Технология плавки и разливки магниевых сплавов
Òåìà: Òåõíîëîãèÿ ïëàâêè è ðàçëèâêè ìàãíèåâûõ ñïëàâîâ. Ðàçäåë: Ìåòàëëóðãèÿ Íàçíà÷åíèå: Ðåôåðàò Ôîðìàò: WinWord 8 Àâòîð:Ïðîñèí Ä.À. Èñïîëüçîâàíèå: Ãîä ñäà÷è: 2001ã. Ãäå ñäàâàëñÿ: ÂîëãÃÒÓ Êîìó: Êèì Îöåíêà: îòëè÷íî
Министерство Российской Федерации по высшему
образованию
Волгоградский государственный технический университет
Кафедра '' Машины и Технология литейного производства''
Тема: Технология плавки и разливки магниевых сплавов.
Выполнил:
Студент группы ЛМХ-533
Просин Д.А.
Проверил:
Ким.Г.П.
Волгоград 2000г.
1. ШИХТОВЫЕ МАТЕРИАЛЫ
Среди литейщиков, занятых изготовлением отливок из магниевых сплавов, установилась следующая терминология, относящаяся к характеристике исходных шихтовых материалов и к сплаву, приготовленному для заливки форм.
Первичным сплавом называются чушки готового сплава, выпускаемые металлургической, промышленностью.
Предварительным сплавом называются чушки готового сплава собственного производства, выплавляемые из первичных металлов с добавкой переплава литников, сплесков и других отходов.
Рабочим сплавом называется жидкий расплав, приготовленный для заливки форм.
Магниевые сплавы в значительной степени подвержены коррозии. Особенно усиленно развивается коррозия на поверхности деталей из магниевых сплавов, если в отливки попадают хлориды магния: MgCl2+H2О→Mg(OH)2+2HCl; 2HC1 + Mg→MgCl2 + Н2. Поэтому шихтовые материалы, пораженные коррозией, покрытые окислами и маслом, должны тщательно очищаться дробью. Можно применять химические способы очистки, но они более сложны, так как связаны с травлением, промывкой и сушкой.
Мелкие отходы и стружка магниевых сплавов, получающиеся после механической обработки, на некоторых предприятиях подвергают переплавке, рафинированию и разливке в чушки, которые затем используют для приготовления предварительных и рабочих сплавов.
В литейных цехах, где применяется экспресс-анализ химического состава магниевых сплавов по ходу плавки, в составе шихты допускается применять до 60-80% возврата производства.
Расчет шихты при приготовлении наиболее распространенных литейных магниевых сплавов следует проводить с учетом рекомендаций, приводимых в табл. 1.
Таблица 1. Рекомендуемый расчетный состав шихты для предварительных и рабочих сплавов на магниевой основе, предназначенных для фасонного литья
|
Марка сплава |
Массовая доля компонентов, % |
||||
|
Алюминий |
Цинк |
Марганец |
Кремний |
Магний |
|
|
МЛ2 МЛЗ МЛ5 |
- 3,0 8,4 |
- 1,2 0,5 |
2,5 0,3 0,4 |
- - - |
Остальное > > |
Для приготовления литейных магниевых сплавов применяются лигатуры следующего состава, %: алюминий-марганец, 8-12 марганца, остальное-алюминий; алюминий-магний-марганец, 20 магния, 10 марганца, остальное-алюминий; алюминий-бериллий, 2-3 бериллия, остальное-алюминий; алюминий-магний - бериллий, 35 магния, 3 бериллия, остальное - алюминий; магний-марганец, 2-4 марганца, остальное-магний.
2. ФЛЮСЫ ДЛЯ ПЛАВКИ МАГНИЕВЫХ СПЛАВОВ
Магний и его сплавы в расплавленном состоянии энергично реагируют с кислородом и поэтому загораются на воздухе. В связи с этим при плавке необходимо применение специальных мер защиты расплавленного металла от контакта его с воздухом.
В промышленности нашел применение метод плавки под слоем флюсов. Различие в способах ведения плавки и разливки сплава по формам, естественно, требует и применения флюсов различного состава. Основное назначение флюсов заключается в образовании на поверхности жидкой ванны защитного покрова, изолирующего сплав от контакта с воздухом, и в удалении из сплава окислов и нитридов, получившихся во время плавки.
