли действовать на пластины по крайней мере в течение 1A—1 часа. При непосредственном действии плавиковой кислоты для травления достаточно всего нескольких минут. Путем предварительных проб определяют зависимость между глубиной травления и временем.
Освобождать деталь от защитного слоя после травления можно двумя способами: 1) осторожно прополоскать ее в горячей воде, при этом слой воска расплавляется, и его можно потом снова собрать с поверхности воды, и 2) оставить пластину на, некоторое время в холодной воде, в которую добавляют немного соды; вода, проникая под действием капиллярных сил между стеклом и защитным слоем, несколько приподнимает его, в результате слой легко снимается. После этого травленые места, а также и всю пластину следует осторожно протереть мягкой бумагой или тряпочкой. Если вытравленные штрихи желают только сделать более четкими, то в полученные углубления можно втереть черную или красную масляную краску, избыток которой удаляют при помощи жесткой бумаги.
Для того чтобы приготовить достаточно хорошее зеркальце для гальванометра, можно использовать так называемые покровные стекла для микроскопических препаратов. Такое стеклышко сплошь покрывают защитным слоем воска, накладывают на него в качестве шаблона кусочек круглой латуни и, пользуясь разметочной иглой, проводят на стекле окружность. Затем следует довольно долго протравливать стекло в плавиковой кислоте. После промывания можно без труда выдавить обрисовавшийся на стекле диск. Несколько таких дисков следует одновременно посеребрить и затем испытать их на нлоскопараллельность. Для последней операции можно или отбрасывать на весьма удаленный экран пучок солнечных лучей, отраженный от зеркальца,— зайчик не должен быть искаженным,— или наблюдать в оптическую трубу изображение шкалы,— оно должно быть также свободным от искажений. В большинстве случаев получаются вполне удовлетворительные зеркальца.
Если не имеется в наличии так называемых дублированных молочных стеклянных шайб с тонким промежуточным слоем, то можно взамен их изготовить, также посредством травления, светопроницаемые матовые шайбы. Предназначенную для травления пластинку покрывают с одной стороны защитным слоем — для этого случая пригоден асфальтовый лак,— а другую сторону тщательно очищают слабой азотной кислотой или очень разбавленной плавиковой кислотой и промывают дистиллированной водой. Затем пластинку кладут этой очищенной стороной на свинцовую чашечку, которая служит для получения фтористого водорода. Процесс идет медленно, и только по прошествии одного или двух дней травление можно считать законченным. Вообще же надо иметь в виду, что, пользуясь газообразным фтористым водородом, получают матовую поверхность, а при травлении в жидкой плавиковой кислоте поверхность остается прозрачной. Тонкие линии получаются лучше всего травлением в разбавленной плавиковой кислоте.
В настоящее время тонкую гравировку на стекло можно наносить также, применяя песчаную струю и резиновые шаблоны. Простые пескоструйные пистолеты позволяют для матирования стекла все более широко пользоваться этим методом; их целесообразно заполнять карбидом кремния, так как при этом образование пыли относительно мало.
При массовом производстве для гравировки стекла в настоящее время описан метод давления сеткой.
В заключение следует еще упомянуть об особых трубках, известных под названием трубок KPG. Они изготовляются преимущественно из венского приборного стекла 20, а также из мягких стекол III гидролитического класса, например стекла AR или UW. Точность выполнения внутреннего диаметра составляет для этих диаметров ±0,01 мм. Для больших диаметров, которые, увеличиваясь, доходят до 80 мм, точность изготовления составляет ±0,05 мм.
Кроме круглого внутреннего канала можно изготовить также трубки с квадратным, шестигранным или коническим каналом с совершенно равномерным сужением. Трубки с квадратным поперечным сечением особенно пригодны для проекций.
Четырехгранные трубки KPG изготовляются преимущественно размерами между 4,5x4,5 и 30X30 лш2 и длиной между 70 и 250 мм. В настоящее время в продаже имеются также овальные трубки KPG с отношением поперечных размеров 2:1.
К) Плоские стеклянные фильтры
В технической физике часто применяются плоские стеклянные фильтры. Чаще всего они изготовляются посредством спекания из порошкообразного твердого стекла. Плоские фильтры выпускаются с различной величиной пор, от 1,5 до 500 лиг. Появившиеся в продаже фильтры из спеченной стеклоткани выпускаются в виде плоских или искривленных круглых пластин 240 мм 0 или четырехугольных пластин с длиной стороны 240 мм. Имеются также фильтры в виде трубок и фильтровальных втулок до 70 мм 0 с величиной пор от 10 до 125 мк. Как плоские фильтры, изготовленные из порошка, так и фильтры из стеклоткани можно легко вплавлять в стеклянные трубки. В качестве последних, пригодных главным образом для фильтрации газа, можно применять трубки под марками AR и GW.