Приведем классификацию флюсов, применяемых при плавке и разливке магниевых сплавов.
Единые (универсальные) флюсы используют на всех стадиях технологического процесса плавки магниевых сплавов.
Рафинирующие флюсы применяют во время рафинирования магниевых сплавов в сочетании с покровными флюсами.
Покровные флюсы используют только после рафинирования сплава во время выстаивания сплава в тигле и разливки его в формы в сочетании с рафинирующими флюсами.
Прочие флюсы для плавки магниевых сплавов, в состав которых входят элементы, активно взаимодействующие с универсальными флюсами (например, флюсы для сплавов магния а литием), используют их также при переплавке стружки.
Вспомогательные флюсы и соли, например карналлит, применяют для промывки ковшей и другого плавильного инструмента.
Флюсы должны обладать следующими общими свойствами:
иметь температуру плавления ниже температуры плавления сплава или чистого магния; 2) иметь достаточно высокие жидко-
Т а б л и ц а 2, Флюсы, применяемые при плавке и разливке магниевых сплавов
|
Марка |
Массовая доля компонентов» % |
Назначение |
|
ВИ2 ВИЗ В Карналлит |
38-46 MgCI2; 32-40 КС1; 5 BaCI2; 3-5CaF2; до 8 NaCl+ + CaCI2; до 1,5 MgO 34-40 MgCl2; 25-36 КС1; 15-20 Ca F2; 7-10 MgO; до 8 NaCl+CaCI2 18-23 MgCl2; 30-40 КС1; 30-35 BaCl2; 3-6 CaF2; до 1,5 MgO; до 10 NaCl+CaCl2 40-48 MgCl2; 34-42 КС1; до 1,2 MgO; до 8 NaCl+CaCl2 |
Универсальный флюс для приготовления сплавов типа МЛ5 в стационарных тиглях, а также в индукционных печах Универсальный флюс для приготовления сплавов в выемных плавильных тиглях Универсальный флюс для плавки сплава МЛ 10 В качестве основы для приготовления флюсов марок ВИ2, ВИЗ, Б, а также для промывки разливочных ковшей и плавильного инструмента |
текучесть и поверхностное натяжение для того, чтобы поверхность сплава покрывалась сплошным слоем; 3) смачивать стенки тигля или подину печи; 4) хорошей рафинирующей способностью, т. е. способностью легко удалять из расплава неметаллические включения; 5) иметь плотность в расплавленном состоянии при температурах 700-800 °С несколько большую, чем плотность
сплава, чтобы обеспечить оседание частиц флюса, находящихся во взвешенном состоянии в сплаве; 6) не оказывать химического воздействия на магнии и другие составляющие магниевого сплава, а также на материал футеровки отражательных печей.
Химический состав и область применения наиболее распространенных флюсов для плавки и разливки магниевых сплавов приведены в табл. 2.
20. ПРИМЕНЕНИЕ ЗАЩИТНЫХ СРЕД
С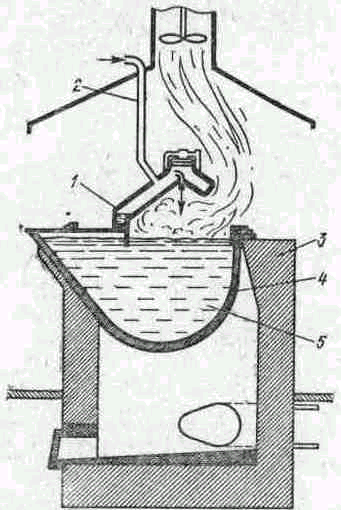 пособ
защиты магниевых сплавов с помощью
флюсов отличается простотой и
надежностью, но имеет ряд недостатков:
флюс окисляется, комкуется и твердеет,
пленка флюса нарушается и теряет свои
защитные свойства. При зачерпывании
сплава пленка флюса может попасть в
отливку, что создает опасность флюсовой
коррозии, в результате чего стойкость
отливок снижается.
пособ
защиты магниевых сплавов с помощью
флюсов отличается простотой и
надежностью, но имеет ряд недостатков:
флюс окисляется, комкуется и твердеет,
пленка флюса нарушается и теряет свои
защитные свойства. При зачерпывании
сплава пленка флюса может попасть в
отливку, что создает опасность флюсовой
коррозии, в результате чего стойкость
отливок снижается.
В
Рис. 1. Схема устройства для бесфлюсовой плавки магниевых сплавов с использованием серы;
I—расплавленная сера; 2—труба для подачи сжатого воздуха; 3—печь; 4—стальной тигель; 5—магниевый сплав
ыделяющийся хлор, пары и пыль от флюсов вызывают также коррозию литейного оборудования.
В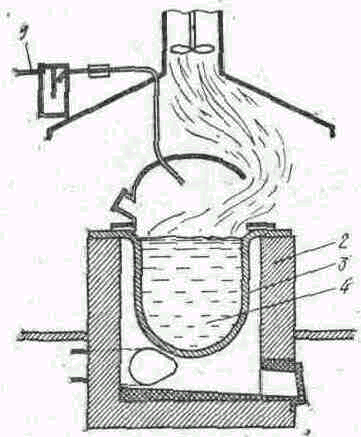 последнее время появляется повышенный
интерес к применению газообразных
сред для защиты от окисления и загорания
расплава, т. е, к внедрению бесфлюсовой
плавки магниевых сплавов.
последнее время появляется повышенный
интерес к применению газообразных
сред для защиты от окисления и загорания
расплава, т. е, к внедрению бесфлюсовой
плавки магниевых сплавов.
Для создания защитной атмосферы на практике применяют. углекислый газ, аргон, сернистый ангидрид.
Н
Рис. 2. Схема подачи сернистого ангидрида для защиты поверхности расплава от окисления:
1— устройство для подачи сернистого ангидрида; 2—печь; 3—стальной тигель; 4—магниевый сплав
а рис. 1 приведена схема устройства для бесфлюсовой плавки магниевых сплавов с использованием порошкообразной серы, из которой при сгорании образуется сернистый ангидрид, На рис. 2 аналогичное устройство предусматривает возможность бесфлюсовой плавки магниевых сплавов путем защиты зеркала сплава непосредственно струёй сернистого ангидрида.Наиболее действенным средством защиты является шестифтористая сера SF6 (элегаз) -тяжелый газ, неядовитый, без цвета и запаха, не горит и не поддерживает горения. Нетоксичность элегаза является существенным, преимуществом по сравнению с сернистым ангидридом,
Защитное действие элегаза основано на взаимодействии с расплавом, в результате чего образуется непроницаемая поверхностная пленка фторидов магния, обладающая способностью мгновенно восстанавливаться даже после многократного удаления.
3. ПЛАВКА МАГНИЕВЫХ СПЛАВОВ
Для плавки магниевых сплавов применяют тигельные печи с выемным или стационарным тиглем вместимостью 200-450 кг или отражательные печи большой вместимости. При этом после расплавления всей шихты сплав переливают в тигельные раздаточные печи, в которых производится его рафинирование.
В разогретый тигель или печь загружают небольшое количество размолотого флюса и около половины всего количества магния, поверхность которого также засыпается флюсом. После расплавления первой порции магния постепенно загружают остальное количество магния. Затем, когда расплавится весь магний, в сплав при температуре 680-700 °С вводят предварительно мелко раздробленную лигатуру алюминий-марганец.
Марганец в магниевые сплавы вводят при температуре 850 °С в виде смеси металлического марганца или хлористого марганца О флюсом ВИЗ (см. табл. 2). Затем в тигель постепенно загружают возврат. В течение всего процесса плавки поверхность сплава должна быть покрыта слоем флюса ВИЗ.
Цинк присаживается в конце плавки при температуре расплава 700-720 °С. При той же температуре в сплав присаживается бериллий в виде лигатур магний - бериллий или марганец-алюминий-бериллий или в виде фторбериллата натрия NaBeF4. Лигатуры, содержащие бериллий, вводят в сплав до рафинирования, а фторбериллат натрия - во время рафинирования.
Церий, являясь компонентом некоторых новых магниевых сплавов, входит в состав мишметалла, имеющего следующий состав (%): 45-55 церия, до 20 лантана, 15 железа, остальное- редкоземельные элементы первой группы. При расчете шихты учитывают суммарное содержание всех редкоземельных элементов. Мишметалл добавляют в расплав после рафинирования при помощи железного сетчатого стакана, погружаемого на глубину 70-100 мм от зеркала сплава.
Цирконий вводят в сплав в виде фторцирконата натрия Na2ZrFe при температуре 850-900 °С.
Если в магниевый сплав необходимо ввести значительное количество циркония, как, например, в новый теплопрочный литейный сплав МЛ12, содержащий 4-5% Zn, 0,6-1,1% Zr, остальное- магний, приходится пользоваться так называемой шлак-лигатурой, Для приготовления шлак-лигатуры используют шихту следующего состава, %: 50 фторцирконата калия; 25 карналлита; 25 магния. Шлак-лигатуру приготавливают одновременно в двух тиглях. В одном тигле расплавляют карналлит и после прекращения бурления при температуре 750-800 °С замешивают фторцирконат калия до получения однородной расплавленной массы. Затем в эту смесь вливают расплавленный в другом тигле магний, нагретый до 680-750 °С. Полученная шлак-лигатура содержит 25-50% циркония.
Заключительной стадией плавки любого магниевого сплава является обработка его в жидком состоянии с целью рафинирования, а также модифицирования структуры. Рафинирование магниевого сплава проводят после введения всех легирующих добавок и доведения температуры расплава до 700-720 °С. Лишь в случае обработки магниевого сплава фторбериллатом натрия температура нагрева сплава перед рафинированием повышается до 750-760 °С. Обычно рафинирование производят путем перемешивания сплава железной ложкой или шумовкой в течение 3-6 мин; при этом поверхность расплава посыпают размолотым флюсом ВИЗ. Перемешивание начинают с верхних слоев сплава, затем ложку постепенно опускают вниз, не доходя до дна примерно на 1/2 высоты тигля. Рафинирование считается законченным, когда поверхность сплава приобретает блестящий, зеркальный вид. По окончании рафинирования с поверхности сплава счищают флюс, а зеркало сплава вновь покрывают ровным слоем свежей порции размолотого флюса ВИЗ. Затем магниевые сплавы, кроме сплавов МЛ4, МЛ5 и МЛ6, нагревают до 750-780 °С и выдерживают при этой температуре в течение 10-15 мин.
Магниевые сплавы марок МЛ4, МЛ5 и МЛ6 перед разливкой подвергают модифицированию. После снятия с поверхности сплава загрязнений, образовавшихся при модифицировании, и после засыпки поверхности расплава свежей порцией флюса эти сплавы выдерживают, при этом температура понижается до 650-700 °С, затем производят заливку форм.
В ходе плавки тщательно наблюдают за состоянием поверхности жидкого сплава. Если сплав начинает гореть, его необходимо засыпать порошкообразным флюсом при помощи пневматического флюсораспылителя.
4. ДЕГАЗАЦИЯ МАГНИЕВЫХ СПЛАВОВ
В целях повышения коррозионной стойкости и механических свойств магниевых сплавов разработано несколько способов обработки их в жидком состоянии, например способ последовательной обработки ванны жидкого сплава кальцием и гексахлорэтаном. Указанную обработку осуществляют по следующей технологии, Кальций в количестве 0,1% вводят в сплав после его рафинирования при температуре 750 °С. Навеску кальция помещают в колокольчик, который погружают в сплав на 2/3 глубины тигля. Через 10 мин после введения кальция сплав обрабатывают гексахлорэтаном при температуре 750-780 °С. Навеску гексахлорэтана в количестве 0,07-0,1% от массы шихты заворачивают в алюминиевую фольгу или тонкую бумагу и помещают в колокольчик, который погружают также на 2/3 глубины тигля и затем перемещают в нем. По окончании реакции с поверхности сплава снимают шлак, сплав покрывают слоем флюса в зависимости от того, какой применяют тигель - стационарный или выемный. Сплав в тигле подвергают кратковременному рафинированию в течение 1-1,5 мин (при вместимости тигля около 300 кг). После повторного рафинирования сплав выдерживают в течение 15 мин, после чего он готов к разливке по формам.
Последовательная обработка магниевого сплава кальцием и гексахлорэтпиом повышает плотность отливок и позволяет резко улучшить их механические свойства.
Магниевые сплавы в процессе их плавки и разливки поглощают самое большое количество водорода по сравнению с любым из ранее рассмотренных сплавов цветных металлов. Например, если в алюминиевых сплавах содержание водорода составляет 1-5 см3 на 100 г сплава, то в магниевых сплавах количество водорода может доходить до 20-30 см3 на 100 г сплава.
Исходя из представления о методах дегазации алюминиевых сплавов, следует предположить, что магниевые сплавы можно дегазировать теми же способами, что и алюминиевые.
В последнее время проведен ряд работ, которые позволили установить возможность рафинирования магниевых сплавов при помощи продувки их в расплавленном состоянии некоторыми газами. Наиболее проверенным способом дегазации магниевых сплавов оказался метод продувки через расплав инертных газов (гелия, аргона), а также химически активных газов: хлора и азота.
Дегазация инертным газом. Продувку сплава инертным газом проводят при температуре 740-750°С. Скорость продувки устанавливается такой, чтобы привести к интенсивному перемешиванию расплава без выплескивания сплава на стенки и борта печи. Время продувки для понижения содержания водорода в магниевом сплаве (до 8-10 см3 на 100 г сплава) составляет 30 мин. Более продолжительная дегазация сплава приводит к некоторому укрупнению зерна в структуре материала отливок.
Дегазация азотом. Действие азота при дегазации магниевых сплавов аналогично действию инертного газа. Однако при прохождении пузырьков азота через сплав происходит частичное взаимодействие сплава с газом и образуется нитрид магния, что приводит к некоторому загрязнению сплава неметаллическими включениями. Продувку магниевых сплавов азотом осуществляют при температуре 660-685 °С. Во время продувки сплава в этом интервале температур не происходит интенсивной химической реакции. При более высоких температурах (свыше 700 °С) идет активное образование нитрида магния. Продувку сплава в тигле вместимостью около 1 т производят в течение получаса через железную трубку диаметром 20 мм. При этом трубка должна находиться на расстоянии 150-200 мм от дна тигля. По окончании дегазации сплав переливают в раздаточные тигли, очищают зеркало сплава, после чего сплав подвергают рафинированию и модифицированию. Перед операцией модифицирования возможно проведение дополнительной дегазации сплава при температуре 740-760 °С продувкой хлора со скоростью, вызывающей небольшое перемешивание сплава. Продувку ведут в течение 3-5 мин при небольшом избытке хлора.
Дегазация хлором или смесью хлора с четыреххлористым углеродом. При прохождении пузырьков хлора через сплав хлор вступает в реакцию с магнием, образуя хлористый магний. Температуру сплава при хлорировании поддерживают обычно в пределах 740-760 °С. Изменение скорости хлорирования в пределах 2,5-8 л/мин не оказывает заметного действия на размеры зерна
и механические свойства сплава, если количество пропускаемого хлора остается постоянным и не превышает 3% от массы сплава. Более высокий процент хлора приводит к укрупнению зерна в структуре отливок и к некоторому понижению механических свойств.
Иногда дегазация хлором совмещается с операцией модифицирования сплава. В этом случае через сплав продувают 1-1,5% (от массы плавки) хлора вместе с 0,25% четыреххлористого углерода. Температура сплава при таком способе 690-710 °С.
Дегазация магниевых сплавов с помощью хлора или смеси хлора с четыреххлористым углеродом имеет недостатки. Из них наиболее серьезным является то, что хлор токсичен (ядовит) и применение его связано с опасностью отравления работающих, так как при использовании хлора с четыреххлористым углеродом образуется некоторое количество фосгена, являющегося сильным отравляющим веществом.
5. МОДИФИЦИРОВАНИЕ МАГНИЕВЫХ СПЛАВОВ
Модифицирование магниевых сплавов применяют с целью измельчения структуры и повышения механических свойств отливок. Сплавы марок МЛЗ, МЛ4, МЛ5 и МЛ6 модифицируют путем перегрева расплава, обработки хлорным железом, обработки углеродосодержащими материалами и другими способами.
Модифицирование путем перегрева. Сплав после рафинирования нагревают до 850 или 900 °С и выдерживают соответственно в течение 15-20 или 10-15 мин. Недостатками этого способа являются увеличение расхода топлива, повышение износа тиглей и окисляемости сплава, снижение производительности плавильных печей.
Модифицирование углекислым кальцием (мелом). Мел в виде сухого порошка или мрамор в виде мелкой крошки в количестве 0,5-0,6% от массы шихты заворачивают в пакет из тонкой бумаги, помещают в колокольчик и вводят в сплав на половину высоты тигля. Температура сплава в процессе модифицирования. 760-780 °С. Процесс обработки продолжается 5-8 мин и ведется до прекращения выделения пузырей на поверхности сплава. Сплав выдерживают после модификации 10-40 мин.
Модифицирование магнезитом. Магнезит, измельченный в порошок, в количестве 0,3-0,4% от массы шихты заворачивают в бумажные пакеты и погружают в сплав колокольчиком в один или два приема. Модифицирование .продолжают 8-12 мин до прекращения выделения пузырей на поверхности сплава. Сплав выдерживают 30-40 мин. Применяющийся в данном случае в качестве модификатора магнезит негигроскопичен, но не исключена возможность некоторого загрязнения магниевого сплава неметаллическими включениями, имеющимися в магнезите. Модифицирование магнезитом проводят до рафинирования при температуре магниевого сплава 720- 730 °С,
6. РАЗЛИВКА МАГНИЕВЫХ СПЛАВОВ
Заливку форм магниевым сплавом ведут в большинстве случаев при температуре 740-780 °С и лишь при крупных тонкостенных отливках температуру повышают до 800 °С, а в редких случаях-до 810 °С. Дальнейшее повышение температуры не рекомендуется из-за сильного окисления сплава.
Раздачу сплава из печи и заливку форм ведут следующим образом. По достижении нужной температуры сплава производят подготовку разливочного ковша путем прогрева его докрасна в тигле с расплавленным флюсом ВИ2 (см. табл. 2). Затем флюс сливают через носок ковша и тщательно счищают со стенок ковша. В рабочем тигле с поверхности расплава металлической счищалкой или донной частью ковша флюс отводят, и при медленном погружении ковша набирается сплав. Некоторое количество сплава (до 5%) сливается обратно в печь через носок ковша для того, чтобы удалить флюс, находящийся на носке. Наполненный ковш вынимают из ванны жидкого сплава и дают стечь флюсу с его наружных стенок. Чтобы избежать зачерпывания флюса при заборе сплава ковшом, следует вычерпывать не более 2/3 вместимости печи или тигля.
При заливке форм носок ковша должен находиться по возможности ближе к литниковой чаше или воронке, струя металла должна быть равномерной, а чаша или воронка стояка на протяжении всего времени заливки должна быть заполненной. Для предохранения от горения во время заливки струя магниевого сплава припыливается серным цветом или смесью серы и борной кислоты (1:1) из специального распылителя или мешочка из неплотной ткани. По окончании заливки в ковше должно оставаться не менее 10-15% сплава. Весь сплав из ковша нельзя выливать из-за возможного попадания флюса в литейную форму. Остатки сплава сливают в изложницу.
Список использованной литературы
Белоусов Н.Н. Плавка и разливка сплавов цветных металлов. - Л.: Машиностроение,1981.- 80с.
Липницкий А.М., Морозов И.В. Технология цветного литья. - Л.: Машгиз ,1986.- 224с.
Воздвиженский В.М. Литейные сплавы и технология их выплавки в машиностроении. - М.: Машиностроение ,1984.- 432с.
Продаю диплом по проектированию литейных цехов защищен на отлично
С чертежами цеха серийного производства сталелитейного цеха.
Keen1@yandex.ru